Спосіб вимірювання площі деталей при гальванічному процесі
Номер патенту: 19572
Опубліковано: 25.12.1997
Автори: Невлюдов Ігор Шакірович, Бестужев Анатолій Олексійович



Формула / Реферат
Способ измерения площади деталей при гальваническом процессе, включающий установку деталей совместно с вспомогательными электродами известной площади в гальваническую ванну, подключение главного электрода ванны к одному полюсу источника тока, а деталей к другому полюсу, измерение удельной электропроводности электролита, тока ванны, расстояния между электродами, напряжения на электродах гальванической ванны, величин анодной и катодной поляризации и их алгебраическое суммирование с напряжением на электродах гальванической ванны, отличающийся тем, что дополнительно определяют потери напряжения в электролите за счет газонаполнения и потери напряжения на контактах обрабатываемых деталей с подвесками, а площадь деталей рассчитывают по формуле
где Iв - общий ток ванны;
Uв - напряжение на электродах ванны;
I - расстояние между электродами;
c - удельная электропроводность электролита;
jа и jк - потенциал анода и катода соответственно;
a - потери напряжения на электролите за счет газонаполнения;
β - потери напряжения на контактах обрабатываемых деталей с подвесками.
Текст
Изобретение относится к области гальванотехники и может быть использовано для измерения площади деталей из электропроводных материалов при установлении и регулировании плотности тока в гальванической ванне. Наиболее близким по технической сущности к заявляемому является способ измерения площади деталей при гальваническом процессе [1], заключающийся в том, что обрабатываемые детали совместно со вспомагательными электродами известной площади устанавливают в гальваническую ванну, подключают главный электрод ванны к одному полюсу источника тока, а детали к другому полюсу, измеряют удельную электропроводность электролита, ток ванны, расстояние между электродами, напряжение на электродах гальванической ванны, величины анодной и катодной поляризации, а величину площади деталей вычисляют как отношение произведения тока ванны и расстояния между электродами к произведению удельной электропроводности электролита и алгебраической суммы напряжения ванны и величин анодной и катодной поляризации где Iв и Uв - соответственно ток и напряжение ванны, jа и jк - соответственно потенциалы анода и катода, I - расстояние между электродами, c - удельная электропроводность электролита. Описанный способ не учитывает потерь напряжения в электролите за счет газонаполнения и потерь напряжения на контактах обрабатываемых деталей с подвесками, что приводит к ошибкам при измерении площади деталей. В основу изобретения поставлена задача создать такой способ измерения площади деталей при гальваническом процессе, который позволит получать более качественные покрытия с точно заданной толщиной, уменьшить количество брака, увеличить экономию материалов путем учета потерь напряжения в электролите за счет газонаполнения и на контактах обрабатываемых деталей с подвесками. Такой технический результат может быть достигнут, если в способ измерения площади деталей при гальваническом процессе, включающий установку деталей совместно с вспомогательными электродами известной площади в гальваническую ванну, подключение главного электрода ванны к одному полюсу источника тока, а деталей к другому полюсу, измерение удельной электропроводности электролита, тока ванны, расстояния между электродами, напряжения на электродах гальванической ванны, величин анодной и катодной поляризации и их алгебраическое суммирование с напряжением на электродах гальванической ванны, согласно изобретению, дополнительно определяют величины потерь напряжения на контактах обрабатываемых деталей с подвесками и потерь напряжения в электролите за счет газонаполнения и учитывают и х при определении величины площади деталей в соответствии с выражением где Iв - общий ток ванны; Uв - напряжение на электродах ванны; I - расстояние между электродами; c - удельная электропроводность электролита; jа и jк - потенциал анода и катода соответственно; a - потери напряжения на электролите за счет газонаполнения; β - потери напряжения на контактах обрабатываемых деталей с подвесками. Способ измерения площади деталей при гальваническом процессе осуществляется следующим образом. При поступлении подвески с деталями в гальваническую ванну замыкается цепь питания гальванической ванны и информация о величинах общего типа ванны, напряжения на электродах гальванической ванны, тока и напряжения вспомогательных электродов, анодной и катодной поляризации, потерь напряжения в электролите за счет газонаполнения, потерь напряжения на контактах обрабатываемых деталей с подвесками поступает на устройство ввода информации управляющего вычислительного комплекса (УВК), который вычисляет площадь обрабатываемых деталей где Iв - общий ток ванны, Uв - напряжение на электродах ванны, Dвэ - плотность тока вспомогательных электродов, К - коэффициент конфигурации равный c - удельная электропроводность электролита Rэл - сопротивление электролита Rэл= Ubэ/lbэ; Uвэ - напряжение источника питания вспомогательных электродов, Iвэ - ток в цепи вспомогательных электродов, Sвэ - площадь вспомогательных электродов, ja - потенциал анода, jk - потенциал катода, a - потери напряжения в электролите за счет газонаполнения, β - потери напряжения на контактах обрабатываемых деталей с подвесками. Уравнение электрического баланса гальванической ванны (Ямпольский А.И., Ильин В.А. Краткий справочник гальвано-техника. Л.: Машиностроение, 1972, с. 17) где Uв - напряжение на электродах ванны, Iв - общий ток ванны, R - сопротивление электролита ванны, jа и jк - соответственно потенциалы анода и катода, a - потери напряжения в электролите за счет газонаполнения, β - потери напряжения на контактах покрываемых деталей с подвесками. Используя эту формулу определяют коэффициент конфигурации К. Коэффициент конфигурации определяется как отношение плотностей тока вспомогательных электродов Dвэ и на деталях Dдет, т.е. Таким образом, площадь деталей вычисляется по формуле Значения коэффициентов a - потерь напряжения в электролите за счет газонаполнения и b - потерь напряжения на контактах покрываемых деталей с подвесками, определяются экспериментальным путем на этапе пусконаладочных работ для конкретных электролитов. Потери напряжения в электролитах от газонаполнения и на контактах покрываемых деталей с подвесками достигают существенных величин, например, в цинковом цианистом электролите a=0,1; b=0,04; в электролите хромирования a=0,2; b=0,1. Поэтому неучет потерь напряжения в электролите на газонаполнение и на контактах покрываемых деталей с подвесками в известном способе приводит к значительным ошибками при измерении площади деталей, снижению качества гальванических покрытий, перерасходу материалов. Например: 1) Ιв=200Α; I=50 см; c=0,2 ом x см; Uв=6B; jа =1.2 В; jк =-1,7В; a=0.1; b=0,04 - электролит цинкования цианистый. Площадь деталей по прототипу Площадь деталей по заявленному способу Погрешность измерения 2) Iв=500А; I=50 см; c=0,6 ом x см; Uв= 10В, jа =1,8В; jк =-0,8В; a =0,2; b=0,1 - хромовый электролит. Площадь деталей по прототипу Площадь деталей по заявленному способу Погрешность измерения Точное определение площади деталей позволит более точно задавать плотность тока и получать более качественные покрытия с точно заданной толщиной, уменьшить количество брака, экономить материалы. Так, в приведенных примерах плотность тока и толщина покрытия занижены на 14% и 40%. Проведенный ориентировочный расчет экономической эффективности от внедрения предлагаемого способа в АСУТП гальванического производства предприятия показал, что величина годового экономического эффекта составляет 360 млн. крб.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for measurement of detail surface at galvanic process
Автори англійськоюBestuzhev Anatolii Oleksiiovych
Назва патенту російськоюСпособ измерения площади деталей при гальваническом процессе
Автори російськоюБестужев Анатолий Алексеевич
МПК / Мітки
МПК: C25D 21/12
Мітки: процесі, гальванічному, спосіб, площі, деталей, вимірювання
Код посилання
<a href="https://ua.patents.su/3-19572-sposib-vimiryuvannya-ploshhi-detalejj-pri-galvanichnomu-procesi.html" target="_blank" rel="follow" title="База патентів України">Спосіб вимірювання площі деталей при гальванічному процесі</a>
Пристрій для вимірювання площі деталей при гальванічному процесі
Номер патенту: 20472
Опубліковано: 15.07.1997
Автори: Невлюдов Ігор Шакірович, Бестужев Анатолій Олексійович
МПК: C25D 21/12
Мітки: деталей, пристрій, процесі, гальванічному, площі, вимірювання
Формула / Реферат:
Устройство для измерения площади деталей при гальваническом процессе, содержащее гальваническую ванну, в которой установлены главный электрод, обрабатываемые детали, вспомогательные электроды известной площади, датчик анодной поляризации, датчик катодной поляризации;источник питания гальванической ванны с блоком автоматики и шунтом в цепи питания гальванической ванны, источники питания вспомогательных электродов с шунтом в цепи...
Пристрій для вимірювання площі контактуючої поверхні зубів
Номер патенту: 10693
Опубліковано: 25.12.1996
Автор: Зубкова Людмила Петрівна
МПК: A61B 5/053
Мітки: площі, зубів, контактуючої, пристрій, вимірювання, поверхні
Формула / Реферат:
Устройство для измерения площади контактирующей поверхности зубов, содержащее датчик площади контактирующей поверхности зубов, который подключен к измерителю представляющему собой мультивибратор с подстроенным элементом, в одном из плеч которого включена емкость датчика, а выход мультивибратора через интегральную цепь и детектор подключен к стрелочному индикатору.
Спосіб припрацювання деталей

Номер патенту: 4160
Опубліковано: 27.12.1994
Автори: Алексеєв Валерій Павлович, Михальов Віктор Дмитрійович, Болдарь Леонід Никифорович
МПК: F02M 65/00
Мітки: деталей, спосіб, припрацювання
Формула / Реферат:
Способ приработки деталей путем подвода к ним электрического тока, отличающийся тем, что, с целью сокращения трудоемкости, между деталями прокачивают водный раствор электролита, используя при этом переменный ток.
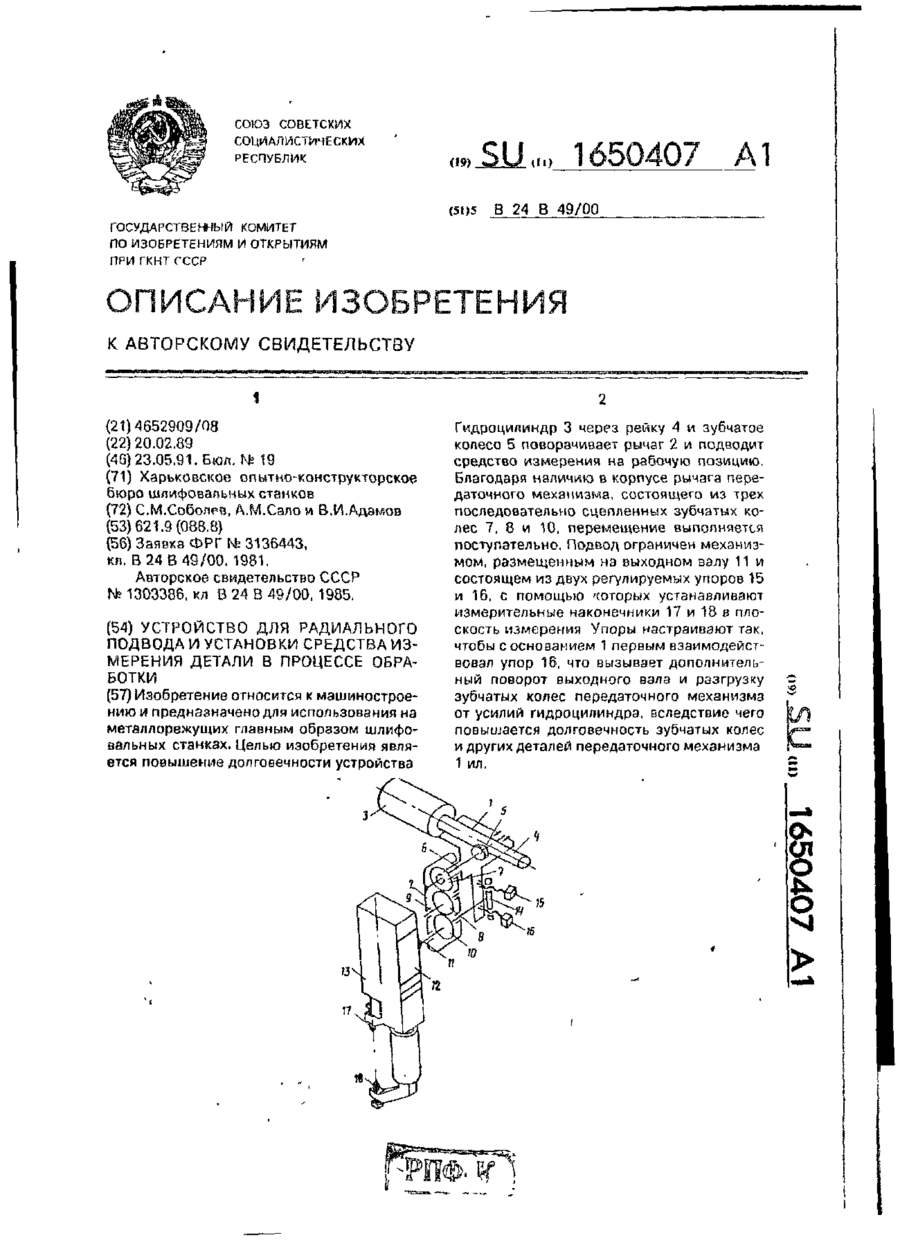
Пристрій для радіального підводу та установки засобів вимірювання деталі в процесі обробки
Номер патенту: 4015
Опубліковано: 27.12.1994
Автори: Сало Анатолій Мусійович, Соболєв Сергій Михайлович, Адамов Валентин Іванович
МПК: B24B 49/00
Мітки: радіального, установки, пристрій, засобів, підводу, обробки, деталі, процесі, вимірювання
Формула / Реферат:
Устройство для радиального подвода и установки средства измерения детали в процессе обработки, содержащее основание, механизм радиального подвода, выполненный в виде шарнирно связанного с основанием рычага и механизма принудительного перемещения этого рычага, выходной вал с местом для присоединения средства измерения, передаточный механизм, связывающий выходной вал с основанием, а также ограничитель величины подвода средства измерения,...
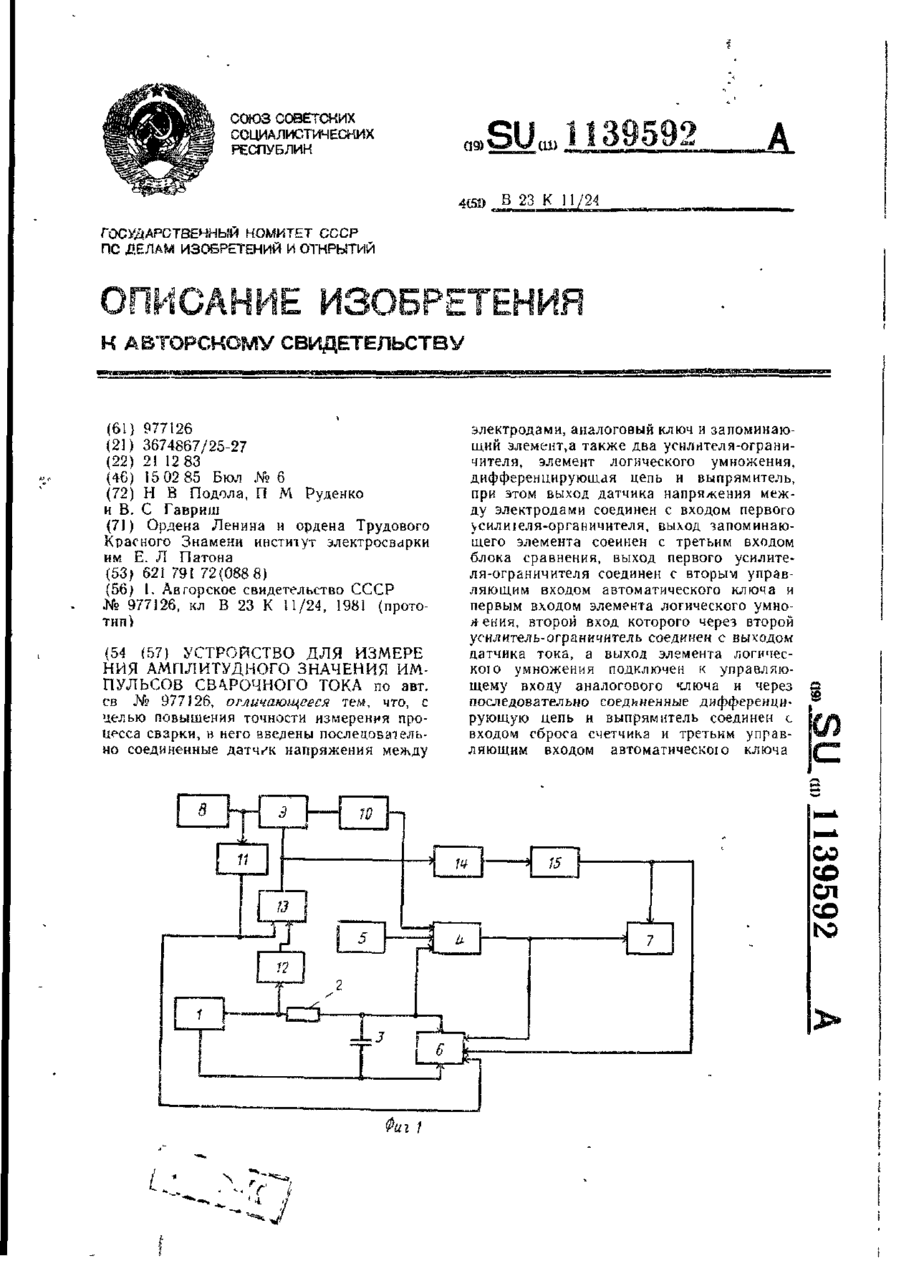
Пристрій для вимірювання амплітудного значення імпульсів зварювального струму
Номер патенту: 8463
Опубліковано: 30.09.1996
Автори: Гавриш Валерій Семенович, Руденко Петро Михайлович, Подола Микола Васильович
МПК: B23K 11/24
Мітки: вимірювання, амплітудного, імпульсів, пристрій, струму, зварювального, значення
Формула / Реферат:
Устройство для измерения амплитудного значения импульсов сварочного тока по авт. св. № 977126, отличающееся тем, что, с целью повышения точности измерения процесса сварки, в него введены последовательно соединенные датчик напряжения между электродами, аналоговый ключ и запоминающий элемент, а также два усилителя-ограничителя, элемент логического умножения, дифференцирующая цепь и выпрямитель, при этом выход датчика напряжения между...
Попередній патент: Пристрій для оптичних досліджень релаксаційних процесів у розчинах полімерів
Наступний патент: Ватметр прохідної потужності
Випадковий патент: Спосіб виробництва ароматичного настою