Спосіб електродугового наплавлення чавуну
Номер патенту: 18206
Опубліковано: 15.11.2006
Формула / Реферат
Спосіб електродугового наплавлення чавуну з попереднім і співпадаючим підігріванням і термічною обробкою після наплавлення, який відрізняється тим, що наплавлення здійснюють зі швидкістю, величину якої встановлюють у залежності від режиму, відповідно до виразу:
V=(4,6-5,0)·10-3IU м/г,
де I - величина зварювального струму, А;
U - величина напруги на дузі, В.
Текст
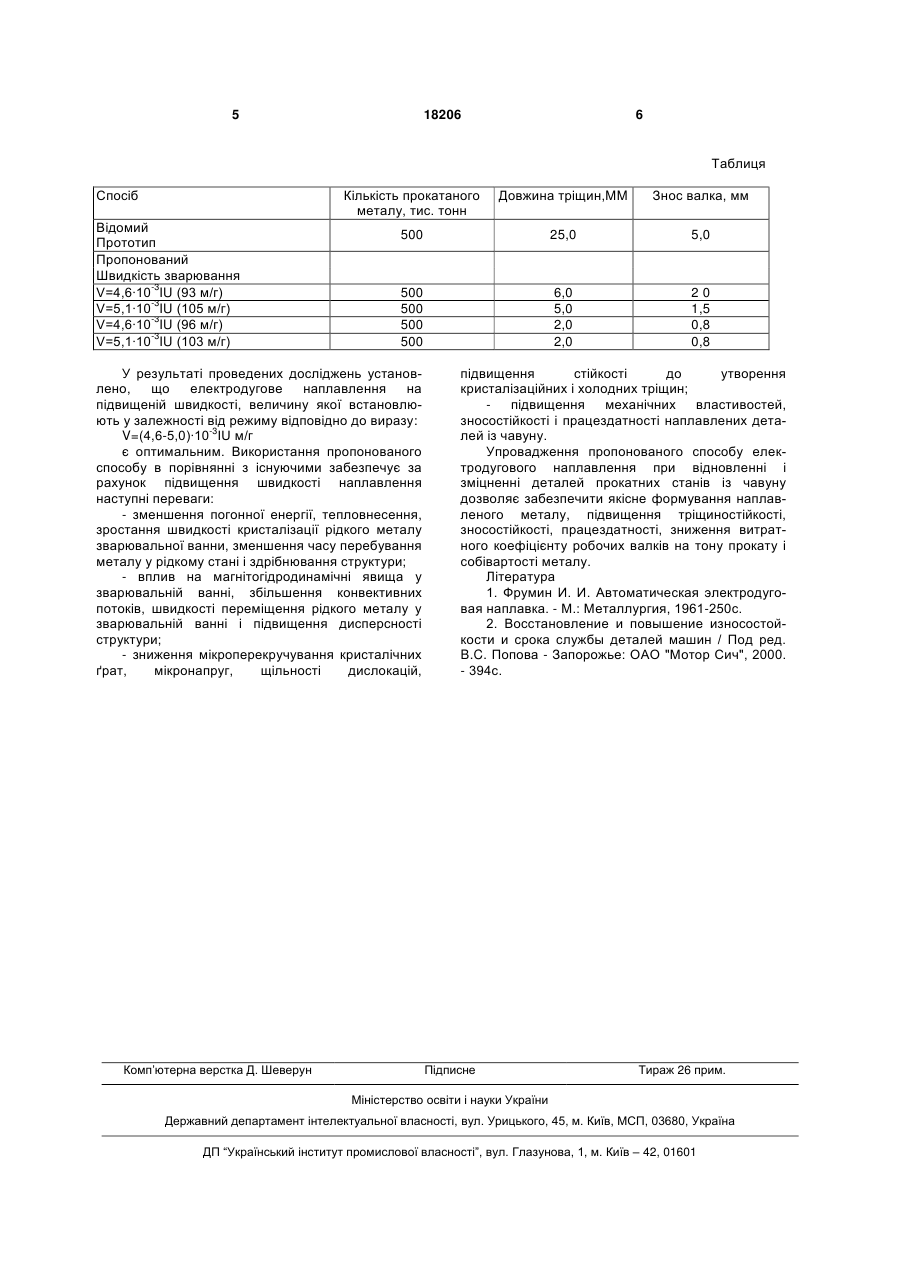
Спосіб електродугового наплавлення чавуну з попереднім і співпадаючим підігріванням і термічною обробкою після наплавлення, який відрізняється тим, що наплавлення здійснюють зі швидкістю, величину якої встановлюють у залежності від режиму, відповідно до виразу: V=(4,6-5,0)·10-3IU м/г, де I - величина зварювального струму, А; U - величина напруги на дузі, В. (19) (21) a200506805 (22) 11.07.2005 (24) 15.11.2006 (46) 15.11.2006, Бюл. № 11, 2006 р. (72) Щетинін Сергій Вікторович, Щетиніна Віра Іванівна (73) ПРИАЗОВСЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ 3 зміну електромагнітного поля зварювального струму і магнітогідродинамічні явища у зварювальній ванні. При наплавленні з підвищеною швидкістю тепло не встигає розповсюджуватися перед дугою, що приводить до перегріву рідкого металу зварювальної ванни, зменшенню струму, який протікає по ванні, і електромагнітного поля зварювального струму за дугою. Змінюються магнітогідродинамічні явища у ванні, дуга відхиляється в хвостову частину ванни, зростає швидкість руху металу у хвостову частину, конвективні потоки і швидкість кристалізації металу ванни. Внаслідок високої швидкості нагріву і охолодження кількість центрів кристалізації зростає, що вповільнює ріст зерен, зменшується час перебування зварювальної ванни у рідкому стані, зерно не встигає вирости, здрібнюється структура, що забезпечує підвищення тріщиностійкості наплавлених деталей із чавуну. При електродуговому наплавленні під дією термодеформаційного циклу виникають зварювальні напруги, які приводять до утворення кристалізаційних і холодних тріщин. Чавун характеризується високою твердістю і низькою пластичністю, тому для попередження утворення кристалізаційних і холодних тріщин необхідно значно зменшувати тепловкладання і зварювальні напруги, що забезпечується при наплавленні з низькою погонною енергією і підвищеною швидкістю. Крім того, при тепловкладанні порушується рівновага сил, які діють на атоми, що приводить к мікроперекручуванню кристалічних ґрат, підвищенню мікронапруг і щільності дислокацій. Тому при зниженні тепловкладання в чавун зменшуються мікроперекручування кристалічних ґрат, мікронапруги і щільність дислокацій, механізм створення яких пов'язують з щільністю дислокацій, і забезпечується тріщиностійкість наплавленого металу. При наплавленні з низькою погонною енергією і підвищеною швидкістю значно зменшується розмір зони термічного впливу, що попереджує виникнення зони відбілу і забезпечує наплавлення чавуну. На підставі того, що тріщини виникають, коли зварювальні напруги перевищують межу міцності, зниження зварювальних напруг забезпечує підвищення тріщиностійкості і зносостійкості наплавлених деталей. Одночасне здрібнення структури, зниження зварювальних напруг, мікроперекручувань ґрат, мікронапруг і щільності дислокацій забезпечує підвищення тріщиностійкості, зносостійкості і працездатності наплавлених деталей із чавуну. Всі існуючи способи електродугового наплавлення чавуну засновані на підвищенні погонної енергії. Пропонована корисна модель заснована на ефективному способі впливу на магнітогідродинамічні явища у зварювальній ванні, одночасного зниження зварювальних напруг, мікроперекручування ґрат, мікронапруг, щільності дислокацій і здрібнювання структури за рахунок зниження по 18206 4 гонної енергії, підвищення швидкості зварювання і кристалізації. Отже, даний спосіб виявляє свої особливості одночасного зниження зварювальних напруг і здрібнювання структури тільки за певних умов, а саме при підвищенні швидкості наплавлення, величину якої встановлюють у залежності від режиму відповідно до виразу: V=(4,6-5,0)·10-3IU м/г, де I - величина зварювального струму. А; U - величина напруги на дузі, В. Виходить, ці умови є істотними. А підвищення швидкості наплавлення в заявленій закономірності, забезпечує виникнення нового ефекту впливу на магнітогідродинамічні явища, зменшення зварювальних напруг, здрібнювання структури, підвищення тріщиностійкості, зносостійкості і працездатності наплавлених деталей із чавуну. При швидкості наплавлення менше 4,6·10-3IU м/г зростає тепло внесення, зменшується швидкість нагріву, охолодження і кристалізації рідкого металу, зростає час перебування металу в рідкому стані і розмір зерна. Збільшується мікроперекручування кристалічних ґрат, що приводить до порушення рівноваги, зростання мікронапруг у наплавленому металі і росту тріщин, механізм зародження яких зв'язують з дислокаціями. Тому знижується тріщиностійкость, зносостійкість і працездатність наплавлених деталей із чавуну. При швидкості наплавлення більше 5·10-3IU м/г зростає величина струму, який тече через бокові крайки ванни і спрямовані вниз електромагнітні сили, під дією яких рідкий метал стікає з крайок, що приводить до виникненню підрізів на поверхні зовнішнього шва. Підрізи являються концентраторами напруги тому приводять к виникненню тріщин при наплавленні чавуну. Спосіб електродугового наплавлення чавуну здійснюється в такий спосіб. Деталь із чавуну закріплюється на установці. Відповідно до величину струму і напруги на дузі регулюють величину швидкості наплавлення. Електрод закорочують на деталь, яку наплавляють, засинають флюсом, і починають процес наплавлення на швидкості, величину якої встановлюють у заявленому співвідношенні від режиму відповідно до виразу: V=(4,6-5,0)·10-3IU м/г. Приклад. Вироблялося автоматичне електродугове наплавлення робочих валків із чавуну діаметром їм і довжиною бочки 3м. Наплавлення вироблялося дротом Св08Г2С під керамічним флюсом ЖСН-5. Як джерело живлення використовували випрямач ВДУ 1204. Автоматичне наплавлення вироблялось на режимі: величина струму 600-650А, напруга на дузі 32-34В. Результати проведених досліджень впливу величини швидкості наплавлення на якість формування зварних швів, тріщиностійкість, зносостійкість і працездатність наплавлених деталей із чавуну представлені в таблиці. 5 18206 6 Таблиця Спосіб Кількість прокатаного металу, тис. тонн Відомий Прототип Пропонований Швидкість зварювання V=4,6·10-3IU (93 м/г) V=5,1·10-3IU (105 м/г) V=4,6·10-3IU (96 м/г) V=5,1·10-3IU (103 м/г) Довжина тріщин,MM Знос валка, мм 500 25,0 5,0 500 500 500 500 6,0 5,0 2,0 2,0 20 1,5 0,8 0,8 У результаті проведених досліджень установлено, що електродугове наплавлення на підвищеній швидкості, величину якої встановлюють у залежності від режиму відповідно до виразу: V=(4,6-5,0)·10-3IU м/г є оптимальним. Використання пропонованого способу в порівнянні з існуючими забезпечує за рахунок підвищення швидкості наплавлення наступні переваги: - зменшення погонної енергії, тепловнесення, зростання швидкості кристалізації рідкого металу зварювальної ванни, зменшення часу перебування металу у рідкому стані і здрібнювання структури; - вплив на магнітогідродинамічні явища у зварювальній ванні, збільшення конвективних потоків, швидкості переміщення рідкого металу у зварювальній ванні і підвищення дисперсності структури; - зниження мікроперекручування кристалічних ґрат, мікронапруг, щільності дислокацій, Комп’ютерна верстка Д. Шеверун підвищення стійкості до утворення кристалізаційних і холодних тріщин; - підвищення механічних властивостей, зносостійкості і працездатності наплавлених деталей із чавуну. Упровадження пропонованого способу електродугового наплавлення при відновленні і зміцненні деталей прокатних станів із чавуну дозволяє забезпечити якісне формування наплавленого металу, підвищення тріщиностійкості, зносостійкості, працездатності, зниження витратного коефіцієнту робочих валків на тону прокату і собівартості металу. Література 1. Фрумин И. И. Автоматическая электродуговая наплавка. - М.: Металлургия, 1961-250с. 2. Восстановление и повышение износостойкости и срока службы деталей машин / Под ред. B.C. Попова - Запорожье: ОАО "Мотор Сич", 2000. - 394с. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electric arc surfacing of cast iron
Автори англійськоюSchetynin Serhii Viktorovych, Schetynina Vira Ivanivna
Назва патенту російськоюСпособ электродуговой наплавки чугуна
Автори російськоюЩетинин Сергей Викторович, Щетинина Вера Ивановна
МПК / Мітки
МПК: B23K 9/18
Мітки: електродугового, чавуну, спосіб, наплавлення
Код посилання
<a href="https://ua.patents.su/3-18206-sposib-elektrodugovogo-naplavlennya-chavunu.html" target="_blank" rel="follow" title="База патентів України">Спосіб електродугового наплавлення чавуну</a>
Спосіб електродугового наплавлення
Номер патенту: 75256
Опубліковано: 15.03.2006
Автори: Кирильченко Петро Миколайович, Щетиніна Віра Іванівна, Халізев Александр Алексеевич, Голі-Оглу Володимир Семенович, Климанчук Владислав Владиславович, Фентісов Ігор Миколайович, Шебаніц Едуард Миколайович, Бойко Володимир Семенович, Воробьов Андрій Олексійович, Щетинін Сергій Вікторович
МПК: B23K 9/04
Мітки: спосіб, наплавлення, електродугового
Формула / Реферат:
Спосіб електродугового наплавлення двома автоматами, при якому струмопідвід здійснюють на кінцях деталі і струм тече до кінців в протилежних напрямках, який відрізняється тим, що струмопідвід додатково здійснюють до середини деталі, а величину струму, який тече до середини, встановлюють залежно від величини струму, який тече до кінців, відповідно до виразу:І = (1,3-1,6)І1, А,де І - величина струму, який тече до середини деталі,...
Спосіб електродугового наплавлення неплавким електродом в інертному газі з присадним дротом
Номер патенту: 42418
Опубліковано: 15.10.2001
Автори: Кузнецов Валерій Дмитрович, Бунаков Олексій Іванович
МПК: B23K 9/04
Мітки: інертному, спосіб, електродугового, присадним, дротом, електродом, неплавким, газі, наплавлення
Формула / Реферат:
Спосіб електродугового наплавлення неплавким електродом в інертному газі з присадним дротом, що включає подачу на присадний дріт потенціалу живлення зварювального джерела, який відрізняється тим, що потенціал живлення присадного Дроту встановлюють одноіменним з потенціалом неплавкого електрода, відстань між електродами вибирають не більш суми розмірів їх активних плям дуги на виробі, при цьому наплавлення здійснюють в напрямку розташування...
Спосіб електродугового наплавлення
Номер патенту: 71290
Опубліковано: 15.11.2004
Автори: Нерівний Андрій Володимирович, Жаріков Сергій Володимирович, Власов Анатолій Федорович, Карпенко Володимир Михайлович
МПК: B23K 9/04
Мітки: наплавлення, електродугового, спосіб
Формула / Реферат:
1. Спосіб електродугового наплавлення, який включає встановлення формуючого пристрою, насипання флюсу на поверхню основного металу, подачу неплавкого або плавкого електрода, збудження зварювальної дуги, який відрізняється тим, що у пристрій засипають шар екзотермічної металофлюсової легованої суміші, яка забезпечує потрібну масу наплавленого металу за один прохід.2. Спосіб за п. 1, який відрізняється тим, що екзотермічна металофлюсова...
Спосіб електродугового наплавлення на поверхню металевих виробів шарів з підвищеним вмістом вуглецю
Номер патенту: 71260
Опубліковано: 15.11.2004
Автори: Савуляк Валерій Іванович, Осадчук Андрій Юрійович
МПК: B23K 9/04
Мітки: вмістом, шарів, спосіб, поверхню, підвищеним, електродугового, наплавлення, металевих, виробів, вуглецю
Формула / Реферат:
Спосіб електродугового наплавлення на поверхню металевих виробів шарів з підвищеним вмістом вуглецю, який включає попереднє нанесення на поверхню, що обробляється, вуглевмісного матеріалу і їх сумісне плавлення, який відрізняється тим, що як вуглевмісний матеріал використовують вуглецеві матеріали у вигляді волокон, тканини, стрічки чи повсті.
Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 44111
Опубліковано: 15.01.2002
Автори: Пустовгар Олександр Володимирович, Любич Олександр Йосипович
МПК: B23K 35/368
Мітки: дріт, високоміцного, порошковий, зварювання, наплавлення, чавуну
Формула / Реферат:
Порошковий дріт для зварювання і наплавлення високоміцного чавуну, що складається зі сталевої низьковуглецевої оболонки і порошкоподібної шихти, до складу якої входять графіт, силікокальцій, феромарганець і залізний порошок, який відрізняється тим, що шихта додатково містить мармур при наступному співвідношенні компонентів, мас. %: Графіт 17,5-30,8 Силікокальцій 19,0 - 34,3 ...
Попередній патент: Спосіб захисту картоплі від хвороб
Наступний патент: Спосіб електродугового одностороннього зварювання
Випадковий патент: Спосіб надання соціальної допомоги при конфліктах, що виникають від алкоголізму