Спіральне свердло для обробки глибоких отворів
Номер патенту: 19359
Опубліковано: 15.12.2006
Автори: Маршуба Ольга В'ячеславівна, Маршуба Вячеслав Павлович
Формула / Реферат
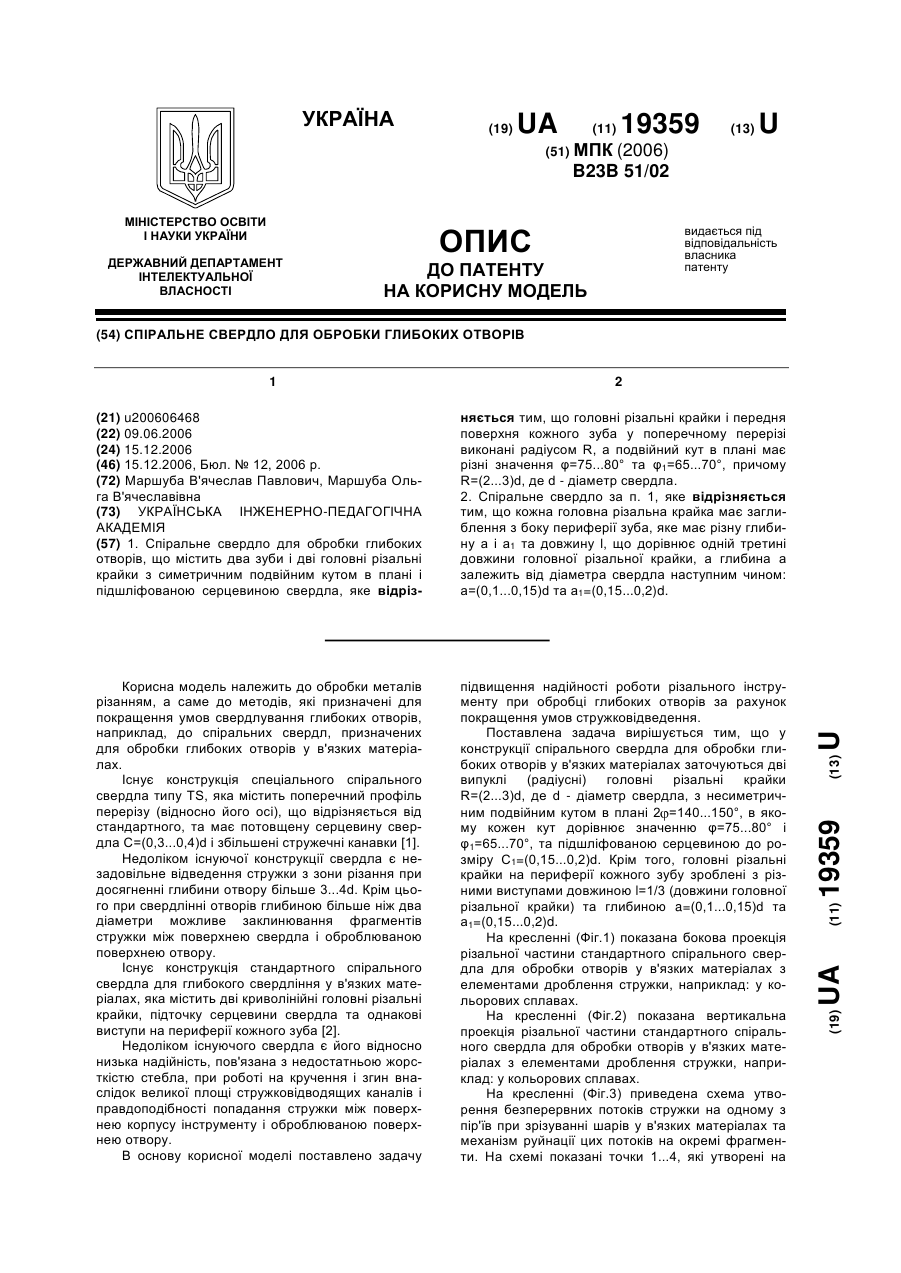
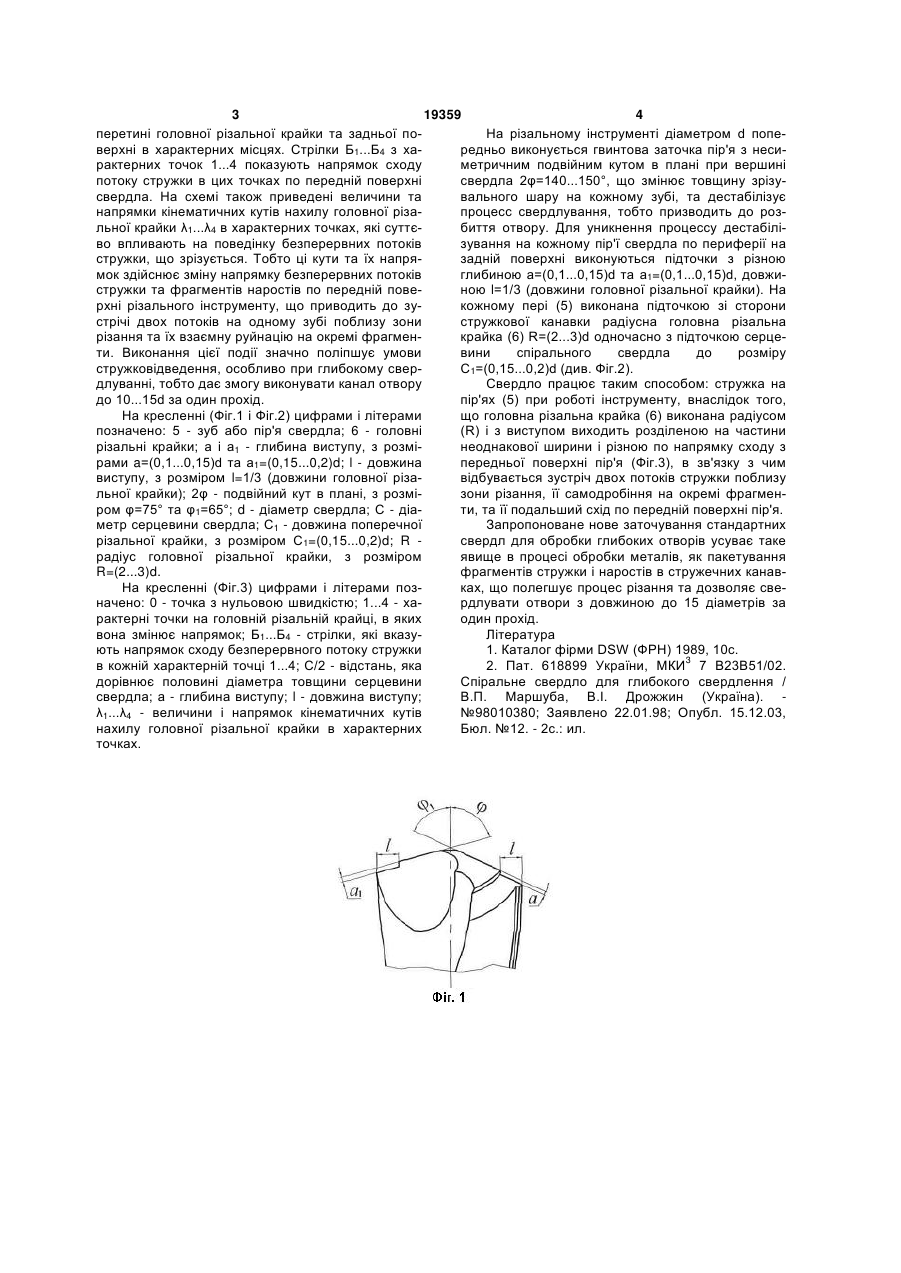
1. Спіральне свердло для обробки глибоких отворів, що містить два зуби і дві головні різальні крайки з симетричним подвійним кутом в плані і підшліфованою серцевиною свердла, яке відрізняється тим, що головні різальні крайки і передня поверхня кожного зуба у поперечному перерізі виконані радіусом R, а подвійний кут в плані має різні значення φ=75...80° та φ1=65...70°, причому R=(2...3)d, де d - діаметр свердла.
2. Спіральне свердло за п. 1, яке відрізняється тим, що кожна головна різальна крайка має заглиблення з боку периферії зуба, яке має різну глибину а і а1 та довжину l, що дорівнює одній третині довжини головної різальної крайки, а глибина а залежить від діаметра свердла наступним чином: а=(0,1...0,15)d та a1=(0,15...0,2)d.
Текст
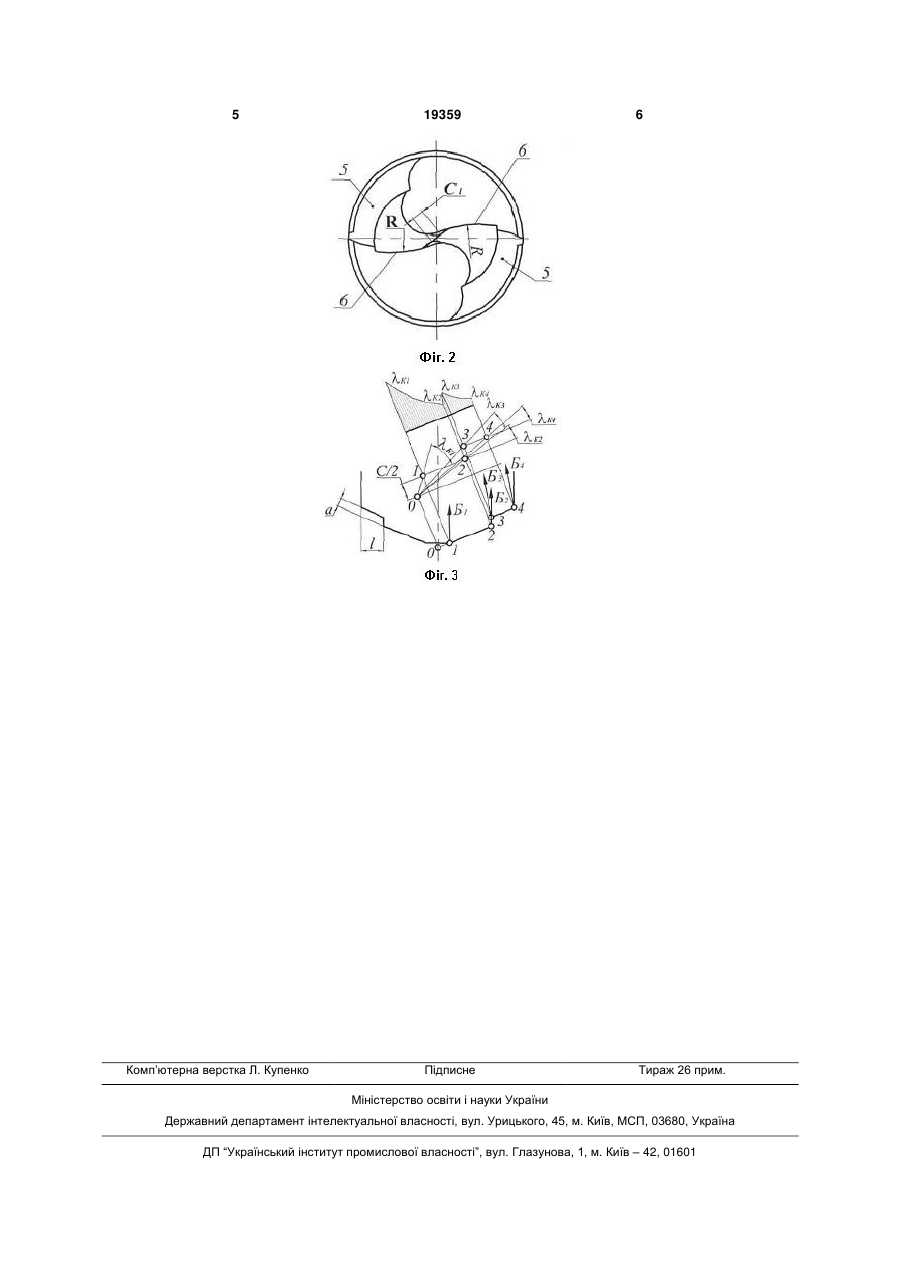
1. Спіральне свердло для обробки глибоких отворів, що містить два зуби і дві головні різальні крайки з симетричним подвійним кутом в плані і підшліфованою серцевиною свердла, яке відріз 3 19359 4 перетині головної різальної крайки та задньої поНа різальному інструменті діаметром d попеверхні в характерних місцях. Стрілки Б1...Б4 з харедньо виконується гвинтова заточка пір'я з несирактерних точок 1...4 показують напрямок сходу метричним подвійним кутом в плані при вершині потоку стружки в цих точках по передній поверхні свердла 2φ=140...150°, що змінює товщину зрізусвердла. На схемі також приведені величини та вального шару на кожному зубі, та дестабілізує напрямки кінематичних кутів нахилу головної різапроцесс свердлування, тобто призводить до розльної крайки λ1...λ4 в характерних точках, які суттєбиття отвору. Для уникнення процессу дестабіліво впливають на поведінку безперервних потоків зування на кожному пір'ї свердла по периферії на стружки, що зрізується. Тобто ці кути та їх напрязадній поверхні виконуються підточки з різною мок здійснює зміну напрямку безперервних потоків глибиною а=(0,1...0,15)d та а1=(0,1...0,15)d, довжистружки та фрагментів наростів по передній повеною l=1/3 (довжини головної різальної крайки). На рхні різального інструменту, що приводить до зукожному пері (5) виконана підточкою зі сторони стрічі двох потоків на одному зубі поблизу зони стружкової канавки радіусна головна різальна різання та їх взаємну руйнацію на окремі фрагменкрайка (6) R=(2...3)d одночасно з підточкою серцети. Виконання цієї події значно поліпшує умови вини спірального свердла до розміру стружковідведення, особливо при глибокому сверС1=(0,15...0,2)d (див. Фіг.2). длуванні, тобто дає змогу виконувати канал отвору Свердло працює таким способом: стружка на до 10...15d за один прохід. пір'ях (5) при роботі інструменту, внаслідок того, На кресленні (Фіг.1 і Фіг.2) цифрами і літерами що головна різальна крайка (6) виконана радіусом позначено: 5 - зуб або пір'я свердла; 6 - головні (R) і з виступом виходить розділеною на частини різальні крайки; а і а1 - глибина виступу, з розмінеоднакової ширини і різною по напрямку сходу з рами a=(0,1...0,15)d та a1=(0,15...0,2)d; l - довжина передньої поверхні пір'я (Фіг.3), в зв'язку з чим виступу, з розміром l=1/3 (довжини головної різавідбувається зустріч двох потоків стружки поблизу льної крайки); 2φ - подвійний кут в плані, з розмізони різання, її самодробіння на окремі фрагменром φ=75° та φ1=65°; d - діаметр свердла; С - діати, та її подальший схід по передній поверхні пір'я. метр серцевини свердла; С1 - довжина поперечної Запропоноване нове заточування стандартних різальної крайки, з розміром С1=(0,15...0,2)d; R свердл для обробки глибоких отворів усуває таке радіус головної різальної крайки, з розміром явище в процесі обробки металів, як пакетування R=(2...3)d. фрагментів стружки і наростів в стружечних канавНа кресленні (Фіг.3) цифрами і літерами позках, що полегшує процес різання та дозволяє свеначено: 0 - точка з нульовою швидкістю; 1...4 - хардлувати отвори з довжиною до 15 діаметрів за рактерні точки на головній різальній крайці, в яких один прохід. вона змінює напрямок; Б1...Б4 - стрілки, які вказуЛітература ють напрямок сходу безперервного потоку стружки 1. Каталог фірми DSW (ФРН) 1989, 10с. в кожній характерній точці 1...4; С/2 - відстань, яка 2. Пат. 618899 України, МКИ3 7 В23В51/02. дорівнює половині діаметра товщини серцевини Спіральне свердло для глибокого свердлення / свердла; а - глибина виступу; l - довжина виступу; В.П. Маршуба, B.I. Дрожжин (Україна). λ1...λ4 - величини і напрямок кінематичних кутів №98010380; Заявлено 22.01.98; Опубл. 15.12.03, нахилу головної різальної крайки в характерних Бюл. №12. - 2с.: ил. точках. 5 Комп’ютерна верстка Л. Купенко 19359 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюTwist drill for machining of deep holes
Автори англійськоюMarshuba Viacheslav Pavlovych
Назва патенту російськоюСпиральное сверло для обработки глубоких отверстий
Автори російськоюМаршуба Вячеслав Павлович
МПК / Мітки
МПК: B23B 51/02
Мітки: свердло, глибоких, спіральне, отворів, обробки
Код посилання
<a href="https://ua.patents.su/3-19359-spiralne-sverdlo-dlya-obrobki-glibokikh-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Спіральне свердло для обробки глибоких отворів</a>
Спіральне свердло для глибокого свердління
Номер патенту: 61889
Опубліковано: 15.12.2003
Автори: Дрожжин Володимир Іванович, Маршуба Вячеслав Павлович
МПК: B23B 51/02
Мітки: свердло, глибокого, свердління, спіральне
Формула / Реферат:
1. Спіральне свердло для глибокого свердління, що містить два зуби і дві головні різальні крайки з симетричним подвійним кутом в плані і підшліфованою серцевиною свердла, яке відрізняється тим, що головні різальні крайки і передня поверхня кожного зуба у поперечному перерізі виконані радіусом R, а симетричний подвійний кут в плані має значення 2φ, причомуR=(2-3)d; 2φ=140-150°,де d –діаметр...
Спіральне свердло

Номер патенту: 54776
Опубліковано: 17.03.2003
Автори: Родін Родіон Петрович, Лупкін Борис Володимирович, Мамлюк Олег Володимирович, Равська Наталья Сергіївна
МПК: B23B 51/02
Формула / Реферат:
Спіральне свердло, що являє собою стебло із розташованими по спіралі на його поверхні двома різальними зубами, яке відрізняється тим, що по всій довжині робочої частини свердла виконана допоміжна гостро заточена різальна крайка з позитивними задніми кутами та відокремлена направляюча стрічка, яка розташована на відстані від допоміжної різальної крайки, яка дорівнює 0,15-0,25 діаметра серцевини свердла.
Свердло спіральне
Номер патенту: 38810
Опубліковано: 15.05.2001
Автори: Мамлюк Олег Володимирович, Родін Родіон Петрович, Лупкін Борис Володимирович, Равська Наталья Сергіївна
МПК: B23B 51/02
Текст:
...усунута від осі свердла на розмір х, що розраховується з вираження: é tga1 × tgj - sin m tga 2 × tgj - sin m ù x = 0 ,25 × d ê ú, cos m cos m ë û (13) 38810 (11) UA (19) é tga1 × tgj - sin m tga 2 × tgj - sin m ù x = 0,25 × d ê ú ; (1) cos m cos m ë û де d - діаметр серцевини свердла; α1 - задній кут на периферії першого зуба; α2 - задній кут на периферії другого зуба; 2φ - кут при вершині свердла; sinμ=d/D; де D - діаметр свердла. A ...
Спіральне свердло
Номер патенту: 41236
Опубліковано: 15.08.2001
Автори: Дядюшек Василь Васильович, Малишко Іван Олександрович, Татьянченко Олександр Григорович
МПК: B23B 51/02
Формула / Реферат:
Спіральне свердло, що містить вставку з базовими поверхнями, різальними кромками та задніми поверхнями, розташованими під кутами у взаємно перпендикулярних поздовжніх та поперечних площинах, яке відрізняється тим, що вставка встановлена так, що кут між базовими поверхнями, що лежать в основній площині, дорівнює подвійному куту в плані, а кути базових поверхонь в площині, перпендикулярній до основної площини, дорівнюють кутам на...
Свердло спіральне

Номер патенту: 38809
Опубліковано: 15.05.2001
Автори: Родін Родіон Петрович, Равська Наталья Сергіївна, Мамлюк Олег Володимирович, Лупкін Борис Володимирович
МПК: B23B 51/02
Текст:
...авіаційний технікум 38809 ƒ=(0,1÷0,2)R показали, що на всіх режимах роботи вибір саме таких значень величин μ і ƒ забезпечує максимальне (до 1,5÷2 разів) поліпшення характеристик базування свердла в отворі в порівнянні з аналогічними характеристиками стандартних све рдел. При цьому в процесі експлуатації таких свердел їх переточування нічим не відрізняється від переточування стандартних свердел, що дозволяє заощаджувати значну...
Попередній патент: Спосіб добору високопродуктивних генотипів озимої пшениці
Наступний патент: Спосіб культивування біологічних об’єктів
Випадковий патент: Спосіб диференційної діагностики невротичних та неврозоподібних розладів