Спосіб абразивної обробки деталей
Номер патенту: 15599
Опубліковано: 30.06.1997
Автори: Тарелін Анатолій Олексійович, Сурду Микола Васильович, Горбачов Олександр Федорович, Подольський Емануіл Вікторович

Формула / Реферат
Способ абразивной обработки деталей, при котором абразивному инструменту и изделию сообщают формообразующее перемещение друг относительно друга и регулируют скорость поступательного перемещения обрабатываемой поверхности изделия относительно вращающегося инструмента, отличающийся тем, что скорость поступательного перемещения обрабатываемой поверхности изделия устанавливают в соответствии с соотношением
![]()
при встречном перемещении обрабатываемой поверхности изделия и режущей поверхности инструмента и
![]()
при попутном перемещении обрабатываемой поверхности изделия и режущей поверхности абразивного инструмента, где Vд - скорость поступательного перемещения обрабатываемой поверхности изделия; Vк - скорость поступательного перемещения режущей поверхности абразивного инструмента; L - длина дуги непосредственного контакта абразивного инструмента с обрабатываемой поверхностью изделия; lo -среднее расстояние между режущими абразивными зернами, расположенными друг за другом в одной плоскости.
Текст
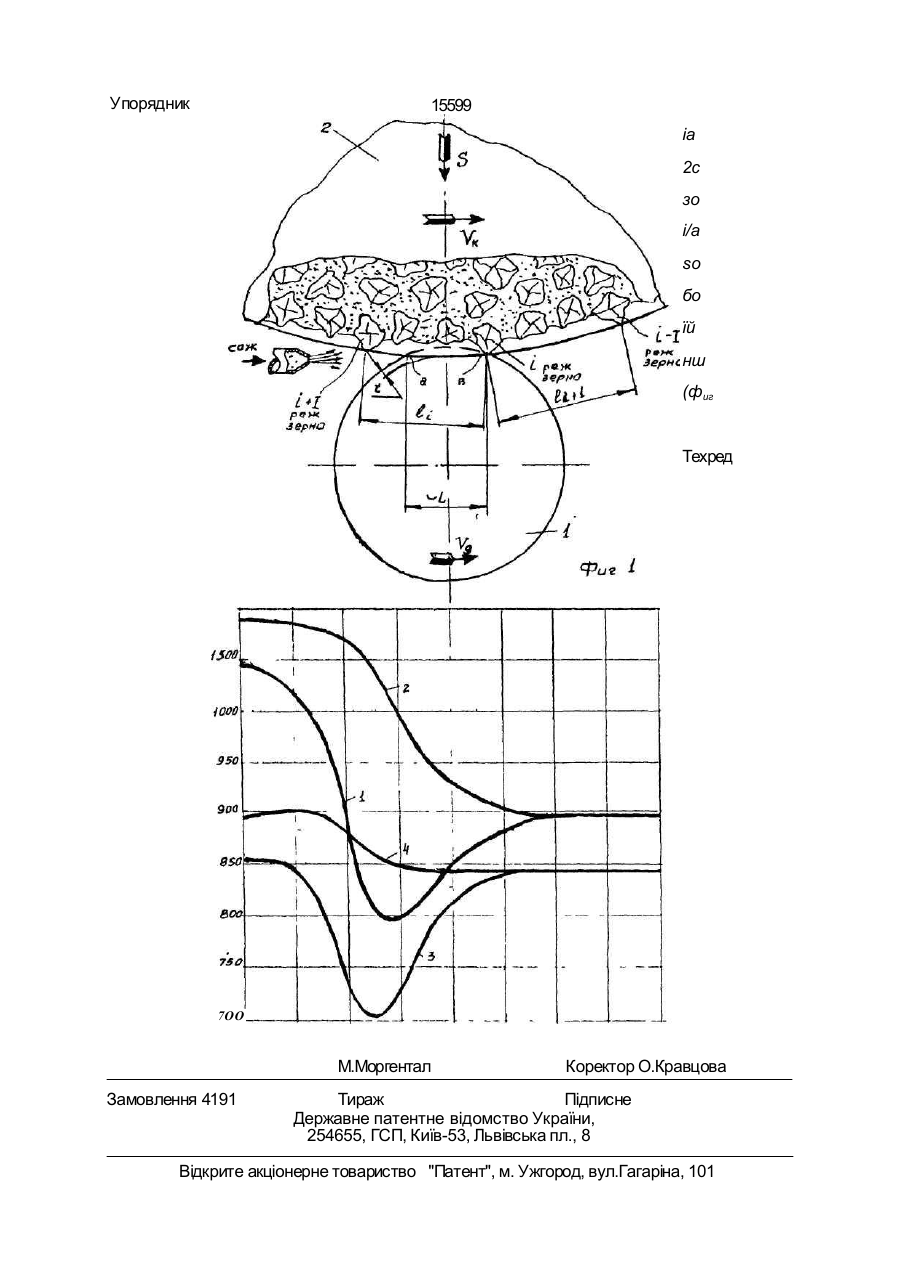
Способ абразивной обработки деталей, при котором абразивному инструменту и из делию сообщают формообразующее пере ме щение друг относ ительно др уга и регулируют скорость поступательного пере мещения обрабатываемой поверхности из делия относительно вращающегося инструмента, о т л и ч а ю щ и й с я тем, что скорость поступательного перемещения об рабатываемой поверхности изделия уста навливают в соответствии с соотношением Изобретение относится к станкостроению и может быть использовано для абразивной обработки ответственных поверхностей деталей машин и механизмов. Известен способ абразивной обработки [1], при котором абразивному инструменту и детали сообщают формообразующее перемещение друг относительно друга и регулируют скорость поступательного перемещения обрабатываемой поверхности изделия относительно вращающегося инструмента. -L при встречном перемещении обрабатываемой поверхности изделия и режущей поверхности инструмента и I при попутном перемещении обрабатываемой поверхности изделия и режущей поверхности абразивного инструмента, где Уд скорость поступательного перемещения обрабатываемой поверхности изделия; VK скорость поступательного перемещения режущей поверхности абразивного инструмента; L - длина дуги непосредственного контакта абразивного инструмента с обрабатываемой поверхностью изделия; lo среднее расстояние между режущими абразивными зернами, расположенными друг за другом в одной плоскости. При этом скорость дискретно увеличивают от минимального значения равного 40 м/мин, до значений 90-110 м/мин на этапе выхаживания при встречном направлении перемещения обрабатываемой поверхности и режущей поверхности абразивного инструмента. Недостатком- известного способа абразивной обработки является резкое снижение качества формируемого поверхностного слоя при увеличении производительности обработки за счет повышения скорости по 15599 дачи абразивного инструмента на врезание, например, при съеме припусков составляющих 1-1,5 мм. Кроме того, известный способ абразивной обработки не позволяет обеспечить высокое качество обработки при ис- 5 пользовании абразивных инструментов зернистостью 40-63 или 16, твердостью Т1-Т2, а также инструментов со структурами N 3-4 любых зернистостей, что значительно ограничивает технологические возможно- 1Q сти указанного способа абразивной обработки. Низкое к ачество обработки при повышении скорости подачи абразивного инструмента на врезание (на черновом этапе) обусловливается тем, что в этом случае 15 резко возрастает интенсивность тепловыделения в контактной зоне' и глубина залегания разупрочненного слоя материала, "формируемого на черновом этапе увеличивается до 0,5-1,5 мм, что значительно пре- 20 вышает припуск на чистовую обработку. Резкое увеличение интенсивности тепловыделения в контактной зоне при повышении скорости подачи инструмента на врезание и неизменной скорости поступательного пе- 25 ремещения обрабатываемой поверхности изделия обусловливается прежде всего тем, что ухудшаются условия подвода СОЖ непосредственно в контактную зону. В результате этого увеличивается вероятность 30 взаимодействия абразивного материала с ювенильными участками поверхности, вскрываемыми режущими аб разивными зернами при стружкообразовании. Это приводит к увеличению (причем резкому) силы 35 трения с одной стороны (за счет возникновения адгезионного схватывания абразивного материала с обрабатываемым материалом) и увеличению энергоемкости процесса пластического деформирования и разрушения 40 обрабатываемого материала (за счет ухудшения условий проявления адсорбционного эффекта Ребиндера). Обеспечение оптимальных условий для проявления адсорбционного эффекта Ребиндера, заключающегося 45 в снижении удельной поверхностной энергии обрабатываемого материала, облегчающего зарождение и выход дислокаций на поверхность, т.е. способствующего облегчению сдвигообразования по многим плоскостям 50 скольжения, ведущему к разупрочнению обрабатываемого материала (см. например, Ю.И.Бабей, Н.Г.Сопрунюк, Защита стали от коррозионно-механического разрушения. -К.: Техніка, 1981, с.8-10), является одним из 55 главных факторов обеспечения высокой производительности абразивного диспергирования материала (при высоком качестве обрабатываемой поверхности, заключающегося в формировании остаточных напря жений сжатия). Степень адсорбционного снижения удельной производительности, вскрываемых режущими абразивными зернами при шлифовании, зависит как от степени покрытия поверхности адсорбируемыми компонентами СОЖ, так и от характера взаимодействия адсорбируемых веществ с атомами поверхности обрабатываемого материала. Так, если взаимодействие адсор* бируемых веществ с поверхностью осуществляется за счет Ван-Дер-Ваальсовых сил, то адсорбция называется физической и максимальное снижение удельной поверхностной энергии может достигать 10%, если же между поверхностными атомами твердого тела и адсорбируемыми веществами возникает химическая связь (т.е. возникает электронный обмен), то адсорбция называется химической и максимальное снижение удельной поверхностной энергии может достигать 50-80%. Характер адсорбции компонентов СОЖ и степень покрытия вскрываемых ювенильных участков обрабатываемой поверхности компонентами СОЖ, во многом зависит от количества компонентов СОЖ подводимых непосредственно в контактную зону, температурных условий контактной зоны, влияющих на кинетику адсорбционно-десорбционных процессов, продолжительности времени взаимодействия компонентов СОЖ с ювенильными участками поверхности, которое равно периоду времени между двумя последовательными актами съема стружки с одного и того же участка обрабатываемой поверхности режущими абразивными зернами, расположенными в одной плоскости вращения друг за другом, т е. как бы "в затылок". Анализ влияния режимных факторов на условия, способствующие проявлению адсорбционного эффекта Ребиндера при шлифовании материалов показывает, что, при прочих равных условиях (линейная скорость вращения рабочей поверхности инструмента, скорость подачи инструмента на врезание и др.) степень проявления эффекта Ребиндера во многом зависит от скорости поступательного перемещения обрабатываемой поверхности изделия относительно вращающегося абразивного инструмента, причем, оптимальное значение скорости изменяется пропорц ионально величине подачи инструмента на врезание. В соответствии же с данными прототипа скорость поступательного перемещения обрабатываемой поверхности изделия на черновом этапе была меньше чем на чистовом и составляла 40 м/мин (при подаче инструмента на врезание 1,5 мм/мин), что далеко не соответствует оптимальному значению, а при выхажива 15599 ний, когда подача на врезание осуществлялась за счет упругих отжатий системы СПИД и была практически на порядок ниже чем на черновом проходе, указанная скорость составляла 90110 м/мин и практически соот- 5 ветствовала оптимальным условиям для проявления адсорбционного эффекта Ре-биндера. Таким образом, известный способ абразивной обработки не позволяет Надежно обеспечить высокое качество обработки 10 при высокой (максимальной) ее производительности в широком диапазоне характеристик инструмента (зернистость, твердость, структура), изменяющихся в зависимости от физико-механических свойств обрабатывав- 15 мого материала. В основу изобретения поставлена задача усовершенствования способа абразивной обработки деталей, путем достижения технического результата, заключающегося в 20 увеличении времени взаимодействия поверхностно-активных веществ СОЖ с ювенильными участками поверхности, в процессе стружкообразования при шлифовании и за счет этого повышена производительность и 25 качество обработки. Поставленная задача достигается тем, что в способе абразивной обработки, при котором абразивному инструменту и изделию сообщают формообразующее переме- 30 щение друг относительно друга и регулируют скорость поступательного перемещения обрабатываемой поверхности изделия относительно вращающегося инструмента, согласно изобретению, скоро- 35 сть поступательного перемещения обрабатываемой поверхности изделия устанавливают в соответствии с соотношением VA -VK - L/(lo-L) 40 при встречном перемещении обрабатываемой поверхности изделия и режущей поверхности инструмента и Уд - VK • L/lo при попутном перемещении обрабатывав- 45 мой поверхности изделия и режущей поверхности инструмента, где VA - скорость поступательного перемещения обрабатываемой поверхности изделия; VK - скорость поступательного перемещения режущей по- 50 верхности абразивного инструмента; L длина дуги непосредственного контакта абразивного инструмента с обрабатываемой поверхностью изделия; lo - среднее расстояние между режущими абразивными зерна- 55 ми, расположенными друг за другом в одной плоскости вращения. Для доказательства причинно-следственной связи отмеченных признаков изобретения на достижение указанного технического результата и решения поставленной задачи необходимо исходить из того, что при традиционных режимах обработки не обеспечиваются временные условия для образования хемосорбционного слоя (на ювенильных участках поверхности вскрываемой режущими зернами) со степенью покрытия близкой к 1. Следовательно, при прочих равных условиях, необходимо так организовать кинематику процесса резания, чтобы период времени между двумя последовательными актами съема стружки с одного и того же участка поверхности был максимальный. Кроме того, необходимо добиться максимального снижения контактной температуры, ибо, кроме влияния на кинетику адсорбционно-десорбционных процессов, она оказывает существенное влияние на работу разрушения металлов при стружкообразовании за счет увеличения его пластичности. Это достигается тем, что за промежуток времени между выходом из зоны контакта 1-режущего зерна и входом в зону резания (контакта) І+1-режущего зерна, стоящего в затылок і-зерну, обрабатываемая поверхность изделия должна переместиться и стать в положение, при котором точка выхода из зоны резания і зерна станет точкой входа в зону резания і+1-режущего зерна. Для такой реализации кинематики процесса шлифования необходимо знать расстояние между режущими зернами (зависит от зернистости, твердости, номера структуры и пр. свойств абразивного инструмента), длину дуги непосредственного контакта абразивного инструмента и деталей (зависит от геометрии инструмента и обрабатываемой поверхности и глубины шлифования) и скорости перемещения (линейной) режущих зерен. Установление скорости перемещения обрабатываемой поверхности изделия в соответствии с соотношениями, приведенными в формуле изобретения и позволяет реализовать указанную кинематику процесса шлифования, а это в свою очередь приводит как к увеличению промежутка времени, в течение которого участки ювенильной поверхности, вскрываемой режущими абразивными зернами, стоящими в затылок друг за другом, взаимодействуют с компонентами СОЖ, так и к уменьшению контактной температуры. Так, указанный промежуток времени при традиционных режимах шлифования более чем на порядок Агр > 0,04 с Снижение контактной температуры в этом случае происходит как за счет более глубокого охлаждения вскрываемых участков ювенильной поверхности, так и за счет сни 15599 жения интенсивности и мгновенного количества тепловых источников, приходящихся на единицу площади в единицу времени и других (физико-химических и механических) факторов. Кроме того, поскольку ювениль- 5 ные участки поверхности, вскрываемой режущими зернами, стоящими в затылок друг за другом не "набегают" (или не "накладываются") одна на другую, а являются как бы продолжением друг друга и сразу уводятся с 10 контактной зоны. Тем самым, улучшаются (причем существенно) условия доступа компонентов СОЖ к ювенильной поверхности и всегда может быть обеспечено достаточное количество молекул СОЖ для образования 15 адсорбционного слоя Таким образом, отличительные признаки изобретения являются общими необходимыми и достаточными для выполнения указанного технического результата и реше- 20 ния поставленной задачи. На фиг.1 изображена условная схема процесса взаимодействия режущих абразивных зерен с обрабатываемой поверхностью; на фиг.2 - график зависимости 25 величины микротвердости шлифованных поверхностей деталей из закаленных сталей: сталь ШХ15 (кривая 1 - обработка по способу прототипу, кривая 2 - обработка по данному способу), сталь У8А (кривая 3 - об- 30 работка по способу прототипу, кривая 4 -обработка по данному способу). Для того, чтобы улучшить условия стружкообразования при шлифовании, необходимо увеличить время взаимодействия 35 поверхностно-активных веществ (ПАВ), содержащихся в СОЖ, с ювенильными участками обрабатываемой поверхности, вскрываемыми режущими зернами, расположенными друг за другом в одной плоско- 40 сти вращения, до максимально возможной величины для конкретных технологических параметров (подача на врезание, скорость вращения инструмента, зернистость абразива, твердость и структура, связка инстру- 45 мента). Это достигается при условии, если скорость изделия будет такой, что за промежуток времени между выходом из зоны резания і-режущего зерна и входом в зону резания (контакта) 1+1 режущего зерна, сто- 50 ящего в затылок І-зерну, обрабатываемая поверхность изделия переместится и станет в положение, при котором точка выхода из зоны резания і зерна станет точкой входа в зону резания 1+1-режущего зерна. В этом 55 случае контакт 1+1 режущего зерна с ювенильной поверхностью, вскрытой і режущим зерном, тем самым время взаимодействия этой поверхности с ПАВ СОЖ увеличится почти на два порядка, а значит и степень 8 проявления эффекта Ребиндера тоже возрастет. Для этого необходимо, чтобы VA -VK L/(lo-L) где \/д - скорость поступательного перемещения обрабатываемой поверхности изделия; Vic - СКОРОСТЬ П ОСТупаТвЛЬНОГО ПЄРЄМЄ щения режущей поверхности абразивного инструмента; L - расстояние на которое необходимо переместить точку выхода из контакта і режущего зерна, чтобы она стала точкой входа в контакт 1+1 режущего зерна, т.е. это длина дуги непосредственно контакта абразивного инструмента с изделием при врезании инструмента на глубину, равную t-S/пд при неподвижном изделии; S - скорость подачи инструмента на врезание; пд - скорость вращения изделия; lo - среднее расстояние между режущими абразивными зернами, расположенными друг за другом в одной плоскости вращения. Когда направление поступательного перемещения обрабатываемой поверхности в зоне контакта с инструментом совпадает с направлением поступательного перемещения режущей поверхности инструмента, т.е. при попутном шлифовании, промежуток времени, за который режущее зерно покрывает расстояние, равное среднему расстоянию между режущими абразивными зернами, расположенными друг за другом в затылок, должен быть равным промежутку времени, за которой точка А (точка входа реж.зерна в контакт) переместится в положение точки В (точка выхода реж.зерна из контакта). Для этого необходимо, чтобы VA-VK L/lo. Пример конкретного исполнения. В качестве обрабатываемых объектов были выбраны образцы диаметром 25-65 мм, изготовленные из термообработанных (закалка, обработка холодом, масляный отпуск) сталей 40Х, У8А, 9X2С, ШХ15 и магнитного сплава ЮН14ДК24. Обработку осуществляли методом врезного шлифования на модернизированном круглошлифовальном полуавтомате мод. ЗА151. Припуск на обработку составлял 0,8 мм, скорость подачи на врезание составляла S 0,5-2,2 мм/мин. В качестве СОЖ использовали 3%-ный содовый раствор. Обработку осуществляли абразивными кругами ПП600х63х305 на керамической связке из электрокорунда белого и карбида кремния зеленого с зернистостью 63, 50, 40, 24 и 16, твердостью отТ1 до СМ2 включительно. Линейная скорость вращения рабочей поверхности инструмента составляла 35 м/с. 15599 Обрабатываемое изделие 1 (цилиндрический образец) закрепляли на шпинделе передней бабки и приводили во вращение. Съем припуска осуществляли за счет врезания вращающегося абразивного круга 2. 5 Определялась длина дуги контакта абразивного круга 2 с изделием 1 при заданном значении скорости подачи S на врезание в исходном (например, табличном) значении угловой скорости вращения пдо изделия 1. 10 Длина дуги контакта L абразивного круга 2 с изделием 1 определялась по формуле ' U-(Dxdxti/(D+d) a 5), 15 rfleti-S/n A i -fl:xdxS/VA i ; I G N ; D - диаметр рабочей поверхности абразивного круга; d - диаметр обрабатываемой поверхно сти изделия; 20 ti - глубина шлифования; VAi -линейная скорость вращения обрабатываемой поверхности изделия. Затем рассчитывалась величина линейной скорости вращения обрабатываемой по- 25 верхности изделия 1, которую необходимо поддерживать для обеспечения оптимальных условий взаимодействия ПАВ СОЖ с ювенильными участками поверхности, вскрываемыми режущими абразивными 30 зернами, расположенными друг за другом в затылок в одной плоскости вращения на расстоянии lo, при полученном значении U дуги контакта. Расчет производился по формуле VAH-I - VK X Li/(lo - U), 35 где VK - линейная скорость вращения режущей поверхности инструмента. Среднее расстояние lo между режущими абразивными зернами, расположенными в затылок друг другу, определялось экспери- 40 ментально. Полученное значение VAi+i сравнивалось затем с предыдущим при помощи неравенства (VA , -Уд, 4-і)0' 5 < 0,05. 45 Если неравенство не выполнялось, то У ДІ+1 принималось в качестве начального ~п значения и процедура повторялась сначала. Анализ результатов экспериментальных исследований показывает, что при шлифовании материалов по способу прототипу, когда на черновом (и чистовом) этапе линейная гг скорость вращения обрабатываемой поверхности изделия поддерживалась на уровне 40 м/мин, а подача на врезание 1,5 мм/мин, благоприятные условия для адсорбционного пластифицирования обрабатываемого мате 10 риала (в зоне контакта) не обеспечиваются, так как промежуток времени между двумя последовательными актами съема стружки с одного и того же участка поверхности не превышал 0,0006-0,0016 с. В результате этого происходило адгезионно-диффузионное взаимодействие поверхности абразивных зерен с ювенильными участками поверхности обрабатываемого материала, так как в условиях затрудненного доступа компонентов СОЖ в контактную зону и короткий промежуток времени контакта компонентов СОЖ с вскрываемой (химически чистой) режущим зернами поверхностью степень химического взаимодействия ювенильной поверхности с компонентами СОЖ (хемосорбция) была незначительной. Это приводило к интенсивному адгезионно-диффузионному износу режущих зерен, повышению сил трения, а следовательно, и к увеличению энергоемкости процесса стружкообразования, проявляющееся прежде всего в увеличении контактной температуры. Увеличение контактной температуры приводило к разупрочнению обрабатываемого материала, т.е. снижению его микротвердости, причем это снижение достигало более 100 кг/мм2. Повышение линейной скорости вращения обрабатываемой поверхности изделия на этапе выхаживания до 90-110 м/мин привело к значительному улучшению условий для химического взаимодействия компонентов СОЖ с ювенильными участками поверхности, так как в этом случае промежуток времени между двумя последовательными актами съема стружки с одного и того же участка обрабатываемой поверхности резко возросло и к середине этапа выхаживания (по сравнению с начальным) более чем на порядок. В результате этого степень химического взаимодействия ПАВ СОЖ с ювенильной поверхностью резко возросла и удельная поверхностная энергия обрабатываемого материала значительно снизилась (на 50-80%), что привело к значительному снижению энергии зарождения и выхода дислокаций на поверхность. Тем самым начальный этап пластического деформирования обрабатываемого материала при стружкообразовании осуществляется в основном за счет генерации большого количества новых дислокаций, т.е. вначале происходила пластификация материала. Быстрый рост плотности дислокаций, которые распространяются на глубину до 10-15 мкм. приводит к упрочнению материала, а по достижении предельных плотностей дислокаций материал становится хрупким, и в зоне больших сдвигов наступает хрупкое разрушение, что благоприятно сказывается на I 11 15599 . процессе стружкообразования. В результате упрочнения (за счет повышения плотности дислокаций) тонкого поверхностного слоя обрабатываемого материала его микротвердость повышалась (по сравнению с ис- 5 ходным закаленным состоянием) на 5-12 кг/мм2 для инструментальных сталей и на 160200 кг/мм2 для стали ШХ15 (фиг.2 кривые 1 и 3). Таким образом, обработанная поверхность изделия состояла как бы из 10 трех слоев: "наклепанный" слой, образовавшийся при выхаживании и залегающий на глубину до 15 мкм (в отдельных случаях до 25 мкм), далее разупрочненный слой, образовавшийся при черновых проходах и зале- 15 гающий на глубине от 15 до 60 мкм, и материал в исходном (закаленном) состоянии. Такое состояние рабочей поверхности деталей, работающих в сложнонаправлен-ных условиях недопустимо, так как приводит 20 к преждевременному разрушению поверхности и потере ее эксплуатационных (высоких) свойств, т.е. снижается долговечность деталей. При шлифовании деталей по предлагав- 25 мому способу благоприятные условия для проявления адсорбционного эффекта Ребиндера обеспечивались практически на всех этапах обработки. Так, период времени между двумя актами съема стружки с одного 30 и того же участка обрабатываемой поверхности находился в пределах 0,043-0,064 с, т.е. на порядок выше, чем при шлифовании (черновой этап) по известному способу. Увеличение времени взаимодействия компо- 35 нентов СОЖ с ювенильными участками 12 поверхности, вскрываемой режущими зернами при стружкообразовании, позволило значительно увеличить вероятность возникновения химической связи между компонентами СОЖ и обрабатываемой поверхностью и тем самым значительно снизить энергоемкость процесса стружкообразования на всех этапах обработки. Снижение энергоемкости стружкообразования обусловливалась как за счет значительного снижения удельной поверхностной энергии обрабатываемого материалом контактной зоне, что приводило к облегчению зарождения и выхода дислокаций на поверхность, а следовательно, росту плотности дислокаций до предельных значений, обеспечивая тем самым "наклеп" поверхности и охрупчивание стружки, так и за счет существенного снижения вероятности возникновения адгезионно-диффузионного взаимодействия режущих зерен с обрабатываемым материалом. Все это привело к увеличению периода стойкости инструмента в 3,5-7 раз, снижению размерного износа инструмента в 6-10,5 раза (за период стойкости инструмента), что позволяет более надежно обеспечивать геометрическую точность обработанной поверхности, особенно при фасонном врезном шлифовании. Кроме того, обработка деталей по предлагаемому способу позволила исключить возникновение разупрочненного слоя, который образуется при использовании известного способа, а величина и глубина залегания наклепа, который образуется в результате обработки, выше. Упорядник 15599 ia 2c зо і/а so бо їй нш (ф иг Техред 7OO М.Моргентал Замовлення 4191 Коректор О.Кравцова Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of abrasive working of components
Автори англійськоюSurdu Mykola Vasyliovych, Tarelin Anatolii Oleksiiovych, Horbachov Oleksandr Fedorovych, Podolskyi Emanuil Viktorovych
Назва патенту російськоюСпособ абразивной обработки деталей
Автори російськоюСурду Николай Васильевич, Тарелин Анатолий Алексеевич, Горбачев Александр Федорович, Подольский Эммануил Викторович
МПК / Мітки
МПК: B24B 1/00
Мітки: спосіб, деталей, абразивної, обробки
Код посилання
<a href="https://ua.patents.su/8-15599-sposib-abrazivno-obrobki-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб абразивної обробки деталей</a>
Інструмент-катод для електрохімічної абразивної обробки отворів
Номер патенту: 12645
Опубліковано: 28.02.1997
Автор: Гурвіч Роберт Олександрович
МПК: B23H 5/00
Мітки: обробки, електрохімічної, абразивної, інструмент-катод, отворів
Формула / Реферат:
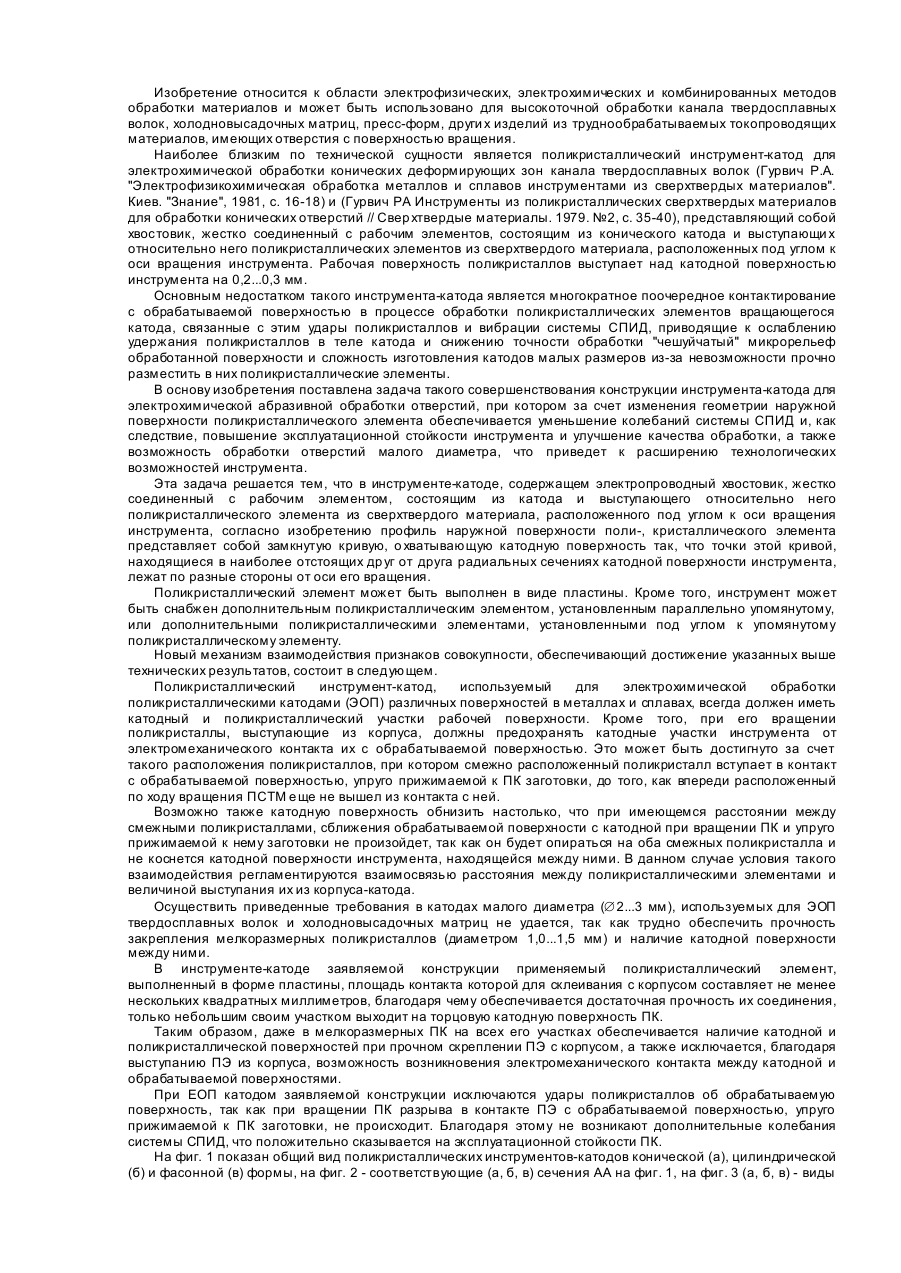
1. Инструмент-катод для электрохимической абразивной обработки отверстий, содержащий электропроводный хвостовик, жестко соединенный с рабочим элементом, состоящим из катода и выступающего относительно него поликристаллического элемента из сверхтвердого материала, расположенного под углом к оси вращения инструмента, отличающийся тем, что профиль наружной поверхности поликристаллического элемента представляет собой замкнутую кривую,...
Мастильно-охолоджуюча рідина для абразивної обробки металів
Номер патенту: 15824
Опубліковано: 30.06.1997
Автори: Окунєва Лідія Стєпановна, Волков Міхаіл Павловіч, Пригоф Олександр Борисович, Чередниченко Григорій Іванович, Малиновський Григорій Трохимович, Сємьонов Константін Фьодоровіч, Курчік Ніколай Ніколаєвіч, Микитенко Володимир Савич, Маскаєв Анатолій Ксенофонтович, Біткова Валєнтіна Худяхалієвна, Бекшенєв Файзі Магзумовіч, Рахматулін Рустам Мірзовіч, Шевченко Вадим Леонідович, Зайнєтдінова Свєтлана Вікторовна, Мовчун Надія Василівна
МПК: C10M 131/00, C10N 30/06, C10M 129/54, C10M 159/08, C10M 137/00, C10M 141/00, C10N 40/20
Мітки: обробки, металів, рідина, абразивної, мастильно-охолоджуюча
Формула / Реферат:
Смазочно-охлаждающая жидкость для абразивной обработки металлов, содержащая минеральное масло, хлорированный парафин, растительное масло, многозольный алкилсалицилат кальция, антиокислительную присадку, антипенную присадку и фосфорносодержащую присадку, отличающаяся тем, что жидкость содержит очищенное минеральное масло с кинематической вязкостью при 50°С 10-14 ммс, в...
Пристрій для магнітно-абразивної обробки
Номер патенту: 13115
Опубліковано: 28.02.1997
Автори: Кукса Анатолій Володимирович, Кулагін Олексій Іванович, Горбачов Олександр Федорович, Долматов Анатолій Іванович, Степаненко Володимир Миколайович
МПК: B24B 31/112
Мітки: магнітно-абразивної, обробки, пристрій
Формула / Реферат:
(57) Устройство для магнитно-абразивной обработки деталей, содержащее индуктор, торцевая рабочая поверхность которого образована постоянными магнитами, закреп ленными на рычагах, установленных в корпусе индуктора равномерно по окружности с возможностью поворота вокруг осей, лежащих в плоскости, перпендикулярной оси вращения индуктора, средство фиксации поворота рычагов и привод вращения индуктора, отличающееся тем, что устройство снабжено...
Засіб абразивоструминної обробки деталей
Номер патенту: 1584
Опубліковано: 25.10.1994
Автори: Пилипенко Віктор Васильович, Дрозд Віталій Антонович, Іванов Володимир Іванович
МПК: B24C 1/00
Мітки: обробки, деталей, абразивоструминної, засіб
Формула / Реферат:
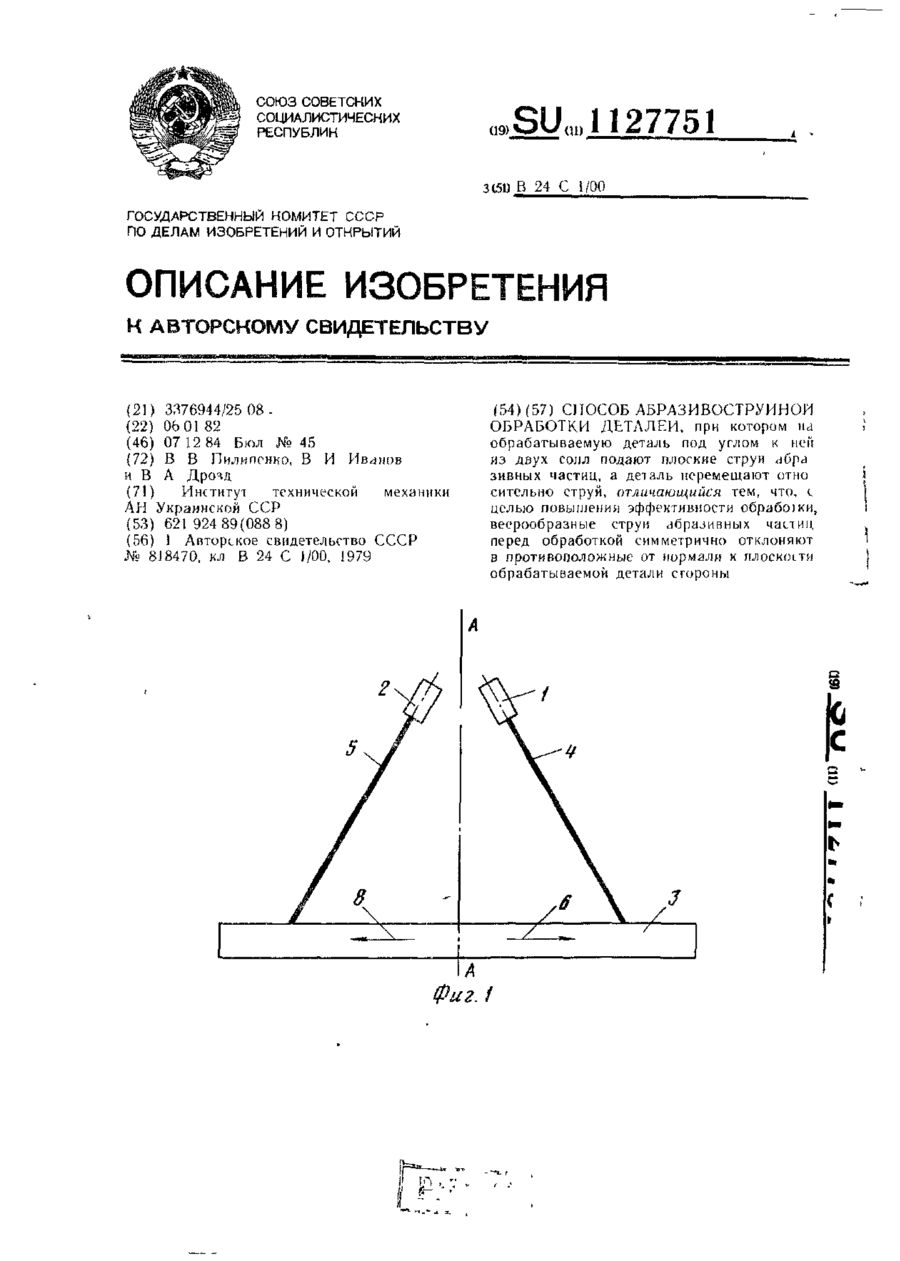
Способ абразивоструйной обработки деталей, при котором на обрабатываемую деталь под углом к ней из двух сопл подают плоские струи абразивных частиц, а деталь перемещают относительно струй, отличающийся тем, что, с целью повышения эффективности обработки, веерообразные струи абразивных частиц перед обработкой симметрично отклоняют в противоположные от нормали к плоскости обрабатываемой детали стороны.
Спосіб вібраційної обробки деталей

Номер патенту: 8831
Опубліковано: 30.09.1996
Автори: Баскаков Генадій Гаврилович, Саповець Володимир Миколайович, Оніщенко Олександр Олександрович
МПК: B24B 31/06
Мітки: вібраційної, обробки, спосіб, деталей
Формула / Реферат:
1. Способ вибрационной обработки деталей, при котором обрабатываемую деталь устанавливают на шпинделе и погружают в вибрирующий контейнер, заполненный сыпучей абразивной средой, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения обработки деталей с тонкослойными покрытиями, детали в течение цикла обработки поворачивают относительно шпинделя не менее чем на один полный оборот.2. Способ по п. 1,...
Попередній патент: Пристрій для кручення нитки
Наступний патент: Спосіб виготовлення коритних гнутих профілів
Випадковий патент: Піца і спосіб її виготовлення