Стрижень для армування бетону та спосіб його виготовлення
Номер патенту: 19763
Опубліковано: 25.12.1997
Автори: Ткачук Сергій Федосійович, Карпанова Валерія Євгеновна, Авраменко Сонія Хабібуловна, Асланова Людміла Грігорьєвна, Коканов Інокентій Іванович, Левченко Олександр Леонідович, Недобор Любов Григоровна, Семченко Віталій Антонович, Євгєньєв Ігорь Євгєньєвіч
Формула / Реферат
1. Стержень для армирования бетона, выполненный из волокнистого наполнителя, скрепленного отвержденным полимерным связующим, отличающийся тем, что волокнистый наполнитель выполнен из пучка базальтовых нитей, а полимерное связующее образовано из эпоксидной смолы с отвердителем и ускорителем твердения при соотношении компонентов, вес.ч.:
2. Способ изготовления стержня для армирования бетона, включающий пропитку пучка базальтовых нитей эпоксидным связующим, формование поперечного профиля стержня и полимеризацию связующего в термокамере, отличающийся тем, что базальтовые нити предварительно подвергают термообработке в камере обжига при температуре 150-200°С, пропитку нитей связующим осуществляют в закрытой ванне при температуре 30-50°С, а отверждение стержня производят при прохождении его через восемь термокамер в режиме ступенчатого нагревания и охлаждения соответственно при температурах (°С): 78-82, 140-150, 158-162, 170-175, 178-180, 169-172, 133-140, 50-80.
3. Способ по п. 2, отличающийся тем, что формование поперечного профиля стержня осуществляют путем протягивания пропитанного связующим пучка нитей через отжимное устройство, через фильеру, установленную на выходе из пропиточной ванны, через вторую и третью фильеры, установленные после первой термокамеры до и после оплеточного устройства.
4. Способ по п. 3, отличающийся тем, что скорость протягивания стержня составляет 0,0075-0,0083 м/с, а время полимеризации 867-960 с.
Текст
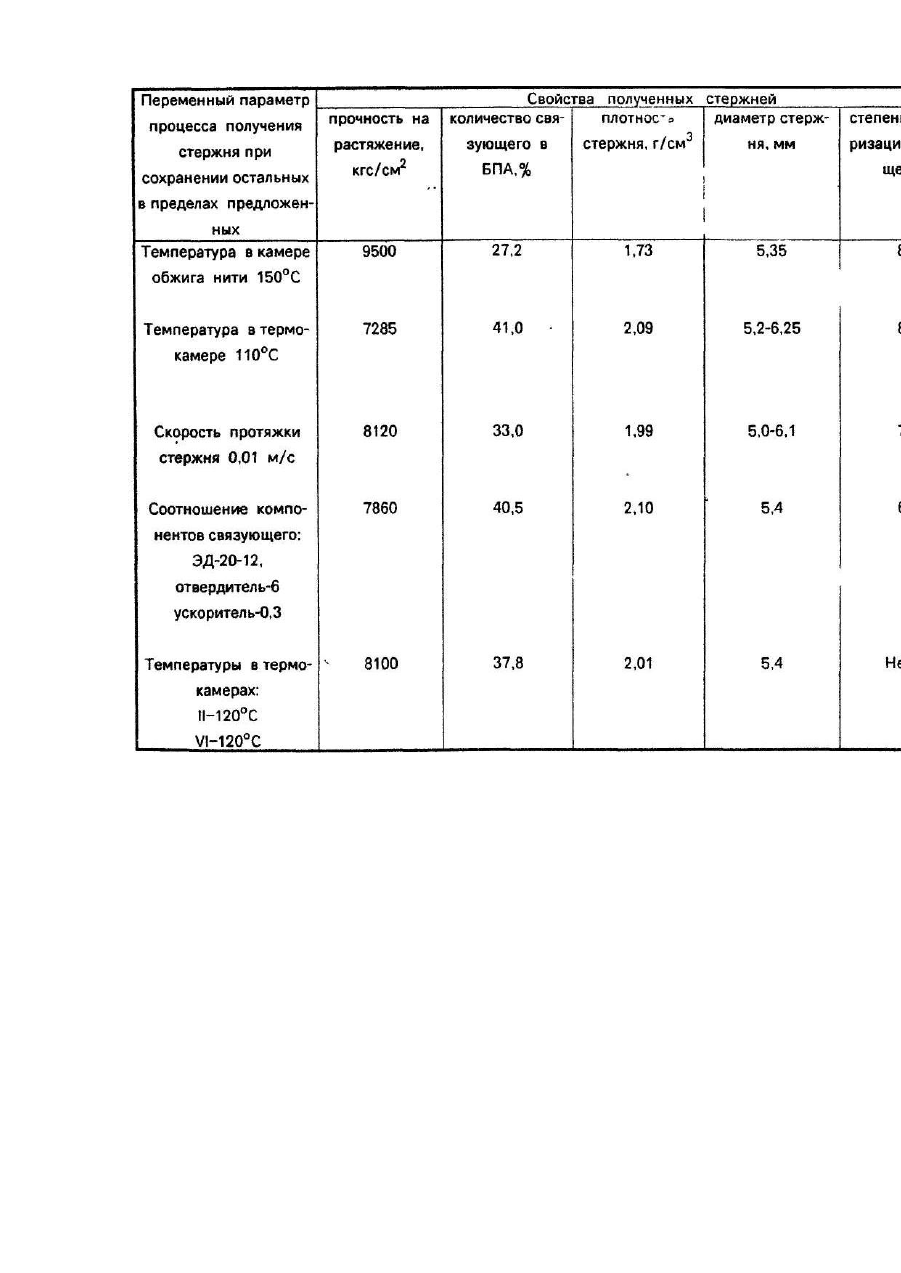
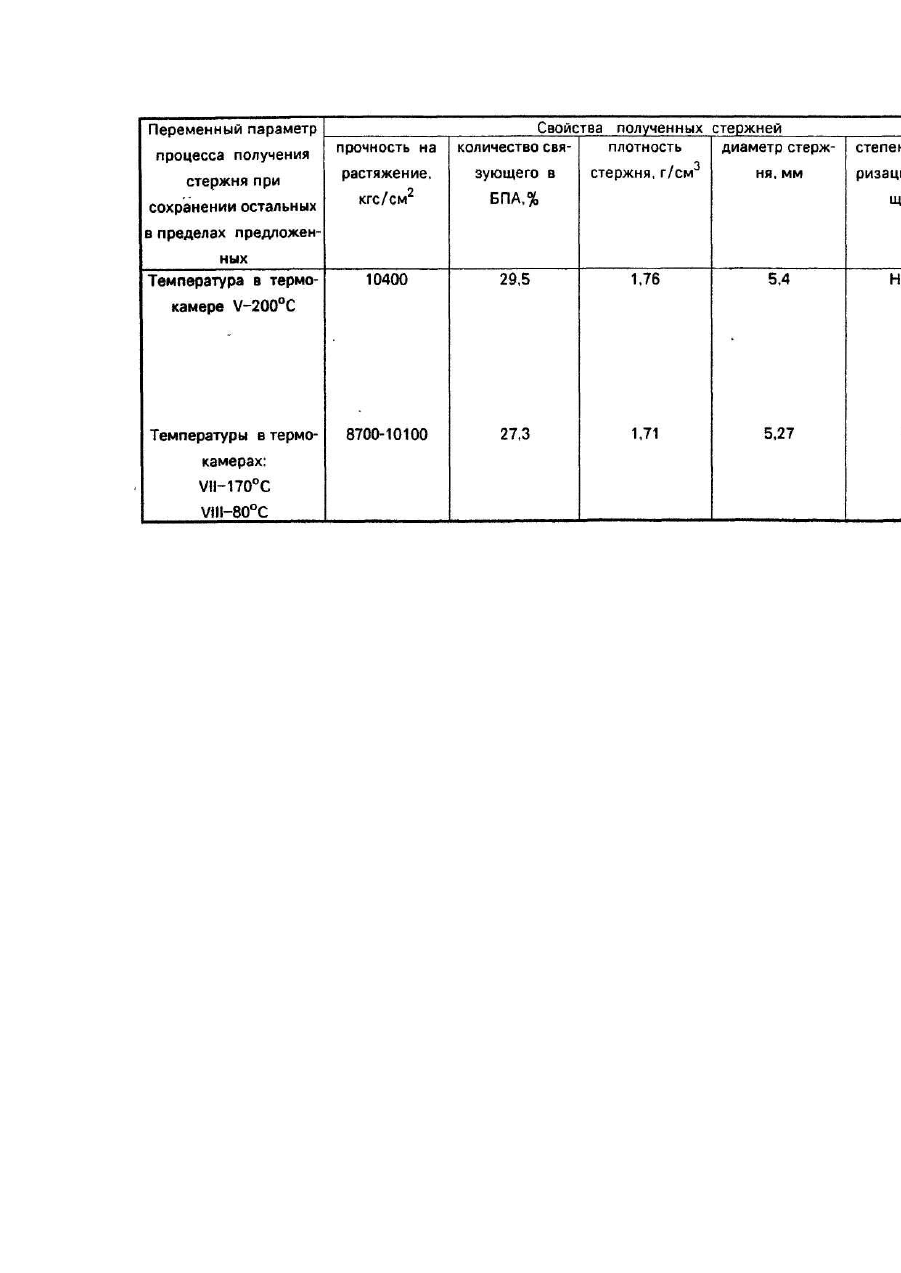
Изобретение относится к арматурным элементам для армирования бетонных строительных конструкций и может быть использовано в несущи х и ненесущи х сборных армированных бетонных конструкциях, как конструкционный материал для замены металлических и деревянных изделий. Цель изобретения - повышение кислото и щелочестойкости стержней для армирования бетона. Стержень для армирования бетона, изготовлен из волокнистого наполнителя, склеенного полимерным связующим, при этом волокнистый наполнитель выполнен из пучка базальтовых нитей, а полимерное связующее образовано из эпоксидной смолы с отвердителем и ускорителем твердения при соотношении компонентов, вес.ч.: При изготовлении стержней базальтовые нити предварительно подвергают термообработке в камере обжига при температуре 150-200°С, после чего нити пропитывают связующим в закрытой ванне при температуре 30-50°С, отверждение стержня производят при прохождении его через восемь термокамер в режиме ступенчатого нагревания и охлаждения соответственно при температурах (°С): 78-82; 140-150, 158162, 170-175, 178-180, 169-172, 133-140, 50-60. При этом формование поперечного профиля стержня осуществляют путем протягивания пропитанного связующим пучка нитей через отжимное устройство, через фильеру, установленную на выходе из пропиточной ванны, через вторую и третью фильеры, установленные после первой термокамеры до и после оплеточного устройства. Скорость протягивания стержня составляет 0,0075-0,0083 м/с, а время полимеризации 867-960 с. Характеристика получаемых стержней и способ их получения приведены в примере. Бобины с ровингом из базальтовых нитей устанавливают на этажерке. Для получения диаметра стержня 5-6мм и степени наполнения не менее 70-80% число бобин должно быть 113-116 шт. в зависимости от толщины отдельных нитей. Ро-винг натягивают и пропускают со скоростью 0,0075 м/с через камеру обжига при температуре 200°С, где происходит частичное удаление парафинового замасливателя. В пропиточную ванну дозируют 2,5 кг связующе го, в т. ч. 1,45 кг эпоксидной смолы ЭД-20, 0,98 кг изометилтетрагидрофталевого ангидрида и 0,06 кг ускорителя УП/606/2, тщательно перемешивают до равномерного распределения компонентов при температуре 30°С. Базальтовый ровинг пропускают через обогреваемую ванну, при этом следят за равномерным распределением связующего между базальтовым ровингом. На выходе из ванны нити пропускают через отжимное устройство, где снимается часть связующего и по лотку возвращается в пропиточную ванну. Далее пропитанные связующим нити направляют через фильеру в первую термокамеру, где поддерживают температуру 78°С. После первой термокамеры стержень пропускают через фильеру, оплеточное устройство и снова через фильеру. Оплетку осуществляют базальтовой ниткой с шагом оплетки 2-3 мм. Натяжение оплеточной нити регулируют с расчетом исключения пережатия стержня и обеспечения его заданного размера. На второй и третьей фильерах снимают остаточное избыточное связующее и стержень протягивают через вторую-восьмую термокамеры, поддерживая в каждой соответствующую температуру, °С: II-140, III-158, IV-170, V-180, Vl-169, VII-133, VIII-52. Время нахождения стержня в зоне нагревания - 960с. Характеристика физических и химических свойств полученного арматурного стержня из 3-х замеров следующая: Влияние отклонений режимов получения базальтопластиковых стержней, предложенных в те хническом решении, приведено в таблице. Как видно из данных, приведенных в примере и в таблице, выбранный композиционный состав стержня и способ получения обеспечивают значительно лучшие его характеристики (по сравнению с металлической арматурой) по плотности, прочности и другим характеристикам, приведенным выше. Изменение отдельных технологических режимов способа получения оказывает определенное влияние на свойства стержня и ухудшает его характеристики.
ДивитисяДодаткова інформація
Назва патенту англійськоюRod for reinforcement of concrete and method to make it
Автори англійськоюAvramenko Soniya Khabibulovna, Aslanova Liudmila Hrihorievna, Yevhieniev Ihor Yevhienievich, Karpanova Valeria Yevhenovna, Kokanov Inokentii Ivanovych, Levchenko Oleksandr Leonidovych, Nedobor Liubov Hryhorovna, Semchenko Vitalii Antonovych, Tkachuk Serhii Fedosiiovych
Назва патенту російськоюСтержень для армирования бетона и способ его изготовления
Автори російськоюАвраменко Сония Хабибуловна, Асланова Людмила Григорьевна, Евгеньев Игорь Евгеньевич, Карпанова Валерия Евгеньевна, Коканов Иннокентий Иванович, Левченко Александр Леонидович, Недобор Любовь Григорьевна, Семченко Виталий Антонович, Ткачук Сергей Федосеевич
МПК / Мітки
МПК: E04C 5/07
Мітки: стрижень, спосіб, бетону, армування, виготовлення
Код посилання
<a href="https://ua.patents.su/3-19763-strizhen-dlya-armuvannya-betonu-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Стрижень для армування бетону та спосіб його виготовлення</a>
Стержень для армування бетону та спосіб його виготовлення
Номер патенту: 1688
Опубліковано: 25.10.1994
Автори: Лобанов Юрій Павлович, Коканов Інокентій Іванович, Асланова Людмила Григоровна, Мучник Зоя Михайлівна, Дроздова Валентина Іванівна, Недобор Любов Григоровна, Семченко Віталій Антонович, Карпанова Валерія Євгенієвна, Авраменко Сонія Хабібулівна
МПК: E04C 5/07
Мітки: виготовлення, бетону, стержень, армування, спосіб
Формула / Реферат:
1. Стержень для армирования бетона, выполненный из волокнистого наполнителя, скрепленного отвержденным полимерным связующим, отличающийся тем, что, с целью повышения его щелочестойкости, волокнистый наполнитель выполнен из пучка базальтовых нитей, а полимерное связующее образовано из эпоксидной смолы с отвердителем и ускорителем твердения при соотношении компонентов, мас.ч.:базальтовые нити ...
Спосіб виготовлення стержня для армування бетону

Номер патенту: 15529
Опубліковано: 30.06.1997
Автори: Дроздова Валентина Іванівна, Недобор Любов Григорівна, Мучник Зоя Михайлівна, Авраменко Сонія Хабібулівна, Кондратенко Олександр Олексійович, Ткачук Сергій Феодосійович, Левченко Олександр Леонідович, Коканов Інокентій Іванович, Карпанова Валерія Євгенівна
МПК: E04C 5/07
Мітки: виготовлення, спосіб, стержня, армування, бетону
Формула / Реферат:
(57) Способ изготовления стержня для армирования бетона, включающий термообработку базальтового ровинга при температуре150-200°С, его пропитку в закрытой ванне композицией на основе эпоксидно-диановой смолы при температуре 30-50°С, формование профиля через отжимное устройство и фильеру, установленные после пропиточной ванны, а также через две дополнительные фильеры и оплеточное устройство, отверждение стержня путем пропускания его через...
Сировинна суміш декоративного бетону для виготовлення виробів та спосіб їх виготовлення
Номер патенту: 8061
Опубліковано: 26.12.1995
Автори: Тищенко Іван Іванович, Сланевський Сергій Ільїч, Мартинов Володимир Іванович, Мусіяка Євгенія Миколаївна
МПК: C04B 14/00, C04B 28/18
Мітки: декоративного, бетону, виробів, спосіб, сировинна, суміш, виготовлення
Формула / Реферат:
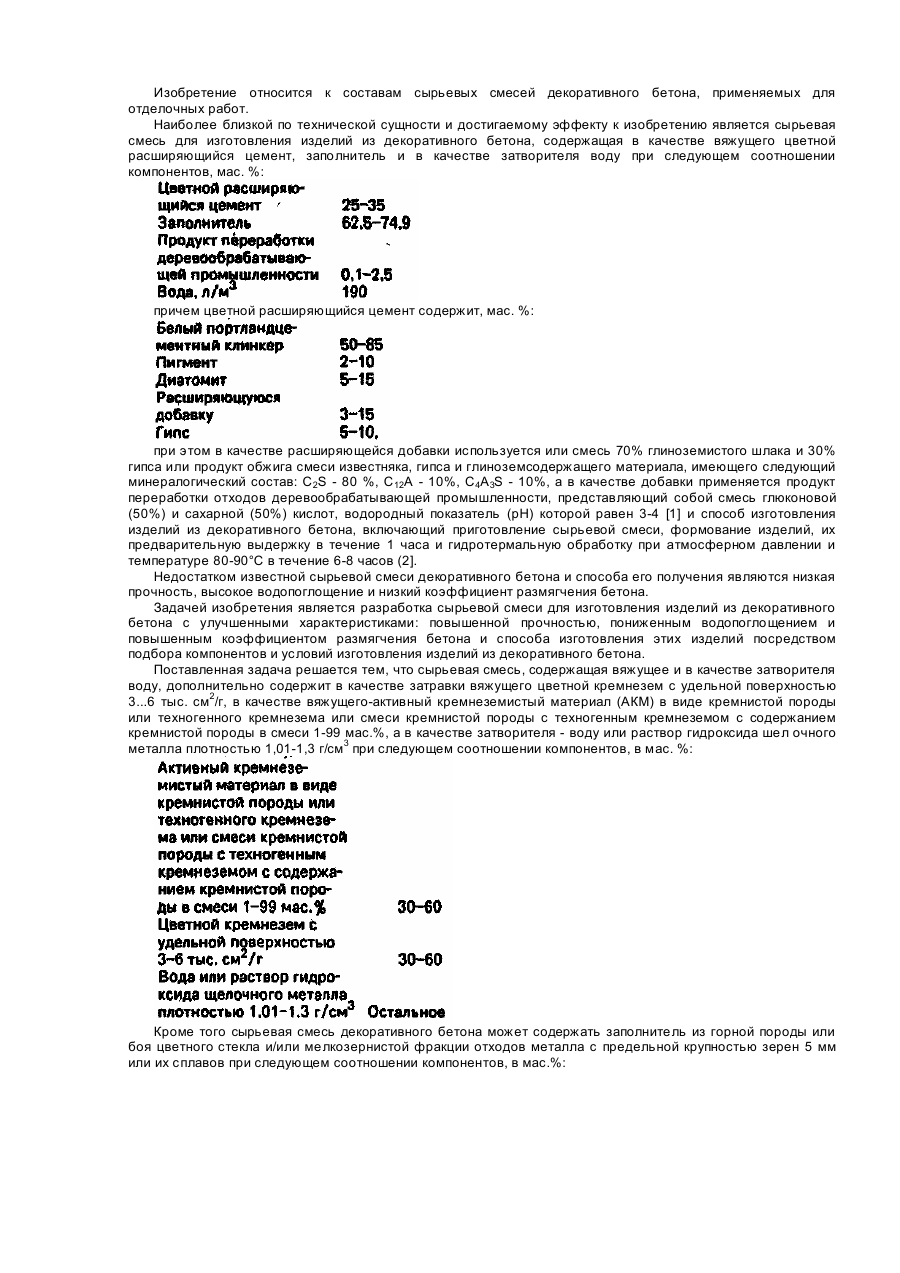
1. Сырьевая смесь декоративного бетона для изготовления изделий, содержащая вяжущее и затворитель, отличающаяся тем, что она дополнительно содержит затравку вяжущего - цветной кремнезем с удельной поверхностью 3-6 тыс. см2/г в качестве вяжущего - активный кремнеземистый материал в виде кремнистой породы или техногенного кремнезема или смеси кремнистой породы с тех-ногенным кремнеземом при содержании кремнистой породы в смеси 1-99 мас.%, а в...
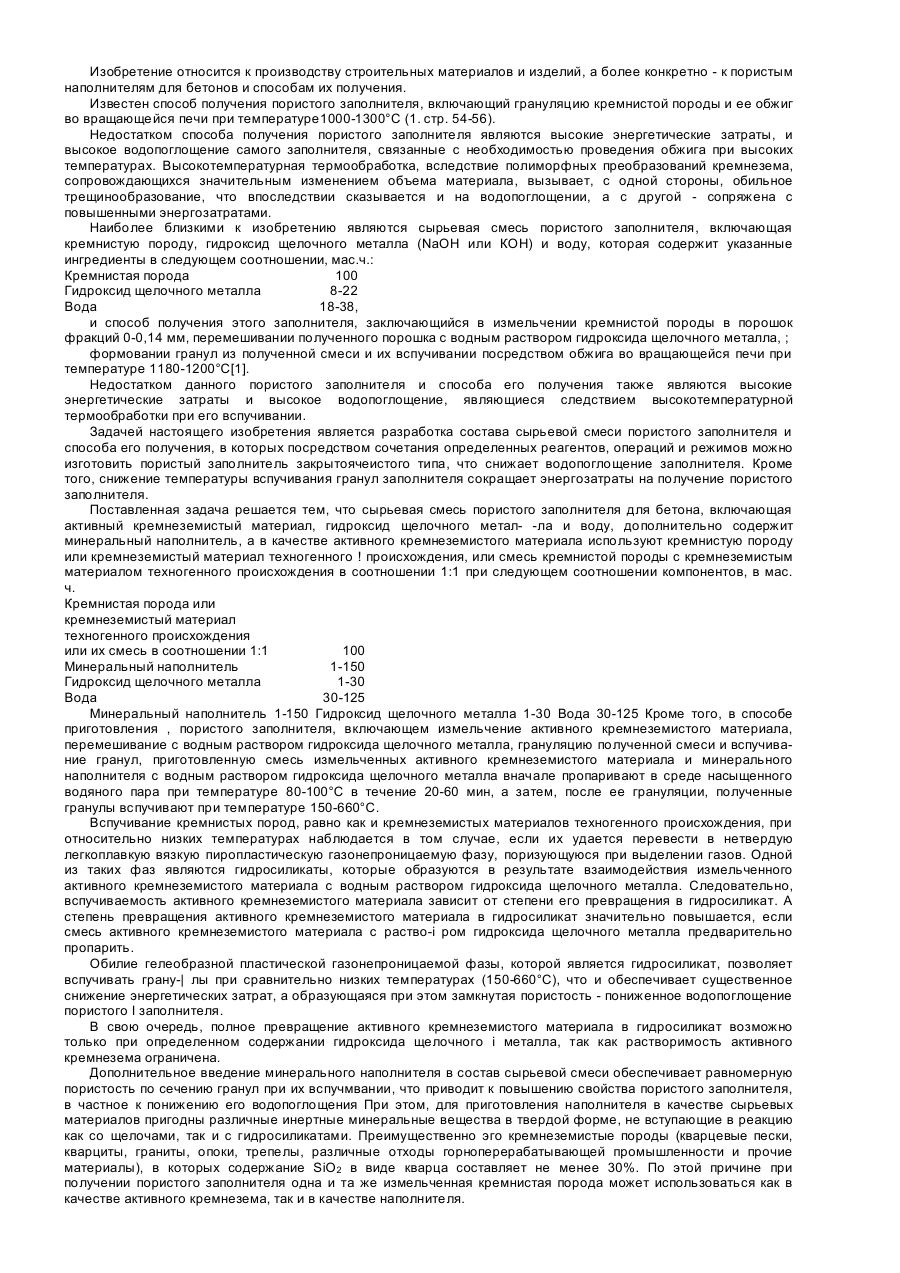
Сировинна суміш пористого заповнювача для бетону та спосіб його одержання
Номер патенту: 3802
Опубліковано: 27.12.1994
Автори: Мартинов Володимир Іванович, Сланевський Сергій Ілліч
МПК: C04B 14/04, C04B 22/06, C04B 38/06
Мітки: суміш, заповнювача, пористого, сировинна, бетону, одержання, спосіб
Формула / Реферат:
1. Сырьевая смесь пористого запопнителя для бетона, включающая активный кремнеземистый материал, гидроксидщелочно; о металла и воду, отличающаяся тем, что она дополнительно содержит минеральный наполнитель, а в качестве активного кремнеземистого материала - кремнистую породу или кремнеземистый материал техногенного происхождения, или смесь кремнистой породы с кремнеземистым материалом техногенного происхождения в соотношении 1:1 при следующем...
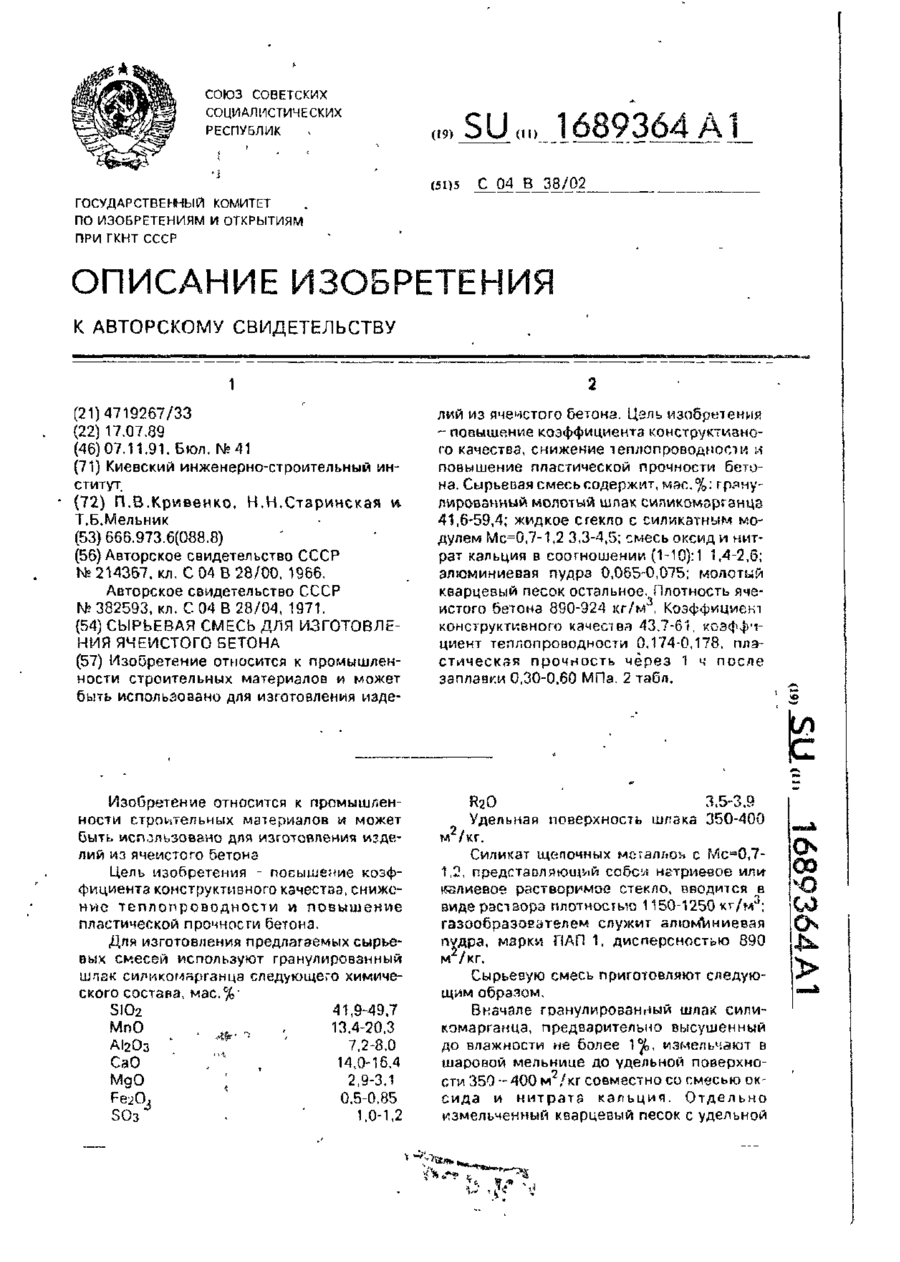
Сировинна суміш для виготовлення ніздрюватого бетону
Номер патенту: 11396
Опубліковано: 25.12.1996
Автори: Кривенко Павло Васильович, Мельник Тамара Борисівна, Старинська Надія Муріевна
МПК: C04B 38/02
Мітки: сировинна, суміш, бетону, виготовлення, ніздрюватого
Формула / Реферат:
Сырьевая смесь для изготовления ячеистого бетона, включающая шлаковый компонент, жидкое стекло, кальцийсодержащий компонент и алюминиевую пудру, отличающаяся тем, что, с целью повышения коэффициента конструктивного качества снижения теплопроводности и повышения пластической прочности, она содержит в качестве шлакового компонента гранулированный молотый шлак силикомарганца, жидкое стекло с силикатным модулем Мс = 0,7-1,2 в качестве...
Попередній патент: Пристрій для управління трифазним мостовим інвертором
Наступний патент: Свердлильний патрон
Випадковий патент: Гідравлічний привод грейферного ковша з приводним гвинтовим якорем