Спосіб електродугового одностороннього зварювання

Формула / Реферат
Спосіб електродугового одностороннього зварювання декількома електродами, при якому U-подібний стрічковий електрод розташовують симетрично осі шва, а два дротових електроди розміщують усередині U-подібного стрічкового електрода в контакті з ним, який відрізняється тим, що попереду між кромками насипають флюс і в контакти з кромками U-подібної стрічки перпендикулярно подають додатково плоский стрічковий електрод, ширину якого встановлюють залежно від ширини U-подібної стрічки відповідно до виразу:
B1=(0,9–1,0)B,
де В - ширина U-подібної стрічки;
B1 - ширина плоскої стрічки, мм.
Текст
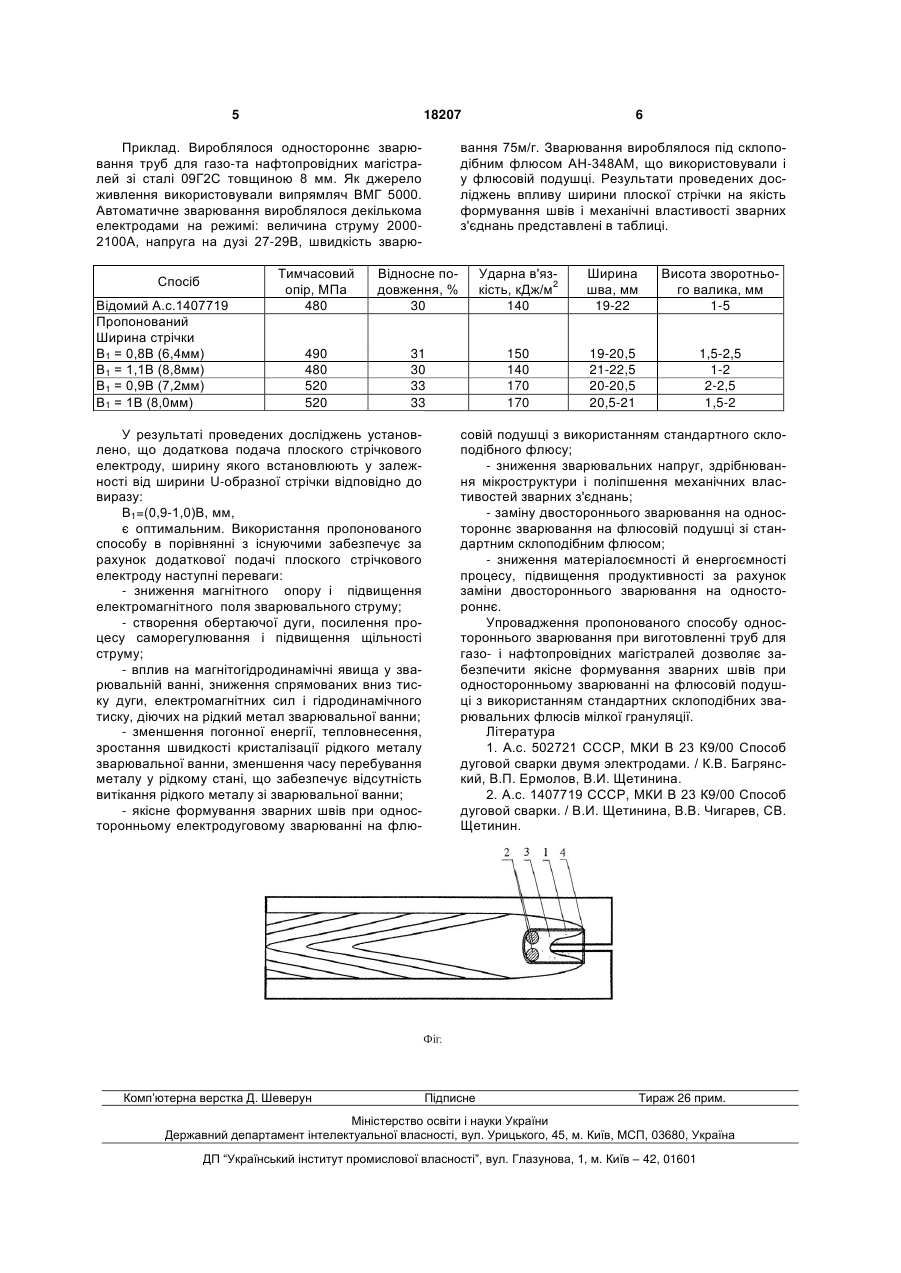
Спосіб електродугового одностороннього зварювання декількома електродами, при якому Uподібний стрічковий електрод розташовують симетрично осі шва, а два дротових електроди розмі 3 де В - ширина U-образної стрічки; В1 - ширина плоскої стрічки, мм. Подача упереди в контакті з кромками Uобразної стрічки перпендикулярно плоскої стрічки в пропонованому співвідношенні забезпечує зниження магнітного опору, зростання електромагнітного поля зварювального струму, рух дуги по торцю електроду і зварювальній ванні, магнітогідродинамічні явища, посилення процесу саморегулювання і поліпшення формування зварних швів. Під дією електромагнітного поля зварювального струму дуга обертається по торцю електроду, створюється обертаюча дуга, що посилює охолодження дуги і підвищує щільність струму. Це посилює процес саморегулювання, що забезпечує якісне формування зварних швів при односторонньому зварюванні на флюсовій подушці незалежно від зазору у стику. Дуга на дротовому електроді горить у середині стрічкового електроду з феромагнітного матеріалу, який значно посилює електромагнітне поле за рахунок замикання силових ліній поля в феромагнетику, який володіє значною магнітною проникливістю. Це підвищує швидкість руху дуги по торцю електроду і зварювальній ванні та кристалізації рідкого металу ванни. Час перебування ванни в рідкому стані зменшується, і рідкий метал не встигає витікати з ванни до кристалізації. Крім того, обертаюча дуга приводить до обертання рідкого металу ванни, що також приводить до підвищення швидкості кристалізації рідкого металу ванни і підвищенню якості формування зварних швів при односторонньому зварюванні на флюсовій подушці. Підвищення швидкості кристалізації рідкого металу ванни приводить до зростання кількості центрів кристалізації, які, розміщуюсь перед зростаючими кристалами, вповільнюють їх подальшій зріст. Внаслідок цього здрібнюється структура і підвищується ударна в'язкість зварних з'єднань. Обертання дуги змінює тепловкладання в ванну і зменшує погонну енергію, що значно знижує зварювальні напруги і підвищує стійкість до виникнення холодних і кристалізаційних тріщин. Внаслідок зміни електромагнітного поля зварювального струму зменшуються спрямовані вниз сили тиску дуги, електромагнітні сили і сили гідродинамічного тиску рідкого металу, запобігається виникнення підрізів, підвищується швидкість зварювання, що додатково підвищує швидкість кристалізації, забезпечує відсутність протікання рідкого металу, якісне формування швів при односторонньому зварюванні на флюсовій подушці зі стандартним склоподібним флюсом і підвищення механічних властивостей зварних з'єднань, зниження матеріалоємності і енергоємності процесу. Всі існуючи способи утримання рідкого металу від витікання зі зварювальної ванни при односторонньому зварюванні засновані на створені спрямованих нагору механічних сил. Пропонований винахід заснований на ефективному способі впливу на магнітогідродинамічні явища у зварювальній ванні, зниженні спрямованих вниз тиску дуги, електромагнітних сил і гідродинамічного тиску, діючих на рідкий метал зварювальної ванни, за рахунок створення обертаючої 18207 4 дуги, посилення процесу саморегулювання і підвищення швидкості зварювання. Отже, даний спосіб виявляє свої особливості зниження спрямованих вниз тиску дуги, електромагнітних сил і гідродинамічного тиску тільки за певних умов, а саме при додатковому насипанні упереди між кромками флюсу і подачі перпендикулярно в контакті з кромками U-образної стрічки перпендикулярно плоского стрічкового електроду, ширину якого встановлюють у залежності від ширини U-образної стрічки відповідно до виразу: Β1=(0,9-1,0)В, мм, де В - ширина U-образної стрічки; В1 - ширина плоскої стрічки, мм. Виходить, ці умови є істотними. А подача плоского стрічкового електроду в заявленій закономірності, забезпечує виникнення нового ефекту створення обертаючої дуги, посилення процесу саморегулювання, впливу на магнітогідродинамічні явища, зменшення спрямованих вниз тиску дуги, електромагнітних сил і гідродинамічного тиску, утримання рідкого металу від витікання зі зварювальної ванни і якісне формування зварних швів при односторонньому зварюванні на флюсовій подушці зі стандартним склоподібним флюсом. При ширині плоскої стрічки менше 0,9В,мм не закорочується U-образна стрічка, зростає магнітний опір і зменшується електромагнітне поле зварювального струму, не забезпечується створення обертаючої дуги і знижується процес саморегулювання. Змінюються магнітогідродинамічні явища у зварювальній ванні, зростають тиск дуги, електромагнітні сили і гідродинамічний тиск, внаслідок чого спрямовані вниз сили стають більше спрямованих нагору, рідкий метал витікає із ванни, порушується формування при односторонньому зварюванні на флюсовій подушці і знижуються механічні властивості зварних швів. При ширині плоскої стрічки більше В,мм посилюється рух дуги перпендикулярно напрямку зварювання, зростає величина струму, який тече через бокові крайки ванни і спрямовані вниз електромагнітні сили, під дією яких рідкий метал стікає з крайок, що приводить до виникненню підрізів на поверхні зовнішнього шва, зниженню швидкості зварювання і механічних властивостей зварних з'єднань. Крім того, підрізи являються концентраторами напруги, тому технічними умовами виготовлення відповідальних конструкцій не допускаються. Спосіб одностороннього зварювання пояснюється фігурою, де представлена схема здійснення способу. U-образний стрічковий електрод (1) розташовують симетрично осі шва, а два дротових електрода (2) розташовують усередині Uобразного стрічкового електрода в контакті з ним. Додатково упереди між кромками насипають флюс (3) і в контакті з кромками U-образної стрічки перпендикулярно подають плоский стрічковий електрод(4), ширину якого встановлюють у залежності від ширини U-образної стрічки відповідно до виразу: В1=(0,9-1,0)В, мм, де В - ширина U-образної стрічки; В1 - ширина плоскої стрічки, мм. 5 18207 Приклад. Вироблялося одностороннє зварювання труб для газо-та нафтопровідних магістралей зі сталі 09Г2С товщиною 8 мм. Як джерело живлення використовували випрямляч ВМГ 5000. Автоматичне зварювання вироблялося декількома електродами на режимі: величина струму 20002100А, напруга на дузі 27-29В, швидкість зварюСпосіб Відомий А.с.1407719 Пропонований Ширина стрічки В1 = 0,8В (6,4мм) В1 = 1,1В (8,8мм) В1 = 0,9В (7,2мм) В1 = 1В (8,0мм) 6 вання 75м/г. Зварювання вироблялося під склоподібним флюсом АН-348АМ, що використовували і у флюсовій подушці. Результати проведених досліджень впливу ширини плоскої стрічки на якість формування швів і механічні властивості зварних з'єднань представлені в таблиці. Тимчасовий опір, МПа 480 Відносне подовження, % 30 Ударна в'язкість, кДж/м2 140 Ширина шва, мм 19-22 Висота зворотнього валика, мм 1-5 490 480 520 520 31 30 33 33 150 140 170 170 19-20,5 21-22,5 20-20,5 20,5-21 1,5-2,5 1-2 2-2,5 1,5-2 У результаті проведених досліджень установлено, що додаткова подача плоского стрічкового електроду, ширину якого встановлюють у залежності від ширини U-образної стрічки відповідно до виразу: В1=(0,9-1,0)В, мм, є оптимальним. Використання пропонованого способу в порівнянні з існуючими забезпечує за рахунок додаткової подачі плоского стрічкового електроду наступні переваги: - зниження магнітного опору і підвищення електромагнітного поля зварювального струму; - створення обертаючої дуги, посилення процесу саморегулювання і підвищення щільності струму; - вплив на магнітогідродинамічні явища у зварювальній ванні, зниження спрямованих вниз тиску дуги, електромагнітних сил і гідродинамічного тиску, діючих на рідкий метал зварювальної ванни; - зменшення погонної енергії, тепловнесення, зростання швидкості кристалізації рідкого металу зварювальної ванни, зменшення часу перебування металу у рідкому стані, що забезпечує відсутність витікання рідкого металу зі зварювальної ванни; - якісне формування зварних швів при односторонньому електродуговому зварюванні на флю Комп’ютерна верстка Д. Шеверун совій подушці з використанням стандартного склоподібного флюсу; - зниження зварювальних напруг, здрібнювання мікроструктури і поліпшення механічних властивостей зварних з'єднань; - заміну двостороннього зварювання на одностороннє зварювання на флюсовій подушці зі стандартним склоподібним флюсом; - зниження матеріалоємності й енергоємності процесу, підвищення продуктивності за рахунок заміни двостороннього зварювання на одностороннє. Упровадження пропонованого способу одностороннього зварювання при виготовленні труб для газо- і нафтопровідних магістралей дозволяє забезпечити якісне формування зварних швів при односторонньому зварюванні на флюсовій подушці з використанням стандартних склоподібних зварювальних флюсів мілкої грануляції. Література 1. А.с. 502721 СССР, МКИ В 23 К9/00 Способ дуговой сварки двумя электродами. / К.В. Багрянский, В.П. Ермолов, В.И. Щетинина. 2. А.с. 1407719 СССР, МКИ В 23 К9/00 Способ дуговой сварки. / В.И. Щетинина, В.В. Чигарев, СВ. Щетинин. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electric arc series welding
Автори англійськоюSchetynin Serhii Viktorovych
Назва патенту російськоюСпособ электродуговой односторонней сварки
Автори російськоюЩетинин Сергей Викторович
МПК / Мітки
МПК: B23K 9/18
Мітки: електродугового, одностороннього, спосіб, зварювання
Код посилання
<a href="https://ua.patents.su/3-18207-sposib-elektrodugovogo-odnostoronnogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб електродугового одностороннього зварювання</a>
Спосіб електродугового одностороннього зварювання труб
Номер патенту: 54852
Опубліковано: 17.03.2003
Автори: Климанчук Владислав Владиславович, Білосточний Василь Володимирович, Кривоклуб Віктор Степанович, Щетинін Сергій Вікторович, Шебаніц Едуард Миколайович
МПК: B23K 9/18
Мітки: зварювання, електродугового, одностороннього, спосіб, труб
Формула / Реферат:
Спосіб електродугового одностороннього зварювання труб від струмопідводу з розташованою усередині в безпосередньому контакті феромагнітною трубою, який відрізняється тим, що усередині феромагнітної труби пропускають струм, напрямок якого протилежний напрямку зварювального струму, а величину встановлюють у залежності від величини зварювального струму відповідно до виразу:I1=(0,5-0,6) І А, де І - величина зварювального струму,...
Спосіб електродугового зварювання стикових швів

Номер патенту: 54854
Опубліковано: 17.03.2003
Автори: Кривоклуб Віктор Степанович, Шебаніц Едуард Миколайович, Білосточний Василь Володимирович, Климанчук Владислав Владиславович, Щетинін Сергій Вікторович
МПК: B23K 9/18
Мітки: спосіб, швів, електродугового, зварювання, стикових
Формула / Реферат:
Спосіб електродугового зварювання стикових швів із установленими на початку і кінці шва в безпосередньому контакті технологічними планками, який відрізняється тим, що технологічні планки не прихвачують і виконують із трансформаторного заліза з пазом у вигляді півкола, а величину радіуса встановлюють у залежності від ширини шва відповідно до виразу:R=(0,7-0,8)ВШ, мм,де ВШ - ширина зварного шва, мм.
Спосіб одностороннього зварювання
Номер патенту: 37599
Опубліковано: 15.05.2001
Автор: Калюжний Валерій Вілінович
МПК: B23K 37/06, B23K 9/18
Мітки: одностороннього, зварювання, спосіб
Формула / Реферат:
Спосіб одностороннього зварювання, при якому формування кореня шва здійснюють на повзуні, що пересувається вздовж стику із швидкістю зварювання, який відрізняється тим, що за допомогою повзуна додатково провадять коливальні пересування у напрямку, перпендикулярному лінії зварювання.
Спосіб електродугового зварювання

Номер патенту: 23920
Опубліковано: 31.08.1998
Автор: Гаєвський Олег Анатолійович
МПК: B23K 28/00
Мітки: електродугового, зварювання, спосіб
Формула / Реферат:
Спосіб електродугового зварювання, який включає виконання зварювання з присаджувальним матеріалом, що подається в зварювальну дугу під кутом до поверхні виробу, підключення виробу до клеми джерела живлення зварювальної дуги послідовно з баластовим реостатом, який відрізняється тим, що присаджувальний матеріал підключають до тієї ж клеми джерела живлення зварювальної дуги послідовно з другим баластовим реостатом, в процесі виконання зварного...
Спосіб електродугового приварювання труб до плоских поверхонь
Номер патенту: 65080
Опубліковано: 15.03.2004
Автори: Чигарьов Валерій Васильович, Щетинін Сергій Вікторович
МПК: B23K 9/00
Мітки: приварювання, плоских, електродугового, поверхонь, спосіб, труб
Формула / Реферат:
Спосіб електродугового приварювання труб до плоских поверхонь із розплавлюванням крайок, що стикуються електродом, що плавиться, який відрізняється тим, що зварювання виконують порошковим дротом, діаметр якого регулюють у залежності від зовнішнього діаметра труби відповідно до виразу:де -...
Попередній патент: Спосіб електродугового наплавлення чавуну
Наступний патент: Спосіб електродугового одностороннього зварювання труб
Випадковий патент: Пристрій для отримання пластичних вугільних формовок