Спосіб виробництва сталі
Номер патенту: 18995
Опубліковано: 25.12.1997
Автори: Цегельнюк Ігор Володимирович, Сітало Олександр Олексійович, Заікіна Валентина Яківна, Чуб Петро Іванович, Моцний Валерій Васильович, Бродський Сергій Сергійович
Формула / Реферат
Спосіб виробництва сталі, вміщуючий плавлення введених матеріалів, доводку, розкислення розплаву в сталеплавильному агрегаті стандартними феросплавами, легуючими, алюмокремнієвим шлаком і/або оксидними матеріалами, який відрізняється тим, що при розкисленні розплаву алюмокремнієвий шлак вводять у кількості 2-6 кг/т сталі у сталеплавильний агрегат на шлакометалевий розплав в період до 10 хвилин до початку випуску плавки або до 5 хвилин після початку випуску.
Текст
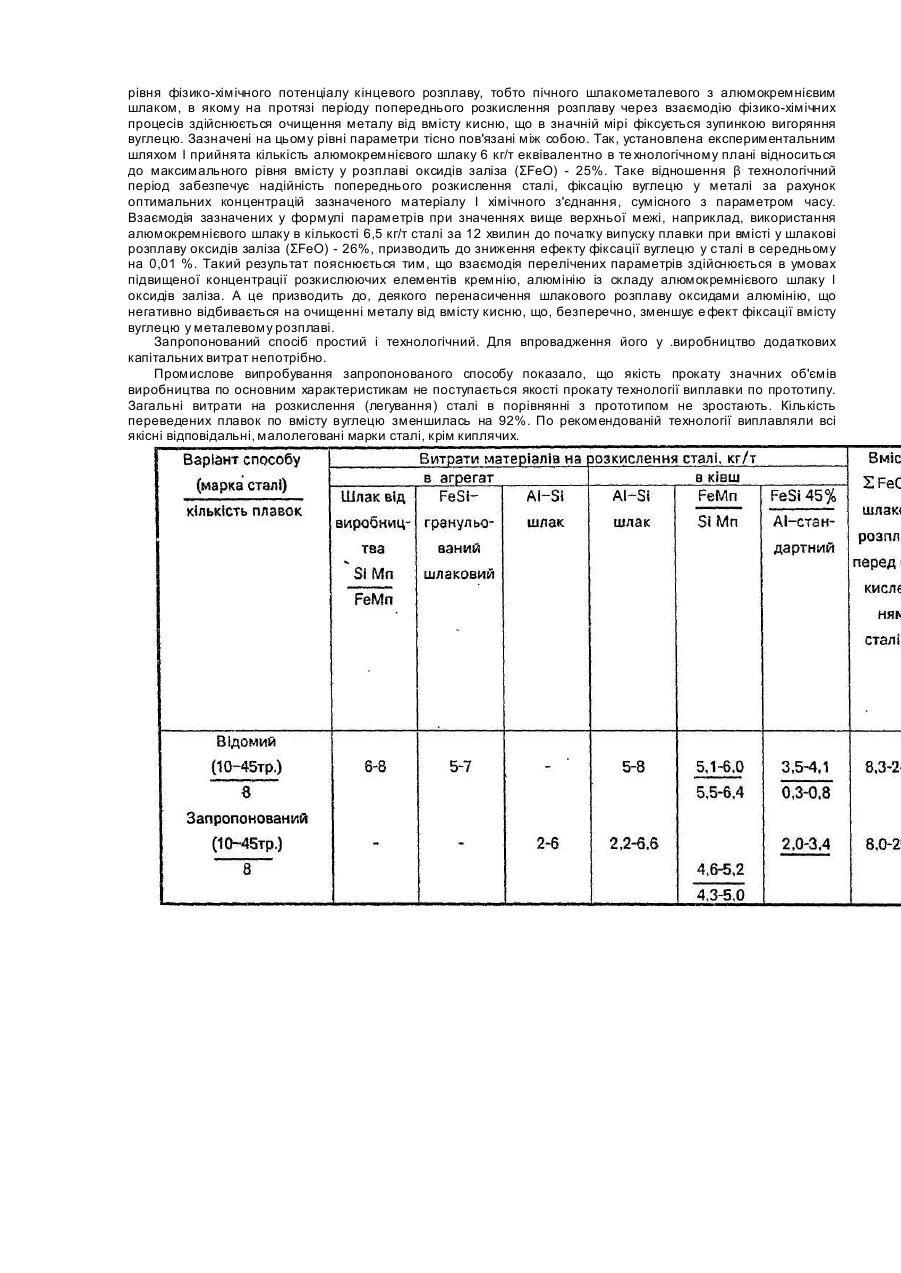
Винахід відноситься до металургії чорних металів і стосується комплексного розкислення сталі у сталеплавильному агрегаті і у ковші. Найбільш близьким по технічній суті І здобутому е фекту до запропонованого являється спосіб виробництва сталі, що містить у собі плавлення введених матеріалів, доводку, розкислення розплаву в сталеплавильному агрегаті матеріалами, що вміщують марганець і кремній, а усунення недоліків попереднього технічного рішення досягають тим, що в період сходу металу із агрегату в ківш на стр умінь, вводять алюмокремнієвий шлак в кількості 5-8 кг/т сталі [2]. При такому способі зменшується непередбачене вигорання вуглецю, стандартних феросплавів, легуючих, зменшується кількість випадків непопадання в хімічний аналіз сталі по вуглецю і переводу в нижчу марку сталі. Але для відомого способу характерні недоліки організаційного складу, де потрібна чітка взаємодія робіт у забезпеченні декількох видів недефіцитних матеріалів, віддачі їх по регламенту. Крім того, до недоліків цього способу слід віднести те, що ефект попереднього розкислення сталі в сталеплавильному агрегаті дещо затяжний, триває до 20 хвилин. За цих обставин при непередбачених затримках випуску плавки мають місце випадки підкіпання ванни, газонасичення і, як загальний наслідок, починається окислення вуглецю. Додатково до цього, негативно проявляється фактор часової віддаленності вводу в агрегат На разплавлену ванну замінювачів стандартних розкислювачів (за 5-20 хвилин до випуску плавки). Це призводить також до зайвих витрат не-дефіцітних розкислювачів, до нераціонального окислення їх складових. В цих умовах при недостатній оптимізації параметрів технології процесу розкислення розплаву протидіє процес окислення елементів розплаву в окислювальних умовах сталеплавильного агрегату, на жолобі І у сталеплавильному ковші в період сходу металу, В результаті таких обставин твердо зафіксувати вміст вуглецю у сталі неможливо. Це призводить до виробництва сталі не по замовленню. В основу винаходу поставлена задача удосконалення способу виробництва сталі, зокрема в період її попереднього розкислення у сталеплавильному агрегаті, або в початковий період випуску шляхом оптимізації та поєднання параметрів часу І витрат алюмокремнієвого шлаку в якісно новий регламент технології, з достатнім рівнем забезпечення ефективності фіксування вуглецю у сталі, та підвищення її якості. Рішення поставленої задачі досягають тим, що спосіб виробництва сталі, вміщуючий плавлення введених матеріалів, доводку, розкислення розплаву в сталеплавильному агрегаті стандартними феросплавами, легуючими, алюмокремнієвим шлаком і/або оксидними матеріалами, відрізняється тим, що при розкисленні розплаву алюмокремнієвий шлак в кількості 2-6 кг/т стал' вводять у сталеплавильний агрегат на шлакометалевий розплав в період до 10 хвилин до початку випуску плавки, або до 5 хвилин після початку випуску. Фіксування вуглецю у сталі досягається внаслідок фізико-хімічної дії алюмокремнієвого шлаку на окислений шлако-металевий розплав в межах параметрів запропонованого способу. Ця дія забезпечується також наявністю задовільно діючих фізико-хімічних характеристик розплаву плавки. Зокрема, присадка даного матеріалу виконується в період чистого кипіння ванни, де домінують в цей час активні теплові, хімічні і теплообмінні процеси. Активні хімічні дії в цей період проявляє шлак розплаву ванни, як високоосновний із значним вмістом оксидів заліза. Тому введення алюмокремнієвого шлаку на шлакометалевий розплав ванни сталеплааильного агрегату супровождуєіься спочатку незначним зниженням температури в межах самої присадки. Потім наступає період нагріву, розм'якшення, розплавлення І розкислення розплаву, За цих умов наступає чітка зупинка вигоряння вуглецю, тобто його фіксація. Це становище в розплаві Існує достатньо надійно за період попереднього розкислення сталі у сталеплавильному агрегаті 1 випуску її у сталерозливний ківш. Загальна витрата часу для такого періоду в середньому становить 15-30 хвилин з урахуванням випуску багатотонних плавок, тоді як по прототипу -20-40 хвилин. Досягнуте скорочення часу на даному технологічному періоді забезпечує умови надійного фіксування вмісту вуглецю в сталі без виникнення зворотного процесу після його фіксування-окислення. Вплив вводу марганцекремнійвмісних феросплавів в цьому випадку вважають досить вивченим й через це враховується, як відомий фактор. Підвищення якості сталі проявляється в період реалізації запропонооаного способу. Так, оптимізація часових параметрів вводу алюмокремнієвого шлаку і його кількості, поєднані з комплексом фізико-хімічних параметрів розплаву, забезпечують, головним чином, фіксацію вмісту вуглецю у сталі по замовленню. Це проявляється потім у металевому прокаті в наявності відповідного рівня основних характеристик міцності у середньому на 4-8 одиниць вище в порівнянні з рівнем прокату нижчого ступеня - Із сталі, виплавленої не по замовленню по вмісту виглецю. На підвищення показників механічного рівня якості сталі в значній мірі вплинуло скорочення періоду попереднього розкислення сталі в сталеплавильному агрегаті, що позитивно впливає на дегазацію металу, адсорбцію неметалевих домішок сталі. Крім того, зменшення числа І кількості присаджених недефіцитних матеріалів призвело до зниження температурного градієнта в шлакометалевому розплаві. А це, в свою чергу, з урахуванням вищезгаданих характеристик трансформується в показники підвищенного рівня тепло, масообмінних і дифузійних процесів. Такі умови найбільш сприятливо вливають на фіксацію вуглецю у металевому розплаві і підвищення якості сталі. Запропоноване технічне рішення за сукупністю вказаних ознак, вочевидь, не виявляється з існуючого рівня техніки, тому що досі був невідомий вплив суттєви х ознак цього винаходу на досягнення технічного результату. Запропоновгіний спосіб пройшов випробування в дослідно-промислових умовах. Сталь виплавляли у 500τ мартенівських печах, опалювальних природним газом І мазутом, з продувкою шихтови х матеріалів киснем зверху. В безпродувальні періоди плавки кисень для інтенсицікації процесу використовували у факіл. Після розплавлення шихтових матеріалів, поліровки, доводки отримували металевий розплав, відповідаючий головним параметрам періоду плавки; попередньому розкисленню І випуску замовлених марок сталі (10-45 тр.) по температурі, вмісту вуглецю, сірки, фосфору, оксидів заліза приведених до доданкового вмісту оксида заліза в шлакові розплаву (åFeO). На такий шлакометалевий розплав присаджували в мульді об'ємом 1,75 м попередньопрожарений алюмокремнієвий шлак. Присадку виконували механічним способом за допомогою завантажувальної машини, твердо дотримуючись параметрів рекомендованої технології. Випускали плавку з печі з використанням роздвоєного жолобу у два сталерозливних ковші, присаджуючи в них відповідно до замовленої марки сталі по технологічній інструкції необхідні феросплави та їх замінники, Так, наприклад, під час випуску розплаву, попередньо підготовленого для сталі 20 трубна у ківш з рівня 1/5 висоти металу у ньому вводили по розрахунку механічним способом сілікомарганець, 45%-ний феросіліцій, алюмокремнієвий шлак. Після витримки сталі у ковші її розливали у виливниці. Далі стальні зливки проходили циклічні типові технологічні операції, властиві переробці сталь-прокат по діючим технологічним інструкціям. Алюмокремнієвий шлак в середньому вміщує 21,0-31,5% алюмінія. 30-50% АІ2 О3, 12-25% SiC, ≤ 5% SiO2. Використовували його з максимальною крупністю до 200 мм по діаметру, присаджуючи переважно через середнє завантажувальне вікно, ближче до сталевипускного отвору печі. В період завантаження даного матеріалу у піч його розподіляли відносно рівномірно по поверхні шлакометалевого розплаву ванни, за рахунок поворотів вліво і вправо стріли завантажувальної машини. В період дослідницького опробування відпрацьовувались всі параметри рекомендованої технології. Для порівняння взяли середні показники 8 плавок сталі 10-45 трубна, виплавлених в аналогічних умовах і розкислених по регламенту те хнології прототипу. Середні основні результати експериментальної технології розкислення сталі запропонованого способу 1 прототипу в виробничих умовах приведені у таблиці. Аналіз поданих у таблиці даних свідчить про практичне досягнення рішення постановленої задачі. Так установлено, що реалізуючи запропоноване технічне рішення, досягають надійної фіксації вмісту вуглецю у сталі і відповідно до неї належного рівня якості. Це забезпечується запропонованим оптимально регламентованим способом. Одним із головних недоліків прототипу є те, що чітко наперед по ходу процесу прорахувати початок випуску плавки і від нього виконувати інші послідовні технологічні дії через ряд виробничо-технологічних обставин не завжди можливо. До цих обставин належать; прорахунки в швидкості відкривання сталевипускного отвору; стан, в якому знаходиться отвір, що призводить до затяжного випуску плавки; організаційні затримки, пов'язані з вкористанням механічного устатк ування, в тому числі по додатковому вводу Інши х матеріалів у агрегат І по прийому продуктів плавки з боку випуску і розливки, Відповідно до вищезгаданого недоліку прототипу запропонований спосіб має одну з головних позитивних ознак - раціональний проміжок часу вводу тільки одного матеріалу в період попереднього розкислення сталі до 5-10 хвилин відповідно після, або до випуску плавки. Тобто, майстер технології виплавки сталі, маючи значну Інформацію про обставини, пов'язані з попереднім розкисленням сталі у сталеплавильному агрегаті, випуском її у сталерозливний ківш і останім розкисленням І легуванням її у ковші приймає рішення про виконання технологічних операцій. Наприклад, маючи Інформацію, що стан сталевипускного отвору не забезпечить вихід плавки відповідно технологічної Інструкції (за 15-20 хвилин), а випуск, можливо, затримається до 25-30 хвилин, приймається рішення попередньо розкислити металевий розплав у печі після випуску плавки в інтервалі 0-5 хвилин після початку випуску плавки. В умовах, протилежних прикладу, коли з урахуванням усіх взаємнозв'язаних обставин можливо виконати дану технологічну операцію надійно, без прорахуиків - приймається рішення про виконання комплексу дій з попереднього розкислення розплаву у агрегаті в період часу 0-10 хвилин перед початком випуску плавки. Зазначені у формулі запропонованого винаходу параметри оптимальні І при взаємодії їх в умовах реалізації досягають максимального ефекту. Використання в меншій кількості алюмокремнієвого шлаку, наприклад, 1,5 кг/т сталі, з вводом на шлакометалевий розплав через 6 хвилин від початку вип уску плавки при вмісті оксидів заліза, приведених до доданкового вмісту оксида заліза у шлакові розплаву (Σ FeO) -7,5%, призводить до зниження ефекту фіксації вуглецю у сталі в середньому на 0,01%, Такий результат пояснюється тим, що взаємодія перелічених параметрів здійснюється в умовах зниженої концентрації розкислюючих елементів кремнія ! алюмінія, поєднаних з негативним проявом окислення деякої кількості вуглецю в металі об'єму, еквівалентного хвилинному випуску його. Низький вміст оксидів заліза у шлакові розплаву в даному випадку не прискорює хімічну дію розплаву на введений алюмокремнієвий шлак, а це, в свою чергу, дещо затримує комплексний фізико-хімічний прояв введеного матеріалу, відносно головної задачі запропонованого рішенняфіксування вмісту вуглецю у сталі. Взаємодія зазначених у формулі параметрів на нижній межі, тобто використання алюмокремнієвого шлаку в кількості 2 кг/т сталі на 5 хвилині після початку випуску плавки при вмісті у шлакові розплаву оксидів заліза (Σ FeO) - 8% - забезпечує надійну фіксацію вмісту вуглецю у сталі. Це пояснюється поєднанням і впливом мінімального активного фізико-хімічного потенціалу, визваного взаємодією даного рівня параметрів тільки що введеним матеріалом, на фізико-хімічний потенціал, набутий цього часу шла-кометалевим розплавомванни. Використання запропонованого способу з реалізацією його параметрів технології на середньому рівні, тобто присадка 4 кг/т сталі алюмокремнієвого шлаку у агрегат на розплав в самий початок випуску плавки І мартенівської печі з вмістом оксидів заліза, приведених до доданкового вмісту оксида заліза у шлакові розплаву (Σ FeO) - 16,5% забезпечує оптимальну фіксацію вмісту вуглецю у сталі. Це пояснюється досягненням задовільного фізико-хімічного рівня умов у ванні мартенівської печі, коли ефективно спрацьовують взаємодіючі параметри лакометалевого розплаву у печі І введеного матеріалу. При цьому, завдяки узгодженню між параметрами витрати часу і вмісту доданкового рівня оксидів заліза з технологічними параметрами розплаву забезпечуються достатні теплові, масообміни!, кінетичні процеси, під час яких проходить розкислення сталі з фіксацією вмісту вуглецю. Взаємодія зазначених у формулі параметрів на верхній межі, тобто використання алюмокремнієвого шлаку в кількості 6 кг/т сталі за 10 хвилин до початку випуску плавки, при вмісті у. шлакові розплаву бксидів заліза (Σ FeO) - 25% забезпечує також надійну фіксацію вуглецю у розплаві. Це пояснюється, як і в попередніх задовільних варіантах, досягненням високого рівня фізико-хімічного потенціалу кінцевого розплаву, тобто пічного шлакометалевого з алюмокремнієвим шлаком, в якому на протязі періоду попереднього розкислення розплаву через взаємодію фізико-хімічних процесів здійснюється очищення металу від вмісту кисню, що в значній мірі фіксується зупинкою вигоряння вуглецю. Зазначені на цьому рівні параметри тісно пов'язані між собою. Так, установлена експериментальним шляхом І прийнята кількість алюмокремнієвого шлаку 6 кг/т еквівалентно в те хнологічному плані відноситься до максимального рівня вмісту у розплаві оксидів заліза (ΣFeO) - 25%. Таке відношення β технологічний період забезпечує надійність попереднього розкислення сталі, фіксацію вуглецю у металі за рахунок оптимальних концентрацій зазначеного матеріалу І хімічного з'єднання, сумісного з параметром часу. Взаємодія зазначених у формулі параметрів при значеннях вище верхньої межі, наприклад, використання алюмокремнієвого шлаку в кількості 6,5 кг/т сталі за 12 хвилин до початку випуску плавки при вмісті у шлакові розплаву оксидів заліза (ΣFeO) - 26%, призводить до зниження ефекту фіксації вуглецю у сталі в середньому на 0,01 %. Такий результат пояснюється тим, що взаємодія перелічених параметрів здійснюється в умовах підвищеної концентрації розкислюючих елементів кремнію, алюмінію із складу алюмокремнієвого шлаку І оксидів заліза. А це призводить до, деякого перенасичення шлакового розплаву оксидами алюмінію, що негативно відбивається на очищенні металу від вмісту кисню, що, безперечно, зменшує е фект фіксації вмісту вуглецю у металевому розплаві. Запропонований спосіб простий і технологічний. Для впровадження його у .виробництво додаткових капітальних витрат непотрібно. Промислове випробування запропонованого способу показало, що якість прокату значних об'ємів виробництва по основним характеристикам не поступається якості прокату технології виплавки по прототипу. Загальні витрати на розкислення (легування) сталі в порівнянні з прототипом не зростають. Кількість переведених плавок по вмісту вуглецю зменшилась на 92%. По рекомендованій технології виплавляли всі якісні відповідальні, малолеговані марки сталі, крім киплячих.
ДивитисяДодаткова інформація
Назва патенту англійськоюStarwritermethod for steel making
Автори англійськоюChub Petro Ivanovych, Sitalo Oleksandr Oleskiiovych, Tsehelniuk Ihor Volodymyrovych, Brodskyi Serhii Serhiiovych, Motsnyi Valerii Vasyliovych, Zaikina Valentyna Yakivna
Назва патенту російськоюStarwriter„r„p„o„r„o„a „p„q„o„i„н„b„o„d„r„s„b„@ „r„s„@„l„i
Автори російськоюЧуб Петр Иванович, Ситало Александр Алексеевич, Цегельнюк Игорь Владимирович, Бродский Сергей Сергеевич, Моцный Валерий Васильевич, Заикина Валентина Яковлевна
МПК / Мітки
Мітки: сталі, виробництва, спосіб
Код посилання
<a href="https://ua.patents.su/3-18995-sposib-virobnictva-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва сталі</a>
Спосіб виробництва сталі
Номер патенту: 11975
Опубліковано: 25.12.1996
Автори: Вакуленко Іван Харитонович, Скрипочка Анатолій Опанасович, Чуб Петро Іванович, Старкова Валентина Яківна, Шерстюк Святослав Кузьмич, Зубов Валентин Миколайович, Кривко Євген Михайлович
МПК: C21C 5/04
Мітки: спосіб, виробництва, сталі
Формула / Реферат:
Способ производства стали в мартеновской печи, преимущественно из химически холодных и низкотемпературных расплавов, включающий продувку ванны кислородом, присадку теплоносителя, доводку и раскисление металла, отличающийся тем, что, с целью повышения качества стали путем увеличения температуры металла, в период доводки плавки в ванну вводят ферросилиций гранулированный шлаковый и алюмокремнистый шлак при соотношении (1:2)-(1:3) с общим...
Спосіб виробництва ванадійвмісної сталі
Номер патенту: 3977
Опубліковано: 27.12.1994
Автори: Ярославцев Юрій Григорович, Агранонік Леонід Веніаминович, Дячкін Анатолій Григорович, Селютін Олександр Андрійович, Нерівний Юрій Михайлович, Костюков Генадій Андрійович, Сочнєв Олександр Єгорович, Падалка Вячеслав Григорович
МПК: C21C 5/52
Мітки: спосіб, сталі, виробництва, ванадійвмісної
Формула / Реферат:
Способ производства ванадийсодержащей стали, включающий завалку шихты, плавление, окисление расплава, скачивание окислительного шлака, присадку материалов, содержащих окислы ванадия и восстановитель, отличающийся тем, что после скачивания окислительного шлака на зеркало металла присаживают шлакообразующие: шамотный бой, известь и плавиковый шпат в соотношении 6-3-1 и в количестве 5-15 кг/т стали, после расплавления шлакообразующих вводят...
Спосіб виробництва напівспокійної сталі
Номер патенту: 6796
Опубліковано: 29.12.1994
Автори: Омесь Микола Михайлович, Кекух Анатолій Володимирович, Нечепоренко Володимир Андрійович, Любимов Іван Михайлович, Макаров Григорій Арестович, Поляков Валерій Олександрович, Вихлевщук Валерій Антонович, Тільга Степан Сергійович, Кузьмичов Михайло Васильович
Мітки: сталі, спосіб, напівспокійної, виробництва
Формула / Реферат:
Способ производства полуспокойной стали, включающий ее выплавку, раскисление ферромарганцем и микролегирование полупродукта путем ввода ферросплавов в ковш во время его заполнения жидким металлом, отличающийся тем, что присадку ферромарганца и микролегирующих ферросплавов осуществляют совместно в зону входа струи из агрегата в ковшевую ванну при заполнении ковша металлом от 1/5 до 2/5 его высоты порциями по 20-50% от общей массы...
Спосіб виробництва сталі у конвертері
Номер патенту: 14956
Опубліковано: 04.03.1997
Автори: Учитель Лев Михайлович, Єрмоленко Ганна Володимирівна, Несвіт Володимир Васильович, Родь Олександр Григорович, Брагинець Юрій Федорович, Бродський Сергій Сергійович, Івко Володимир Вікторович, Махницький Віктор Олександрович, Дерипаско Володимир Олексійович
МПК: C21C 5/28
Мітки: виробництва, конвертері, спосіб, сталі
Формула / Реферат:
1. Способ производства стали в конвертере, включающий оставление в конвертере шлака предыдущей плавки, ввод на шлак углеродсодержащих материалов и кальций-, и/или магнийсодержащих материалов, завалку лома, заливку чугуна и продувку кислородом до стали, отличающийся тем, что на оставленный в конвертере шлак вводят углерод в составе углеродсодержащих материалов в количестве 0,4-0,8 кг/м3 кислорода, израсходованного на предыдущей плавке после...
Спосіб виробництва сталі
Номер патенту: 7479
Опубліковано: 29.09.1995
Автори: Табунщиков Віталій Юрійович, Колпаков Васілій Сєрафімовіч, Наконечний Анатолій Якович, Мізін Владімір Грігорьєвіч, Вяткін Юрій Фьодоровіч, Бельченко Євген Миколайович, Толимбеков Манат Жаксибергенович, Петров Анатолій Васильович, Афонін Сєрафім Захаровіч, Арсент'єв Василь Олександрович, Зайцев Олександр Юрійович
МПК: C21C 7/06
Мітки: сталі, виробництва, спосіб
Формула / Реферат:
(57) Способ производства стали, включающий выплавку металла, отсечку печного шлака, выпуск металла, ввод шлакообразующего, марганецсодержащего материалов и алюминия в ковш, продувку аргоном, отличающийся тем, что в качестве марганецсодержащего материала используют марганцевый агломерат в основностью 1,0-1,5, при этом шлакообразующий материал и алюминий вводят в смеси одновременно с началом выпуска при соотношении (1,0-1,1):(0,25-0,30) с...
Попередній патент: Збір лікарських рослин для лікування вегетосудинної дистонії у дітей
Наступний патент: Спосіб одержання порошку гідроксилапатиту для плазмового напилення
Випадковий патент: Дражний земснаряд