Спосіб електродугового наплавлення
Номер патенту: 75256
Опубліковано: 15.03.2006
Автори: Бойко Володимир Семенович, Климанчук Владислав Владиславович, Щетинін Сергій Вікторович, Кирильченко Петро Миколайович, Голі-Оглу Володимир Семенович, Воробьов Андрій Олексійович, Щетиніна Віра Іванівна, Халізев Александр Алексеевич, Фентісов Ігор Миколайович, Шебаніц Едуард Миколайович
Формула / Реферат
Спосіб електродугового наплавлення двома автоматами, при якому струмопідвід здійснюють на кінцях деталі і струм тече до кінців в протилежних напрямках, який відрізняється тим, що струмопідвід додатково здійснюють до середини деталі, а величину струму, який тече до середини, встановлюють залежно від величини струму, який тече до кінців, відповідно до виразу:
І = (1,3-1,6)І1, А,
де І - величина струму, який тече до середини деталі, А;
І1 - величина струму, який тече до кінців деталі, А.
Текст
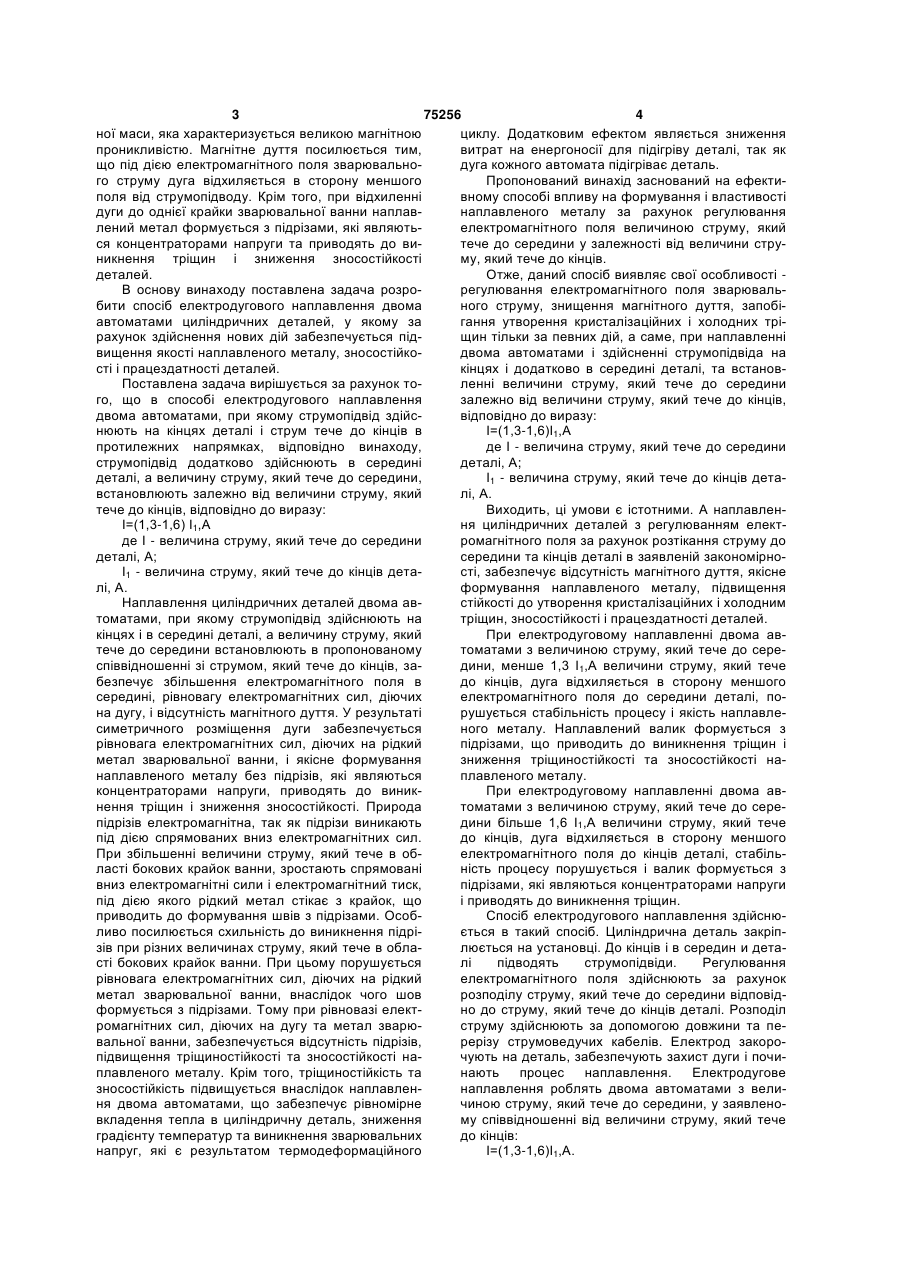
Спосіб електродугового наплавлення двома автоматами, при якому струмопідвід здійснюють на кінцях деталі і струм тече до кінців в протилежних напрямках, який відрізняється тим, що струмопідвід додатково здійснюють до середини деталі, а величину струму, який тече до середини, встановлюють залежно від величини струму, який тече до кінців, відповідно до виразу: І=(1,3-1,6)І1, А, де І - величина струму, який тече до середини деталі, А; І1 - величина струму, який тече до кінців деталі, А. (11) (21) 20040705817 (22) 15.07.2004 (24) 15.03.2006 (46) 15.03.2006, Бюл. № 3, 2006 р. (72) Бойко Володимир Семенович, Щетинін Сергій Вікторович, Кліманчук Владислав Владиславович, Кирильченко Петро Миколайович, Шебаниц Едуард Миколайович, Фентисов Ігор Миколайович, Голі-Оглу Володимир Семенович, Халізев Александр Алексеевич, Воробьов Андрій Олексійович, Щетиніна Віра Іванівна (73) ПРИАЗОВСЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ, ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "МАРІУПОЛЬСЬКИЙ МЕТАЛУРГІЙНИЙ КОМБІНАТ ІМ. ІЛЛІЧА" (56) SU 1763120 A1, 23.09.1992 3 75256 4 ної маси, яка характеризується великою магнітною циклу. Додатковим ефектом являється зниження проникливістю. Магнітне дуття посилюється тим, витрат на енергоносії для підігріву деталі, так як що під дією електромагнітного поля зварювальнодуга кожного автомата підігріває деталь. го струму дуга відхиляється в сторону меншого Пропонований винахід заснований на ефектиполя від струмопідводу. Крім того, при відхиленні вному способі впливу на формування і властивості дуги до однієї крайки зварювальної ванни наплавнаплавленого металу за рахунок регулювання лений метал формується з підрізами, які являютьелектромагнітного поля величиною струму, який ся концентраторами напруги та приводять до витече до середини у залежності від величини струникнення тріщин і зниження зносостійкості му, який тече до кінців. деталей. Отже, даний спосіб виявляє свої особливості В основу винаходу поставлена задача розрорегулювання електромагнітного поля зварювальбити спосіб електродугового наплавлення двома ного струму, знищення магнітного дуття, запобіавтоматами циліндричних деталей, у якому за гання утворення кристалізаційних і холодних трірахунок здійснення нових дій забезпечується підщин тільки за певних дій, а саме, при наплавленні вищення якості наплавленого металу, зносостійкодвома автоматами і здійсненні струмопідвіда на сті і працездатності деталей. кінцях і додатково в середині деталі, та встановПоставлена задача вирішується за рахунок толенні величини струму, який тече до середини го, що в способі електродугового наплавлення залежно від величини струму, який тече до кінців, двома автоматами, при якому струмопідвід здійсвідповідно до виразу: нюють на кінцях деталі і струм тече до кінців в І=(1,3-1,6)І1,А протилежних напрямках, відповідно винаходу, де І - величина струму, який тече до середини струмопідвід додатково здійснюють в середині деталі, А; деталі, а величину струму, який тече до середини, І1 - величина струму, який тече до кінців детавстановлюють залежно від величини струму, який лі, А. тече до кінців, відповідно до виразу: Виходить, ці умови є істотними. А наплавленІ=(1,3-1,6) І1,А ня циліндричних деталей з регулюванням електде І - величина струму, який тече до середини ромагнітного поля за рахунок розтікання струму до деталі, А; середини та кінців деталі в заявленій закономірноІ1 - величина струму, який тече до кінців детасті, забезпечує відсутність магнітного дуття, якісне лі, А. формування наплавленого металу, підвищення Наплавлення циліндричних деталей двома австійкості до утворення кристалізаційних і холодним томатами, при якому струмопідвід здійснюють на тріщин, зносостійкості і працездатності деталей. кінцях і в середині деталі, а величину струму, який При електродуговому наплавленні двома автече до середини встановлюють в пропонованому томатами з величиною струму, який тече до сереспіввідношенні зі струмом, який тече до кінців, задини, менше 1,3 І1,А величини струму, який тече безпечує збільшення електромагнітного поля в до кінців, дуга відхиляється в сторону меншого середині, рівновагу електромагнітних сил, діючих електромагнітного поля до середини деталі, пона дугу, і відсутність магнітного дуття. У результаті рушується стабільність процесу і якість наплавлесиметричного розміщення дуги забезпечується ного металу. Наплавлений валик формується з рівновага електромагнітних сил, діючих на рідкий підрізами, що приводить до виникнення тріщин і метал зварювальної ванни, і якісне формування зниження тріщиностійкості та зносостійкості нанаплавленого металу без підрізів, які являються плавленого металу. концентраторами напруги, приводять до виникПри електродуговому наплавленні двома авнення тріщин і зниження зносостійкості. Природа томатами з величиною струму, який тече до серепідрізів електромагнітна, так як підрізи виникають дини більше 1,6 І1,А величини струму, який тече під дією спрямованих вниз електромагнітних сил. до кінців, дуга відхиляється в сторону меншого При збільшенні величини струму, який тече в обелектромагнітного поля до кінців деталі, стабільласті бокових крайок ванни, зростають спрямовані ність процесу порушується і валик формується з вниз електромагнітні сили і електромагнітний тиск, підрізами, які являються концентраторами напруги під дією якого рідкий метал стікає з крайок, що і приводять до виникнення тріщин. приводить до формування швів з підрізами. ОсобСпосіб електродугового наплавлення здійснюливо посилюється схильність до виникнення підріється в такий спосіб. Циліндрична деталь закріпзів при різних величинах струму, який тече в облалюється на установці. До кінців і в середин и детасті бокових крайок ванни. При цьому порушується лі підводять струмопідвіди. Регулювання рівновага електромагнітних сил, діючих на рідкий електромагнітного поля здійснюють за рахунок метал зварювальної ванни, внаслідок чого шов розподілу струму, який тече до середини відповідформується з підрізами. Тому при рівновазі електно до струму, який тече до кінців деталі. Розподіл ромагнітних сил, діючих на дугу та метал зварюструму здійснюють за допомогою довжини та певальної ванни, забезпечується відсутність підрізів, рерізу струмоведучих кабелів. Електрод закоропідвищення тріщиностійкості та зносостійкості начують на деталь, забезпечують захист дуги і почиплавленого металу. Крім того, тріщиностійкість та нають процес наплавлення. Електродугове зносостійкість підвищується внаслідок наплавленнаплавлення роблять двома автоматами з велиня двома автоматами, що забезпечує рівномірне чиною струму, який тече до середини, у заявленовкладення тепла в циліндричну деталь, зниження му співвідношенні від величини струму, який тече градієнту температур та виникнення зварювальних до кінців: напруг, які є результатом термодеформаційного І=(1,3-1,6)Ι1,Α. 5 75256 6 Приклад. Вироблялося автоматичне електроли випрямляч ВМГ-5000. Електродугове наплавдугове наплавлення двома автоматами циліндрилення виконували на режимі: величина струму чних деталей діаметром 2м довжиною бочки 3м з 2100А, напруга на дузі 27-29В, швидкість наплавструмопідвідом в середині та на кінцях деталі. Налення 140м/г. Автоматичне наплавлення виробляплавлення вироблялося комбінованим електролося при різному розподілу струму, який тече до дом, який складається з дроту Св 08Г2С діаметсередини і кінців деталі. Результати проведених досліджень впливу розподілу струму на якість фором 4мм і U-подібної стрічки 45 0,5 під керамічним рмування наплавленого металу і схильність до флюсом ЖСН-5 на постійному струмі зворотної утворення тріщин представлені в таблиці. полярності. Як джерело живлення використовуваТаблиця Відомий (прототип) Тимчасовий опір, МПа 500 I=1,2 І1(1150А) I=1,7 І1(1325А) І=1,3 І1(1200А) І=1,6 І1(1300А) 510 520 550 550 Спосіб Відносне подо- Ударна в'яз- Формування на- Тріщини після провження, % кість кДж/м2 плавленого металу катки 1млн.т металу 20 150 підрізи тріщини Пропонований 24 140 підрізи тріщини 25 130 підрізи тріщини 29 170 немає підрізів немає тріщин 29 170 немає підрізів немає тріщин Іспити механічних властивостей зварних з'єднань виконували згідно ДОСТ 6996-94. У результаті проведених досліджень установлено, що наплавлення двома автоматами з струмопідвідом у трьох місцях з розподілом струму, який тече дο середини, в співвідношенні від струму, який тече до кінців, І=(1,3-1,6)Ι1,Α, є оптимальним. Використання пропонованого способу в порівнянні з існуючими забезпечує наступні переваги: - рівномірне внесення тепла та зменшення зварювальних напруг, які виникають у процесі наплавлення, що забезпечує підвищення тріщиностійкості та зносостійкості; - рівновагу електромагнітних сил, діючих на дугу і рідкий метал зварювальної ванни, відсутність магнітного дуття, стабільність процесу і підвищення якості наплавленого металу; - рівномірне розтікання зварювального струму Комп’ютерна верстка Т. Чепелева через бокові крайки зварювальної ванни, рівновагу у зварювальній ванні і відсутність підрізів, що забезпечує високу тріщиностійкість і зносостійкість наплавленого металу; - зниження енергоємності і підвищення ефективності процесу наплавлення. Упровадження пропонованого способу електродугового наплавлення циліндричних деталей двома автоматами дозволяє забезпечити якісне формування, підвищення тріщиностійкості та зносостійкості наплавленого металу. Література 1. Фрумин И.И., Юзвенко Ю.А., Лейначук Е.И. Технология механизированной наплавки. - Μ.: Высшая школа, 1965. - 306с. 2. А.с.1763120 СССР, В23К9/04 Способ электродуговой наплавки / В.И.Щетинина, С.В.Щетинин и др. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electric arc surfacing
Автори англійськоюBoiko Volodymyr Semenovych, Schetynin Serhii Viktorovych, Klimanchuk Vladyslav Vladyslavovych, Klimanchuk Vladyslav Vladyslavovych, Kyrylchenko Petro Mykolaiovych, Shebanyts Eduard Mykolaiovych, Holi-Ohlu Volodymyr Semenovych, Vorobiov Andrii Oleksiiovych, Schetynina Vira Ivanivna
Назва патенту російськоюСпособ электродуговой наплавки
Автори російськоюБойко Владимир Семенович, Щетинин Сергей Викторович, Климанчук Владислав Владиславович, Кирильченко Петр Николаевич, Шебаниц Эдуард Николаевич, Голи-Оглу Владимир Семенович, Воробьев Андрей Алексеевич, Щетинина Вера Ивановна
МПК / Мітки
МПК: B23K 9/04
Мітки: наплавлення, спосіб, електродугового
Код посилання
<a href="https://ua.patents.su/3-75256-sposib-elektrodugovogo-naplavlennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб електродугового наплавлення</a>
Спосіб електродугового наплавлення на поверхню металевих виробів шарів з підвищеним вмістом вуглецю
Номер патенту: 71260
Опубліковано: 15.11.2004
Автори: Савуляк Валерій Іванович, Осадчук Андрій Юрійович
МПК: B23K 9/04
Мітки: вуглецю, металевих, електродугового, виробів, поверхню, шарів, спосіб, підвищеним, наплавлення, вмістом
Формула / Реферат:
Спосіб електродугового наплавлення на поверхню металевих виробів шарів з підвищеним вмістом вуглецю, який включає попереднє нанесення на поверхню, що обробляється, вуглевмісного матеріалу і їх сумісне плавлення, який відрізняється тим, що як вуглевмісний матеріал використовують вуглецеві матеріали у вигляді волокон, тканини, стрічки чи повсті.
Спосіб електродугового наплавлення неплавким електродом в інертному газі з присадним дротом
Номер патенту: 42418
Опубліковано: 15.10.2001
Автори: Бунаков Олексій Іванович, Кузнецов Валерій Дмитрович
МПК: B23K 9/04
Мітки: присадним, газі, електродугового, спосіб, електродом, дротом, наплавлення, неплавким, інертному
Формула / Реферат:
Спосіб електродугового наплавлення неплавким електродом в інертному газі з присадним дротом, що включає подачу на присадний дріт потенціалу живлення зварювального джерела, який відрізняється тим, що потенціал живлення присадного Дроту встановлюють одноіменним з потенціалом неплавкого електрода, відстань між електродами вибирають не більш суми розмірів їх активних плям дуги на виробі, при цьому наплавлення здійснюють в напрямку розташування...
Спосіб електродугового наплавлення
Номер патенту: 71290
Опубліковано: 15.11.2004
Автори: Карпенко Володимир Михайлович, Жаріков Сергій Володимирович, Нерівний Андрій Володимирович, Власов Анатолій Федорович
МПК: B23K 9/04
Мітки: електродугового, наплавлення, спосіб
Формула / Реферат:
1. Спосіб електродугового наплавлення, який включає встановлення формуючого пристрою, насипання флюсу на поверхню основного металу, подачу неплавкого або плавкого електрода, збудження зварювальної дуги, який відрізняється тим, що у пристрій засипають шар екзотермічної металофлюсової легованої суміші, яка забезпечує потрібну масу наплавленого металу за один прохід.2. Спосіб за п. 1, який відрізняється тим, що екзотермічна металофлюсова...
Спосіб електродугового наплавлення

Номер патенту: 16898
Опубліковано: 29.08.1997
Автор: Щетиніна Віра Іванівна
МПК: B23K 37/06, B23K 101/34, B23K 9/04
Мітки: електродугового, наплавлення, спосіб
Формула / Реферат:
Способ электродуговой наплавки под флюсом на кромки цилиндрических деталей, при котором флюс поддерживают наклонным формирующим элементом, отличающийся тем, что, с целью улучшения качества формирования наплавленного металла при использовании плавящегося электрода и повышения производительности процесса, наклонный формирующий элемент выполняют в виде планки, планку подпружинивают под углом 45-60° к оси электрода, а длину планки устанавливают...
Пальник для електродугового наплавлення у середовищі захисних газів
Номер патенту: 7718
Опубліковано: 15.07.2005
Автори: Жеребчевський Давід Ефроїмович, Андюк Арсеній Веніамінович, Клейно Наталія Борисівна
МПК: B23K 9/00
Мітки: наплавлення, газів, середовищі, пальник, захисних, електродугового
Формула / Реферат:
1. Пальник для електродугового наплавлення в середовищі захисних газів, що містить струмопровідний мундштук з осьовим каналом для переміщення дротового електрода, до нижнього торця якого закріплений змінний наконечник з осьовим отвором для напрямку дротового електрода в місце наплавлення, мундштук встановлений за допомогою центруючої циліндричної втулки із діелектрика уздовж осі сопла подачі захисних газів, кільцеву порожнину для підведення і...
Попередній патент: Жаростійкий матеріал
Наступний патент: Фарба для офсетного друку
Випадковий патент: Підвісний високовольтний ізолятор