Спосіб виготовлення мікропористих фільтруючих елементів
Номер патенту: 6679
Опубліковано: 29.12.1994
Автори: Говорова Ірина Олександрівна, Нагірний Віктор Михайлович, Ісаєнков Євген Вікторович
Формула / Реферат
(57) Способ изготовления микропористых фильтрующих элементов, включающий электролитическое осаждение меди на металлическую сетчатую заготовку до зара-щивания ячейки сетки на 0,5-0,7 ее размера и последующее механическое обжатие, отличающийся тем, что на заготовку после механического обжатия дополнительно попеременно осаждают слой никеля и меди, при соотношении толщин слоев 1:2-1:2,5, толщине слоев никеля 30-40 мкм и осаждении его из сульфаматного электролита.
Текст
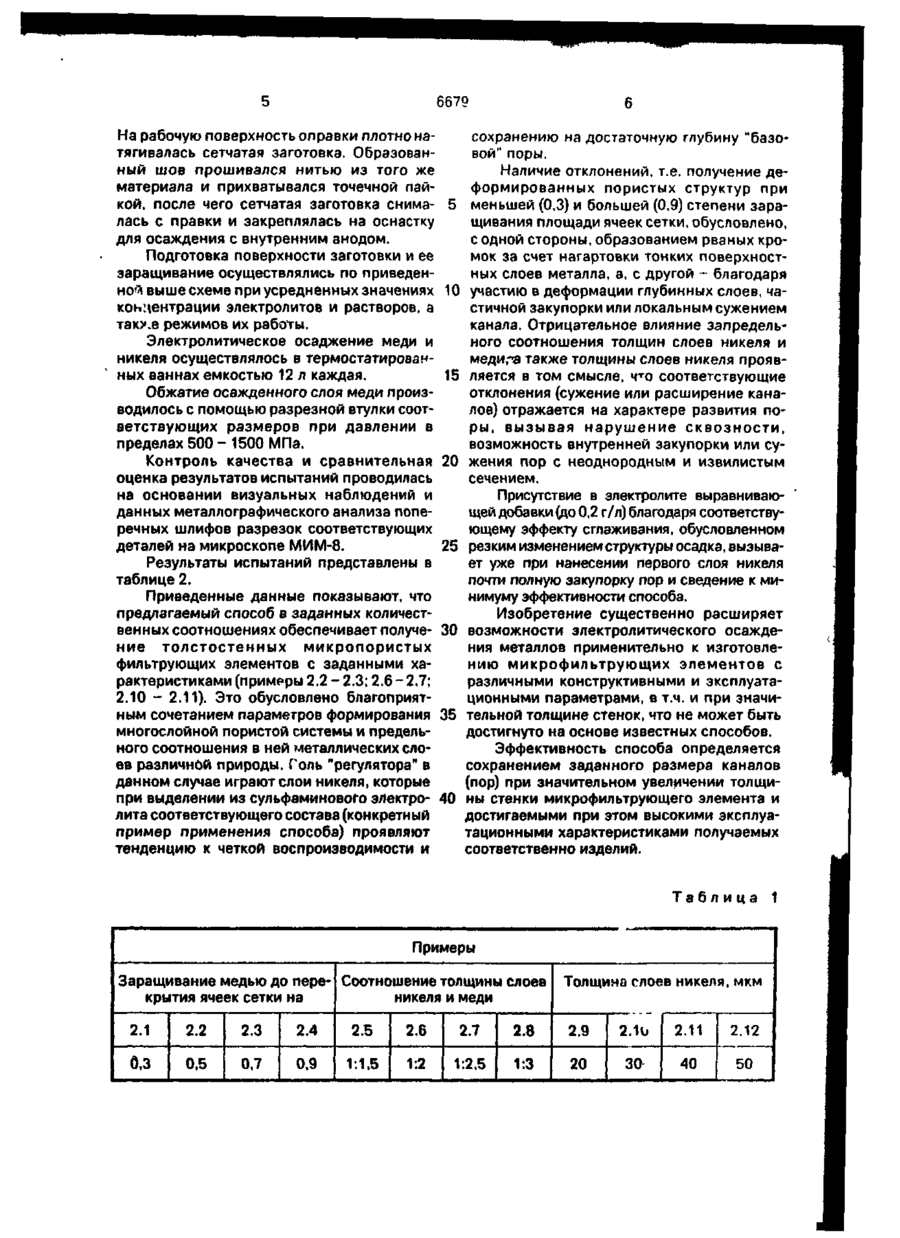
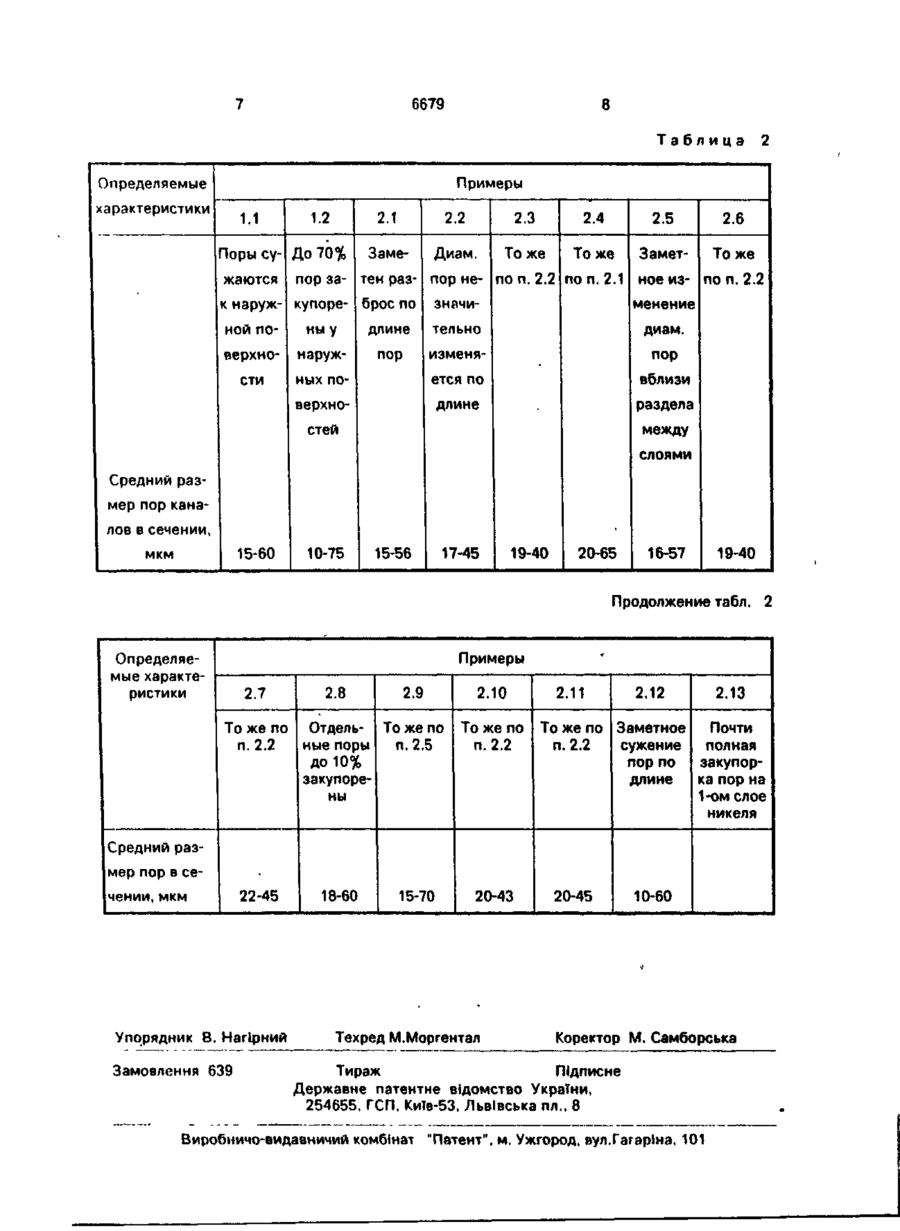
Способ изготовления микропористых фильтрующих элементов, включающий электролитическое осаждение меди на металлическую сетчатую заготовку до заращивания ячейки сетки на 0,5-0,7 ее размера и последующее механическое обжатие, о т л и ч а ю щ и й с я тем, что на заготовку после механического обжатия дополнительно попеременно осаждают слой никеля и меди, при соотношении толщин слоев 1:2-1:2,5, толщине слоев никеля 30-40 мкм и осаждении его из сульфаматного электролита. Изобретение относится к гальванопластике и может найти применение в машиностроении при изготовлении микропористых фильтрующих элементов (потеющих стенок) электролитическим осаждением меди и никеля в виде тела вращения и плоской формы толщиной стенки 1 мм и выше. Известен способ получения микрофильтров совместным электроосаждением металла и полимера, который заключается в том, что в процессе электролиза совместно с никелем на катоде соосаждаются диспергируемые в электролите частицы порошка полиакрила с различным массовым соотношением никеля и дисперсной фазы, а получаемый осадок толщиной до 25 мкм подвергается специальной химической обработке, в результате которой происходит растворение включенных в осадок частиц полимера и соответствующее образование сквозных пор[1]. Известен также способ изготовления микрофильтров гальванопластикой, сущность которого сводится к тому, что в электролите никелирования диспергируют взвесь частиц полиэтилена, включающихся в катодный осадок никеля в пределах 0,5 - 4% по массе, после чего последний подвергают термообработке для выжигания органических включений и образования пористого материала [2]. Недостатки этих способов идентичны и связаны с тем, что они могут применяться только для изготовления тонких (не более 50 мкм) фильтрующих элементов. При этом удаление органических включений как вытравливанием, так и выжиганием является трудноуправляемым процессом и может приводить к нарушению компактности материала - вспучиванию осадка, образованию локальных трещин, охрупчиванию и др. наряду с этим неоднородная дисперсность по ON NO /«4 W О 6679 3. Химически обезжиривают и активирурошков органополимеров и тенденция дисют сетчатую заготовку. персных частиц к агрегации в процессе элект4. Заращивают сетку медью из электроролиза приводит к нарушению равномерности лита, г/л: распределения дисперсной фазы в осадке, а, следовательно, и резкому снижению качества 5 медь сернокислая 200-250 изделия. серная кислота 50-70 Прототипом изобретения является споспирт этиловый 7-12 мл/л соб, в основу которого положен процесс срапри температуре 18-25°С щивания ткани металлической сетки • катодной плотности электролитически осаждающимся металлом 10 тока 0,8-1,5 А/дм 2 . до образования в ней пор (каналов) требуе5. Демонтируют приспособление для намого размера [3]. несения покрытия, монтируют на оправку и обжимают под прессом или обкатывают до К недостаткам прототипа следует отнеполучения каналов требуемого размера. сти неконтролируемый рост осадка при увеличении его толщины вплоть до полного 15 6. Химически обезжиривают и активируперекрытия и закупорки пор, что ограничиют. вает применение способа для получения 7. Монтируют на приспособление для толстослойных фильтров. Отрицательным покрытия с закрепленным внутренним аноэффектом в данном случае является неравдом. номерное распределение каналов (пор) по 20 8. Наносят слой никеля из электролита, размерам, вследствие различной скорости г/л: осаждения металла на разных участках поникель сульфаминоверхности. вокислый 600-650 В основу изобретения поставлена заданикель хлористый 12-15 ча создания способа изготовления микропо- 25 кислота борная 30-40 ристых фильтрующих элементов, в котором при рН 3,0-3,5 сохранение размера каналов (пор) обеспетемпературе 50-60°С чивается при значительном повышении толплотности тока 3-5 А/дм 2 щины фильтрующего элемента и за счет перемешивании электролита очищенэтого существенно расширяются области 30 ным сжатым воздухом время 1-1,5 ч. применения получаемых соответственно из9. Перемонтируют внутренний анод. делий, а также повышаются их эксплуатаци10. Наносят слой меди из электролита по онные свойства. п.4 при соблюдении соотношения толщин Поставленная задача решается тем, что слоев меди и никеля 1/2 - 1/2,5. способ изготовления микропористых фильт- 35 11. Повторяют операции 7-10 до требурующих элементов, включающий электролиемой толщины стенки. тическое осаждение меди на металлическую 12. Демонтируют приспособление для сетчатую заготовку до заращивания ячеек покрытия и подвергают механической обрасетки На 0,5 - 0,7 ее размера и последующее ботке удаление торцевых припусков, доводмеханическое обжатие, согласно изобрете- 40 ка в размер. нию ос/дцествляют так, что на заготовку поПримеры применения: сле механического обжатия дополнительно 1. По прототипу на основе меди: попеременно осаждают слой никеля и меди 1.1. толщиной 200 мкм. при соотношении толщин слоев 1:2 - 112,5, 1.2. толщиной 300 мкм. толщине никеля 30-40 мкм и осаждении его 45 2. По предлагаемому способу (таблииз сульфаматного электролита. ца 1): Изобретение осуществляют следующим 2.13. При соблюдении условий согласно образом при изготовлении цилиндрических примерам 2.1,2.6 и 2.10 и отсутствии в электролите добавки сахарина. Толщина слоя микрофильтров на основе латунного сетеполотна с размером ячеек 0,4 мм и толщиной 50 никеля 30 мкм. Испытания предлагаемого способа пронити 0,15 мм (основные операции): водились при изготовлении фильтрующих 1. Закрепляют сетку на цилиндрической элементов в виде цилиндров внутренним диоправе соответствующего размера и формы аметром 48 мм, высотой 62 мм, толщиной и прошивают продольный шов нитью из того же материала. , 55 стенки 0,8 мм и средним размером пор каналов - 25-40 мкм. В качестве оправки для 2. Снимают сетчатую заготовку с оправполучения сетчатой цилиндрической загоки и монтируют на приспособление длятовки применяли цилиндр из ст. 12Х18Н9Т покрытия с применением внутреннего анонаружным диаметром 48 мм и высотой 80 мм да. Присоединяют торцевые кольца из мес чистотой рабочей поверхности не ниже 0,8. ди. 6679 На рабочую поверхность оправки плотно насохранению на достаточную глубину "базотягивалась сетчатая заготовка. Образованвой" поры. ный шов прошивался нитью из того же Наличие отклонений, т.е. получение дематериала и прихватывался точечной пайформированных пористых структур при кой, после чего сетчатая заготовка снима- 5 меньшей (0,3) и большей (0,9) степени заралась с правки и закреплялась на оснастку щивания площади ячеек сетки, обусловлено, для осаждения с внутренним анодом. с одной стороны, образованием рваных кромок за счет нагартовки тонких поверхностПодготовка поверхности заготовки и ее ных слоев металла, а, с другой - благодаря заращивание осуществлялись по приведенной выше схеме при усредненных значениях 10 участию в деформации глубинных слоев, частичной закупорки или локальным сужением концентрации электролитов и растворов, а канала. Отрицательное влияние запредельтаку.е режимов их работы. ного соотношения толщин слоев никеля и Электролитическое осаджение меди и медиго также толщины слоев никеля проявникеля осуществлялось в термостатировант ных ваннах емкостью 12 л каждая. 15 ляется в том смысле, ч о соответствующие отклонения (сужение или расширение канаОбжатие осажденного слоя меди произлов) отражается на характере развития поводилось с помощью разрезной втулки соотры, вызывая нарушение сквозности, ветствующих размеров при давлении в возможность внутренней закупорки или супределах 500 - 1500 МПа. жения пор с неоднородным и извилистым Контроль качества и сравнительная 20 сечением. оценка результатов испытаний проводилась на основании визуальных наблюдений и Присутствие в электролите выравниваюданных металлографического анализа попещей добавки (до 0,2 г/л) благодаря соответствуречных шлифов разрезок соответствующих ющему эффекту сглаживания, обусловленном деталей на микроскопе МИМ-8. 25 резким изменением структуры осадка, вызывает уже при нанесении первого слоя никеля Результаты испытаний представлены в почти полную закупорку пор и сведение к митаблице 2. нимуму эффективности способа. Приведенные данные показывают, что предлагаемый способ в заданных количестИзобретение существенно расширяет венных соотношениях обеспечивает получе- 30 возможности электролитического осаждение толстостенных микропористых ния металлов применительно к изготовлефильтрующих элементов с заданными ханию микрофильтрующих элементов с рактеристиками (примеры 2.2 - 2.3; 2.6 - 2.7; различными конструктивными и эксплуата2.10 - 2.11). Это обусловлено благоприятционными параметрами, в т.ч. и при значиным сочетанием параметров формирования 35 тельной толщине стенок, что не может быть многослойной пористой системы и предельдостигнуто на основе известных способов. ного соотношения в ней металлических слоЭффективность способа определяется ев различной природы. Голь "регулятора" в сохранением заданного размера каналов данном случае играют слои никеля, которые (пор) при значительном увеличении толщипри выделении из сульфаминовогоэлектро- 40 ны стенки микрофильтрующего элемента и лита соответствующего состава (конкретный достигаемыми при этом высокими эксплуапример применения способа) проявляют тационными характеристиками получаемых тенденцию к четкой воспроизводимости и соответственно изделий. Таблица Примеры Заращивание медью до пере- Соотношение толщины слоев крытия ячеек сетки на никеля и меди Толщина слоев никеля, мкм 2.1 2.2 2.3 2.4 2.5 2.6 2.7 2.8 2.9 2.1о 2.11 2.12 0,3 0,5 0,7 0,9 1:1.5 1:2 1:2,5 1:3 20 30 40 50 1 6679 Таблица 2 Примеры Определяемые характеристики 1.1 2.1 2.2 2.3 2.4 2.5 2.6 Заме Диам. То же То же Замет То же 1.2 Поры су- До 70% жаются пор за- тен раз- пор не- по п. 2.2 поп. 2.1 ное из- по п. 2.2 к наруж- купоре- брос по значименение ной по ны у длине тельно диам. верхно наруж пор изменя пор сти ных по ется по вблизи верхно длине раздела между стей слоями Средний размер пор каналов в сечении, • 15-60 мкм 10-75 15-56 17-45 19-40 20-65 16-57 19-40 Продолжение табл. 2 Примеры Определяемые характеристики 2.7 2.8 2.9 То же по Отдель- То же по ные поры п. 2.2 п. 2.5 2.10 То же по п. 2.2 ДО 10% закупорены Средний размер пор в сечении, мкм 22-45 Упорядник В. Нагірний Замовлення 639 18-60 15-70 20-43 Техред М.Моргентал 2.11 2.12 2.13 Почти То же по Заметное сужение полная п. 2.2 пор по закупордлине ка пор на 1-ом слое никеля 20-45 10-60 Коректор М. Самборська Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Виробничо-видавничий комбінат "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of micro-porouses filter elements
Автори англійськоюNahirnyi Viktor Mykhailovych, Isaenkov Yevhen Viktorovych, Hovorova Iryna Oleksandrivna
Назва патенту російськоюСпособ изготовления микропористых фильтрующих елементов
Автори російськоюНагорный Виктор Михайлович, Исаенков Евгений Викторович, Говорова Ирина Александровна
МПК / Мітки
МПК: C25D 7/04
Мітки: мікропористих, фільтруючих, елементів, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/4-6679-sposib-vigotovlennya-mikroporistikh-filtruyuchikh-elementiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення мікропористих фільтруючих елементів</a>
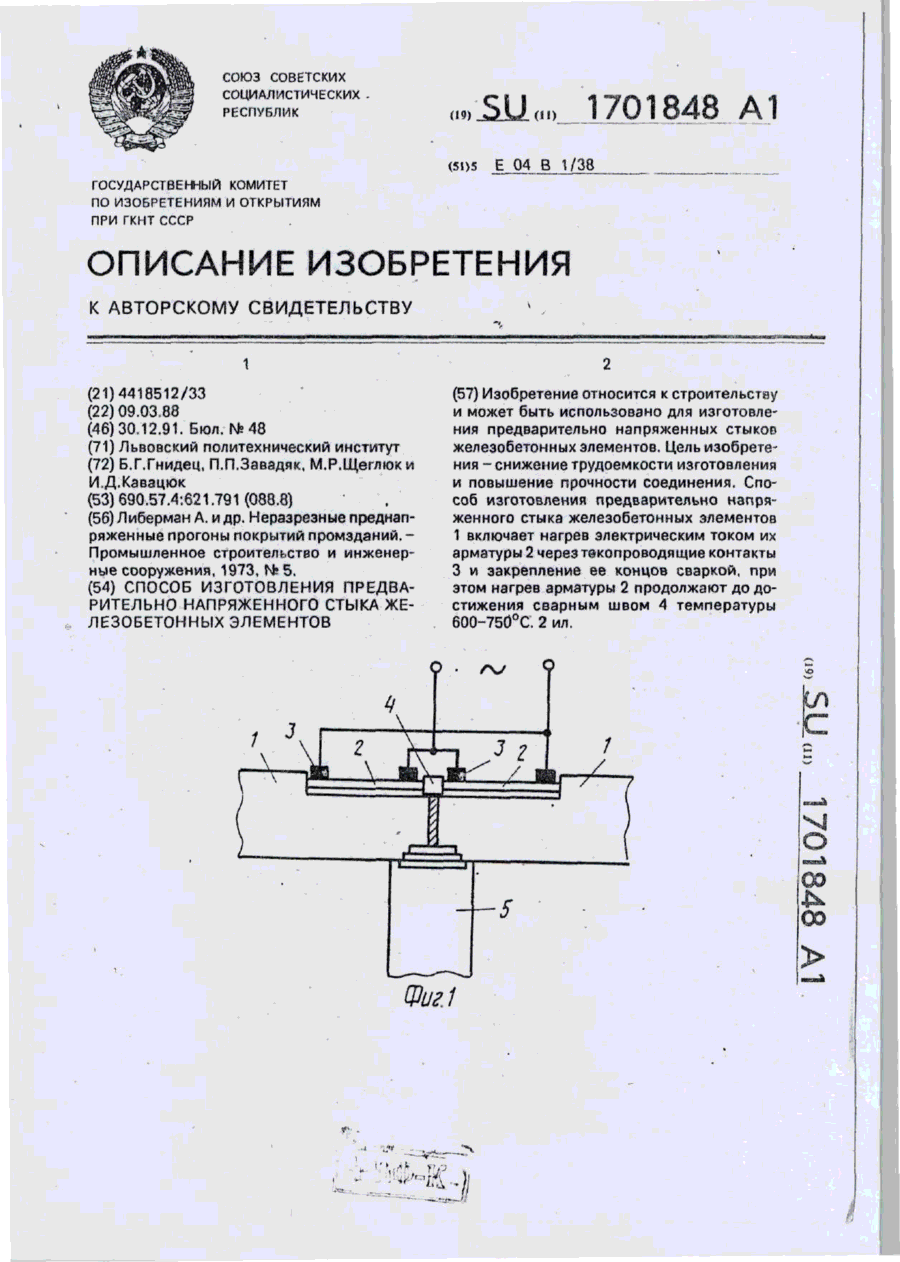
Спосіб виготовлення попередньо напруженого стика залізобетонних елементів
Номер патенту: 1982
Опубліковано: 20.12.1994
Автори: Завадяк Павло Петрович, Щеглюк Мирон Романович, Кавацюк Ігор Дмитрович, Гнідець Богдан Григорович
МПК: E04B 1/38
Мітки: напруженого, попередньо, виготовлення, спосіб, залізобетонних, стика, елементів
Формула / Реферат:
Способ изготовления предварительно напряженного стыка железобетонных элементов, включающий нагрев электрическим током арматуры и закрепления ее концов, отличающийся тем, что, с целью снижения трудоемкости изготовления и повышения прочности соединения, закрепление концов арматуры производят сваркой, а нагрев арматуры продолжают до достижения сварным швом температуры 600—750 °C.
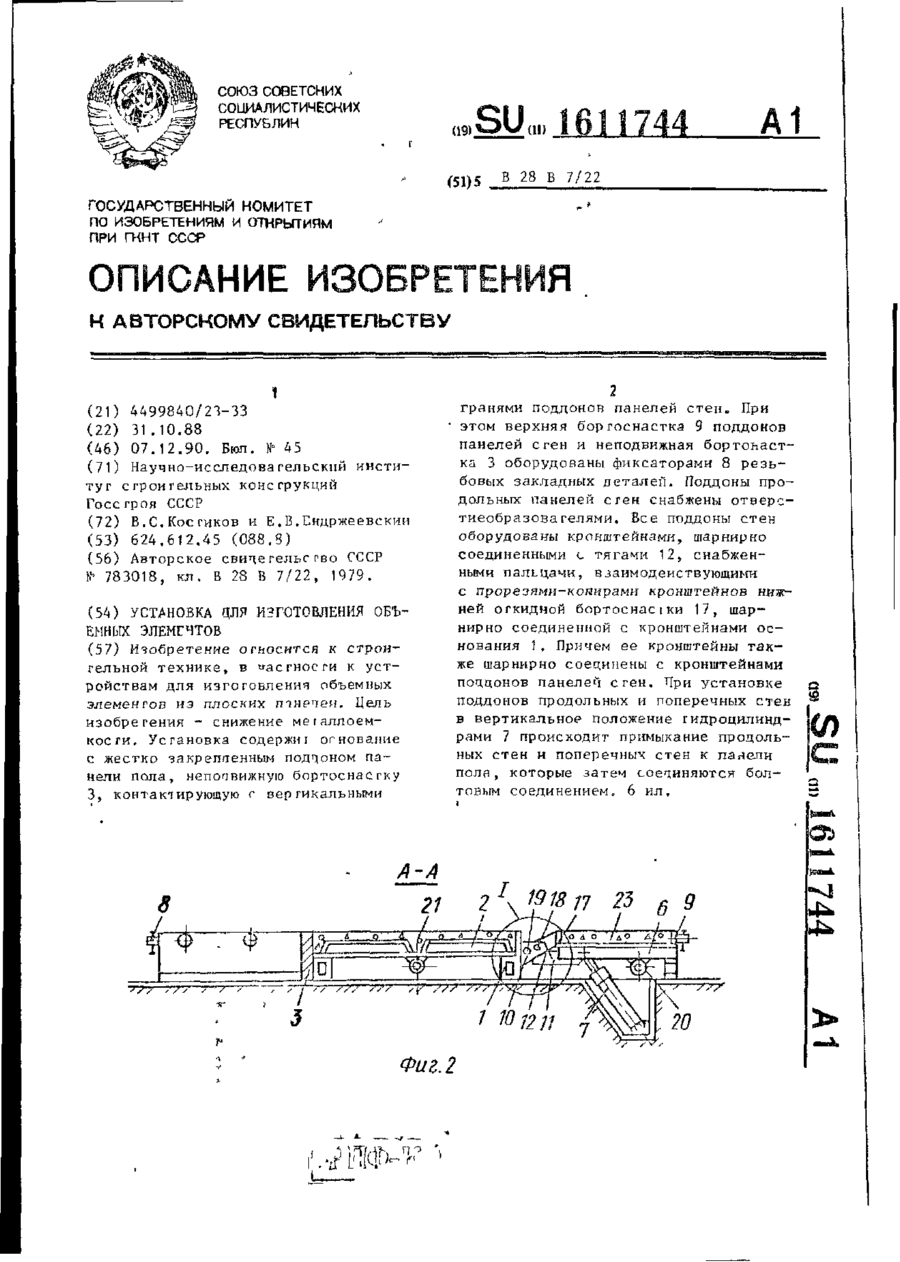
Установка для виготовлення об’ємних елементів
Номер патенту: 794
Опубліковано: 15.12.1993
Автори: Єндржеєвський Євген Васильович, Костіков Володимир Сергійович
МПК: B28B 7/22
Мітки: об'ємних, виготовлення, установка, елементів
Формула / Реферат:
Установка для изготовления объемных элементов, содержащая основание, формы для изготовления панелей продольных и поперечных стен, состоящие из поддонов и бортоснастки, кронштейны, жестко закрепленные на основании и на поддонах форм и шарнирно связанные между собой вибраторы, закрепленные на формах, гидроцилиндры перевода форм из горизонтального в вертикальное положение, отличающаяся гем, что, с целью снижения металлоемкости установки, она...
Спосіб отримання мікропористих полімерних фільтрів
Номер патенту: 292
Опубліковано: 30.04.1993
Автори: Золотар Надія Іванівна, Веліченко Ольга Петрівна, Заграй Ярослав Михайлович, Маклакова Антонина Василівна
МПК: C08J 9/28, C12F 5/00, C08L 77/00
Мітки: спосіб, полімерних, фільтрів, отримання, мікропористих
Формула / Реферат:
1. Способ получения микропористых фильтров, включающий растворение полиамида в смеси муравьиной кислоты и воды, формование на подложку, выдержку на воздухе, коагуляцию и сушку, отличающийся тем, что в смесь для растворения полиамида дополнительно вводят этиловый спирт при следующем соотношении компонентов, масс. ч.: полиамид 18-20 этиловый спирт 40,1-66,4 ...
Лінія для виготовлення з’єднувальних елементів з внутрішньою гвинтовою канавкою
Номер патенту: 3286
Опубліковано: 27.12.1994
Автори: Ткач Михайло Борисович, Сова Василь Гаврилович, Натапов Аркадій Соломонович, Івченко Олександр Васильович
МПК: B21D 43/00
Мітки: канавкою, елементів, з'єднувальних, виготовлення, внутрішньою, гвинтовою, лінія
Формула / Реферат:
1. Линия для изготовления соединительных элементов с внутренней винтовой канавкой, содержащая установленные в технологической последовательности стеллаж для приема трубных заготовок, станок для предварительной технологической обработки заготовок, индукционный нагреватель с загрузочным устройством, транспортный конвейер, связывающий станок для предварительной обработки с загрузочным устройством нагревателя, станок для формирования упомянутой...
Спосіб виготовлення брекера покришок пневматичних шин
Номер патенту: 3708
Опубліковано: 27.12.1994
Автор: Гігніков Ара Гершович
МПК: B29D 30/38, B29D 30/20
Мітки: брекера, виготовлення, спосіб, шин, пневматичних, покришок
Формула / Реферат:
Способ изготовления брокера покрышек пневматических шин, при котором изготавливают трубчатую заготовку путем навивки обрезиненных эластичных нерастяжимых нитей на цилиндрическую оправку, разрезают ее с образованием листовой заготовки, а затем получают цилиндрический слой брокера путем стыковки по торцам листовой заготовки, отличающийся тем, что, с целью повышения качества покрышек за счет уменьшения стыков в брокере, трубчатую заготовку...
Попередній патент: Порошковий дріт для наплавки чавуну
Наступний патент: Пристрій для розгазування глухої гірничої виробки
Випадковий патент: Феромагнітний імплантат