Спосіб виготовлення фільтруючих елементів на основі фторопласту-4
Номер патенту: 18975
Опубліковано: 25.12.1997
Автори: Калюжна Тетяна Вікторівна, Шевченко Сергій Володимирович, Калюжний Борис Георгійович, Карпова Тетяна Леонівна
Формула / Реферат
Способ изготовления фильтрующих элементов на основе фторопласта-4, включающий подготовку порошкообразных компонентов - полимера и порообразователя, прессование заготовок, их термическую обработку, удаление порообразователя, сушку фильтрующих элементов, отличающийся тем, что отпрессованные заготовки соосно стыкуют торцевыми поверхностями в вертикальную батарею и подвергают термообработке при ограничении возможности термического увеличения высоты батареи на 6-10% от ее длины.
Текст
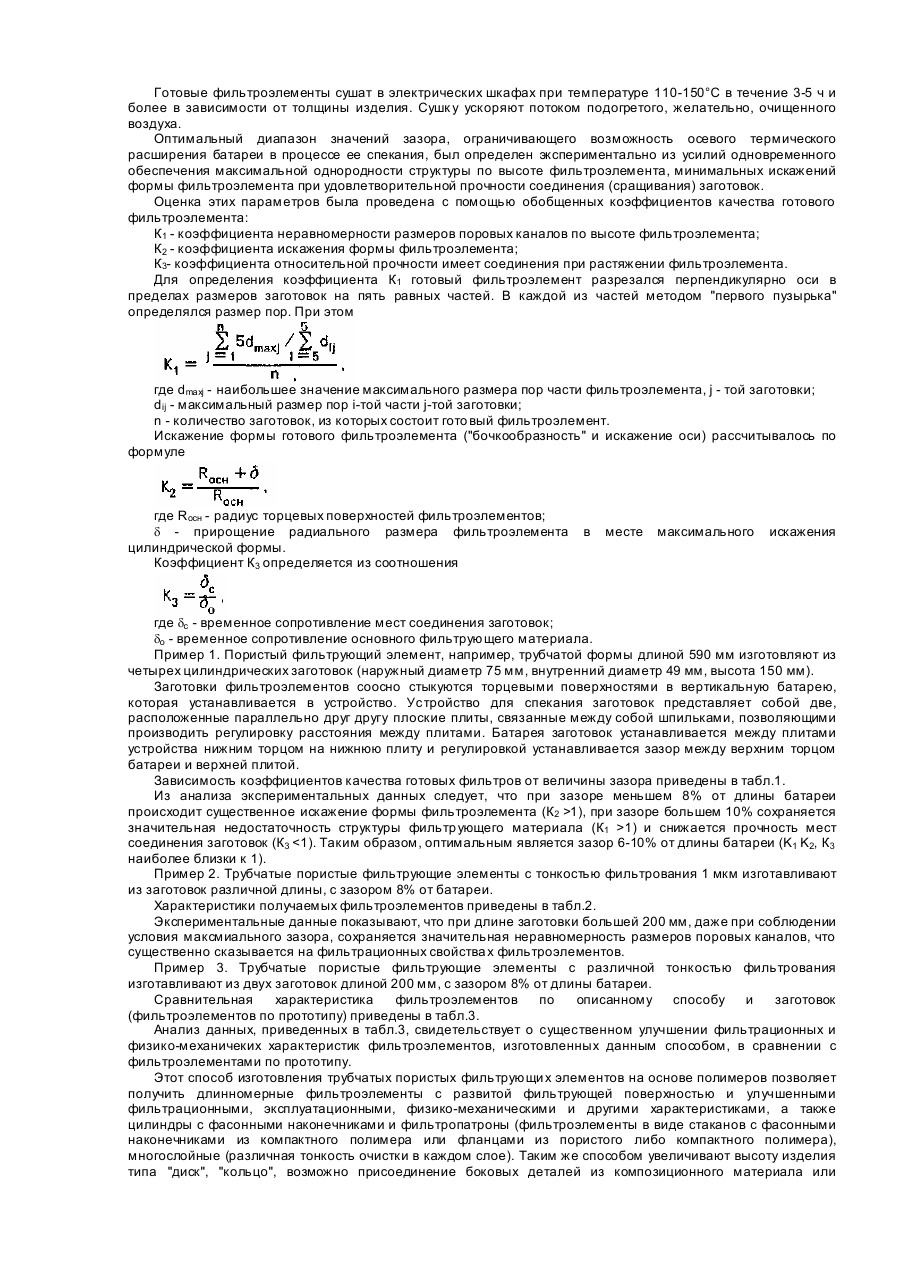
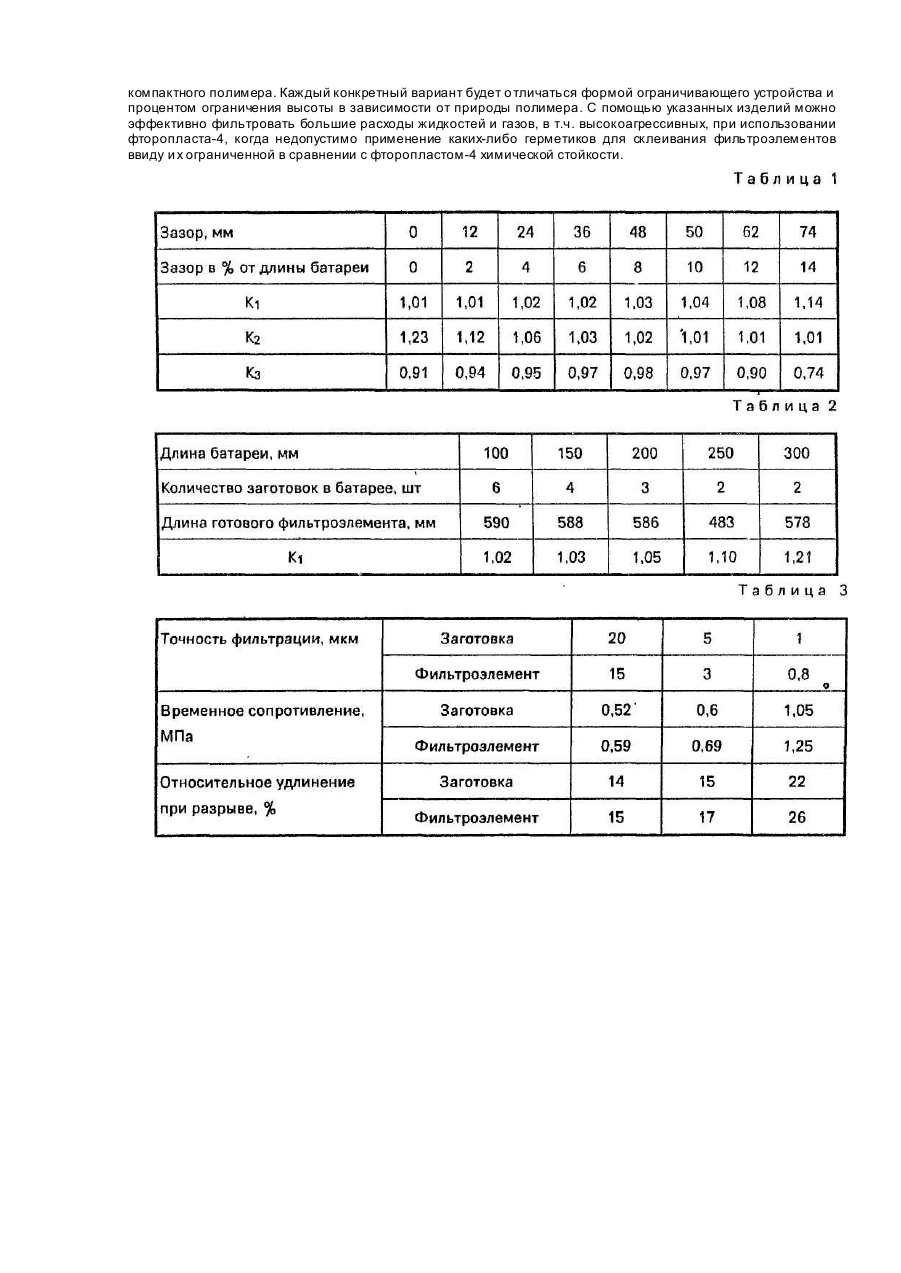
Изобретение относится к способу изготовления фильтрующи х элементов на основе полимеров, в т.ч. фторопласта-4, различных конфигураций и многослойных с различными структурными характеристиками (различной тонкости очистки) каждого слоя, в т.ч. длинномерных тр убчатой формы, где требуется очистка, в т.ч. тонкая, газов и жидкостей, в т.ч. и агрессивных, применяемых в электронной технологии, химии, медицине, фармакологии, газодобыче и других областя х народного хозяйства. Наиболее близким по технической сущности к изобретению является способ изготовления фильтрующих элементов, например, цилиндрических пористых изделий на основе фторопласта-4, включающий приготовление смеси порошка фторопласта-4 с недиспергированным или предварительно диспергированным до определенного размера частиц твердым порообразователем, прессование полученной смеси на прессах, спекание спрессованных заготовок, удаление порообразователя растворением и сушку изделия. Фильтрующие элементы на основе фторопласта-4 изготавливаются в виде дисков, колец, цилиндров (труб) и др уги х конфигураций с различными диаметральными размерами и высотой не более 250 мм. К недостаткам этого способа можно отнести невозможность изготовления качественных длинномерных фильтроэлементов (высота более 250 мм). Фильтроэлементы, изготовленные по данному способу имеют пониженные эксплуатационные и физико-механические характеристики Данные недостатки обусловлены тем, что при прессовании заготовок на гидравлических прессах прилагаемое давление плохо передается по прессуемой массе композиционной смеси, уменьшается по длине заготовки за счет трения частиц полимера и порообразователя о стенки матрицы пресс-формы. Это обуславливает возникновение градиента плотности по высоте прессуемой заготовки. Градиент плотности тем больше, чем больше высота засыпаемого порошка и, соответственно с этим, длина получаемой заготовки. Такой же характер градиента плотности сохраняется и в спеченных заготовках, а это вызывает анизотропию структурных свойств (пористости, геометрических размеров пор и др.) готовых фильтроэлементов. Это существенно снижает их фильтровальные и физико-механические характеристики. Задачей изобретения является усовершенствование способа изготовления фильтрующих элементов на основе полимеров, в т.ч. фторопласта-4, в котором оптимально сочетаются технологические операции и режимы их проведения, чем достигается улучшение эксплуатационных, стр уктурных, фильтрационных и физико-механических характеристик изготавливаемых фильтроэлементов. Данная техническая задача решена тем, что в способе изготовления фильтрующи х элементов на основе полимеров, например, фторопласта-4, включающем подготовку дисперсных компонентов полимера и порообразователя, смешение компонентов, прессование заготовок, их спекание, удаление растворимого порообразователя, сушк у фильтрующего элемента, после прессования заготовки соосно стыкуют торцевыми поверхностями в вертикальную батарею и подвергают термообработке при ограничении возможности термического увеличения высоты батареи на 6-10%. Осуществление способа изготовления фильтрующи х материалов, например, на основе фторопласта-4 состоит из следующих операций. 1. Подготовка порошкообразного фторопласта-4. Операция заключается в просеве фторопласта-4 в состоянии поставки через сита (размер ячеек 500 мкм). При этом полимер переходит в дисперсное состояние, от него отделяются скомковавшиеся частицы, что необходимо для получения высококачественного фильтрующе го материала с равномерной поровой структурой. 2. Подготовка порообразователя. Порообразователь (хлористый натрий, х/ч, ГОСТ 4233-77) неизмельченный или после измельчения в шаровой мельнице просеивают через сито. Время измельчения порообразователя и размер ячеек сита выбирают в зависимости от требуемой дисперсности порообразователя, обеспечивающей изготовление фильтроэлементов с заданной тонкостью очистки. 3. Смешение компонентов композиционной смеси. Компоненты композиционной смеси (полимер и порообразователь) взятые в определенном массовом соотношении (60-75% массовая доля порообразователя в композиционной смеси) тщательно перемешивают в смесителе или с помощью любого оборудования смесительного действия. 4. Прессование заготовок фильтроэлементов. Заготовки фильтроэлементов (высотой не более 200 мм) получают путем двухстороннего осевого компрессионного прессования навески композиционной смеси в пресс-форме с плавающей матрицей при удельном давлении прессования 100-150 мПа. 5. Спекание заготовок фильтроэлементов. Заготовки фильтроэлементов соосно стыкуют торцевыми поверхностями в вертикальную батарею, которая устанавливается в устройство, обеспечивающее ограниченное по высоте батареи пространство, с начальным зазором между верхним торцом батареи и ограничителем устройства, равным 6-10% от суммарной длины заготовки. Приспособление с заготовками помещается в электропечь, которую нагревают со скоростью 40-50°С/ч до (360 ± 5)°С с последующей выдержкой при этой температуре в течение 1 ч на 3 мм толщины стенки заготовки. Спеченные заготовки охлаждают вместе с печью со скоростью 30-50°С/ч. При спекании заготовок происходят следующие процессы. При нагреве заготовок в результате термического расширения полимера и порообразователя уменьшается зазор между верхним торцом батареи и плоским ограничителем приспособления. При температуре 342°С (температура плавления кристаллов фторопласта-4) происходит увеличение объема полимера на 25%. В результате увеличения высоты (длины) батареи верхний ее конец упирается в плоский ограничитель, а последующее расширение приводит к возникновению осевого усилия, способствующего ди ффузионному соединению торцевых соприкасающихся поверхностей заготовок в монолитную заготовку фильтроэлемента. 6. Удаление порообразующего ве щества. Монолитную охлажденную заготовку погружают в емкость с проточной (лучше подогретой) водой, где в течение 1-2 суток производится удаление водорастворимого порообразователя. 7. Сушка готового фильтроэлемента. Готовые фильтроэлементы сушат в электрических шкафах при температуре 110-150°С в течение 3-5 ч и более в зависимости от толщины изделия. Сушк у ускоряют потоком подогретого, желательно, очищенного воздуха. Оптимальный диапазон значений зазора, ограничивающего возможность осевого термического расширения батареи в процессе ее спекания, был определен экспериментально из усилий одновременного обеспечения максимальной однородности структуры по высоте фильтроэлемента, минимальных искажений формы фильтроэлемента при удовлетворительной прочности соединения (сращивания) заготовок. Оценка этих параметров была проведена с помощью обобщенных коэффициентов качества готового фильтроэлемента: К1 - коэффициента неравномерности размеров поровых каналов по высоте фильтроэлемента; К2 - коэффициента искажения формы фильтроэлемента; К3- коэффициента относительной прочности имеет соединения при растяжении фильтроэлемента. Для определения коэффициента К1 готовый фильтроэлемент разрезался перпендикулярно оси в пределах размеров заготовок на пять равных частей. В каждой из частей методом "первого пузырька" определялся размер пор. При этом где dmaxj - наибольшее значение максимального размера пор части фильтроэлемента, j - той заготовки; dij - максимальный размер пор і-той части j-той заготовки; n - количество заготовок, из которых состоит гото вый фильтроэлемент. Искажение формы готового фильтроэлемента ("бочкообразность" и искажение оси) рассчитывалось по формуле где Rocн - радиус торцевых поверхностей фильтроэлементов; d - прирощение радиального размера фильтроэлемента цилиндрической формы. Коэффициент К3 определяется из соотношения в месте максимального искажения где dс - временное сопротивление мест соединения заготовок; dо - временное сопротивление основного фильтрующего материала. Пример 1. Пористый фильтрующий элемент, например, трубчатой формы длиной 590 мм изготовляют из четырех цилиндрических заготовок (наружный диаметр 75 мм, внутренний диаметр 49 мм, высота 150 мм). Заготовки фильтроэлементов соосно стыкуются торцевыми поверхностями в вертикальную батарею, которая устанавливается в устройство. Устройство для спекания заготовок представляет собой две, расположенные параллельно друг другу плоские плиты, связанные между собой шпильками, позволяющими производить регулировку расстояния между плитами. Батарея заготовок устанавливается между плитами устройства нижним торцом на нижнюю плиту и регулировкой устанавливается зазор между верхним торцом батареи и верхней плитой. Зависимость коэффициентов качества готовых фильтров от величины зазора приведены в табл.1. Из анализа экспериментальных данных следует, что при зазоре меньшем 8% от длины батареи происходит существенное искажение формы фильтроэлемента (К2 >1), при зазоре большем 10% сохраняется значительная недостаточность структуры фильтр ующего материала (К1 >1) и снижается прочность мест соединения заготовок (К3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing the filtering elements on the basis of fluoroplastic-4
Автори англійськоюKaliuzhnyi Borys Heorhiovych, Karpova Tetiana Leonivna, Shevchenko Serhii Volodymyrovych, Kaliuzhna Tetiana Viktorivna
Назва патенту російськоюСпособ изготовления фильтрующих элементов на основе фторопласта-4
Автори російськоюКалюжный Борис Георгиевич, Карпова Татьяна Леоновна, Шевченко Сергей Владимирович, Калюжная Татьяна Викторовна
МПК / Мітки
МПК: B01D 39/16
Мітки: виготовлення, елементів, основі, спосіб, фторопласту-4, фільтруючих
Код посилання
<a href="https://ua.patents.su/3-18975-sposib-vigotovlennya-filtruyuchikh-elementiv-na-osnovi-ftoroplastu-4.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення фільтруючих елементів на основі фторопласту-4</a>
Спосіб виготовлення фільтруючих елементів із порошків олов’янистої бронзи з внутрішньою кільцевою порожниною
Номер патенту: 14271
Опубліковано: 25.04.1997
Автори: Антіпов Альберт Іванович, Сутирин Сергій Васильович, Кондратенко Віктор Федорович
МПК: B22F 3/10, B22F 3/11, B22F 3/12, B21K 21/00
Мітки: олов'янистої, порожниною, бронзи, внутрішньою, виготовлення, кільцевою, елементів, фільтруючих, порошків, спосіб
Формула / Реферат:
Способ изготовления фильтрующих элементов из порошков оловянистой бронзы с внутренней кольцевой полостью, включающий формование дисков из порошка бронзы и их спекание в форме, герметичное их соединение по наружной поверхности, отличающийся тем, что, с целью повышения эксплуатационных характеристик, формуют диски диаметром меньше диаметра элемента, проводят предварительное спекание их при температуре 0,90-0,95 температуры спекания в...
Спосіб виготовлення мікропористих фільтруючих елементів
Номер патенту: 6679
Опубліковано: 29.12.1994
Автори: Говорова Ірина Олександрівна, Ісаєнков Євген Вікторович, Нагірний Віктор Михайлович
МПК: C25D 7/04
Мітки: фільтруючих, елементів, виготовлення, мікропористих, спосіб
Формула / Реферат:
(57) Способ изготовления микропористых фильтрующих элементов, включающий электролитическое осаждение меди на металлическую сетчатую заготовку до зара-щивания ячейки сетки на 0,5-0,7 ее размера и последующее механическое обжатие, отличающийся тем, что на заготовку после механического обжатия дополнительно попеременно осаждают слой никеля и меди, при соотношении толщин слоев 1:2-1:2,5, толщине слоев никеля 30-40 мкм и осаждении его из...
Спосіб одержання об’ємно-лабіринтного фільтруючого елементу з фторопласту-4
Номер патенту: 14593
Опубліковано: 20.01.1997
Автор: Северин Павло Андрійович
МПК: B29L 31/14, B29C 67/02, B01D 25/02
Мітки: фторопласту-4, фільтруючого, елементу, об'ємно-лабіринтного, одержання, спосіб
Формула / Реферат:
Способ получения объемно-лабиринтного фильтрующего элемента из фторопласта-4, включающий загрузку в форму сырья - измельченного фторопласта-4 - при ее вибрации и спекание последнего, которое осуществляют нагревая форму с сырьем до температуры 370...390°С, выдержку при этой температуре до перехода всего объема сырья в аморфное состояние и последующее охлаждение до комнатной температуры, отличающийся тем, что охлаждение осуществляют в два...
Спосіб виготовлення матеріалу для контактних елементів електричного ланцюгу
Номер патенту: 10828
Опубліковано: 25.12.1996
Автори: Бєліков Федір Петрович, Хромов Андрій Вікторович, Дерюга Юрій Олексійович
МПК: H01R 43/12, H01R 39/00
Мітки: електричного, матеріалу, елементів, ланцюгу, контактних, виготовлення, спосіб
Формула / Реферат:
Способ изготовления материала для контактных элементов электрической цепи, включающий смешение порошков термореактивного связующего, углеграфитовых и металлических электропроводных материалов, горячее прессование и термообработку полученных заготовок, отличающийся тем, что прессование проводят при давлении 5-30 МПа, а термообработку заготовок проводят при температуре 220-600°С.
Спосіб виготовлення кремнієвих газочутливих елементів
Номер патенту: 16283
Опубліковано: 29.08.1997
Автор: Удовицький Віктор Григорович
МПК: G01N 27/00
Мітки: кремнієвих, газочутливих, елементів, спосіб, виготовлення
Формула / Реферат:
Способ изготовления кремниевых газочувствительных элементов, заключающийся в обработке поверхности элементов смесью веществ для легировання поверхности примесями, повышающими чувствительность элементов к анализируемому компоненту, отличающийся тем, что, с целью повышения чувствительности элементов к диэтиловому эфиру, газочувствительные элементы обрабатывают хлорметилтрихлорсиланом в интервале температур от 115 до 120°С в течение...
Попередній патент: Копірний диск
Наступний патент: Радіоімпульсний логічний елемент ні
Випадковий патент: Лак нітроцелюлозно-пековий "ізотон"