Стержень для армування бетону та спосіб його виготовлення
Формула / Реферат
1. Стержень для армирования бетона, выполненный из волокнистого наполнителя, скрепленного отвержденным полимерным связующим, отличающийся тем, что, с целью повышения его щелочестойкости, волокнистый наполнитель выполнен из пучка базальтовых нитей, а полимерное связующее образовано из эпоксидной смолы с отвердителем и ускорителем твердения при соотношении компонентов, мас.ч.:
базальтовые нити 40,5—69,2
эпоксидная смола ЭД-20 8,5—9,7
отвердитель-полиметилен
полифенилполиамин 7,3—8,1
ускоритель УП-606/2 0,11—0,13.
2. Способ изготовления стержня для армирования бетона, включающий пропитку пучка базальтовых нитей эпоксидным связующим, формование поперечного профиля стержня и полимеризацию связующего в термокамерах, отличающийся тем, что, с целью повышения щелочестойкости стержня, базальтовые нити предварительно подвергают термообработке в камере обжига при 150—200 °C, пропитку нитей связующим осуществляют в закрытой ванне, при 30—50 °C, а отверждение стержня производят при прохождении его через восемь термокамер в режиме ступенчатого нагревания и охлаждения соответственно при температурах, °С:75—85; 125—130; 130—135; 135—145; 150—160; 155—165; 122—138; 30—50.
3. Способ по п. 1, отличающийся тем, что формование поперечного профиля стержня осуществляют путем протягивания пропитанного связующим пучка нитей через отжимное устройство, через фильеру, установленную на выходе из пропиточной ванны, через вторую и третью фильеру, установленные после первой термокамеры до и после оплеточного устройства.
4. Способ по п. 3, отличающийся тем, что скорость протягивания стержня составляет 0,0048— 0,0052 м/с, а время полимеризации 1385—1500 с.
Текст
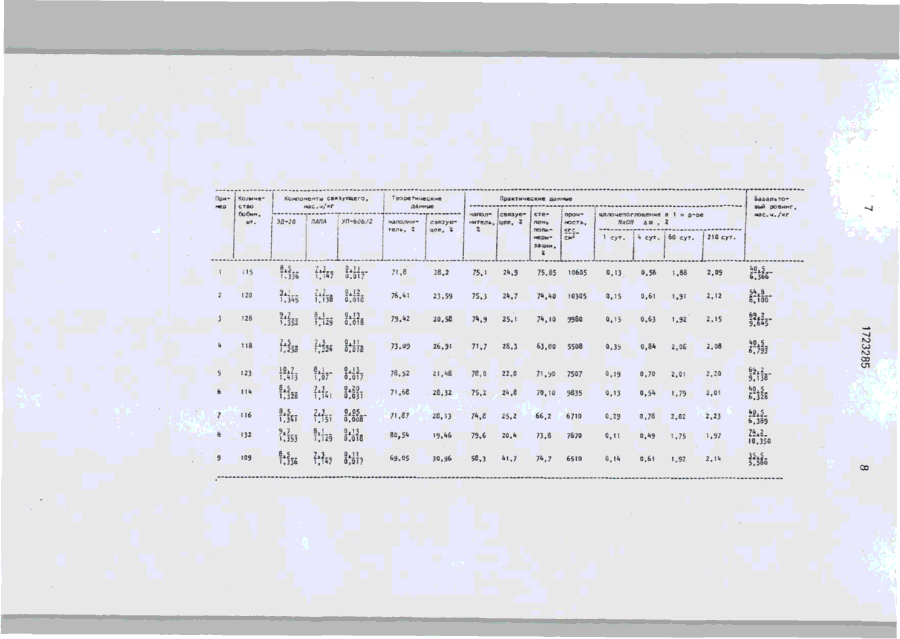
Изобретение относится к арматурным элементам для армирования бетонных строительных конструкций и позволяет повысить их щелочестойкость. Стержень изготовлен из волокнистого наполнителя в виде пучка базальтовых нитей, скрепленных полимерным связующим из эпоксидной смолы с отвердителем и ускорителем твердения при соотношении компонентов, мас.ч.: базальтовые нити 40,5-59,2; эпоксидная смола ЭД-20 8,5-9,7; отвердитель полиметиленполифенилполиамин 7,3-8.1; ускоритель УП-606/2 0,11 0,13. При изготовлении стержня базальтовые нити предварительно подвергают термообработке при 150-200°С, пропитку нитей связующим осуществляют при 30-50°С, а отверждение стержня производят при прохождении его через восемь термокамер в режиме ступенчатого нагревания и охлаждения. Формование поперечного профиля стержня осуществляют путем протягивания пропитанного связующим пучка нитей через отжимное устройство и через три фильеры. Скорость протягивания стержня составляет 0,0048-0,0052 м/с, а время полимеризации 1385-1500 с. 2 с. и 2 з.п.ф-лы, 1 табл. Изобретение относится к арматурным элементам для армирования строительных бетонных конструкций и может быть использовано в несущих сборных армированных бетонных конструкциях, как конструкционный материал для замены металлических и деревянных изделий. Цель изобретения - повышение щелочестойкости. В стержне для армирования бетона, изготовленного из волокнистого наполнителя, скрепленного полимерным связующим, волокнистый наполнитель выполнен из пучка базальтовых нитей, а полимерное связующее образовано из эпоксидной смолы с отвердителем и ускорителем твердения при соотношении компонентов, мас.ч.: Базальтовые нити 40,5-69,2 Эпоксидная смола ЭД-20 8,5-9,7 Отвердитель:полиметиленполифенилполиамин 7,3-8,1 Ускоритель УП-606/2 0,11-0,13 В способе изготовления стержня для армирования бетона, включающем пропитку пучка базальтовых нитей эпоксидным связующим, формование поперечного профиля стержня и полимеризацию связующего в термокамерах, базальтовые нити предварительно подвергают термообработке в камере обжига при 150-200°С, пропитку нитей связующим осуществляют в закрытой ванне при 30-50°С, а отверждение стержня производят при прохождении его через восемьтермокамер в режиме ступенчатого на С ю со ю сю ел 1723285 грееания и охлаждения соответственно при Диаметр стержня 5,2 мм Плотность 1,8550 г/см 3 температурах,°С: 75-85, 125-130, 130-135, Количество связующего 24,9% 135-145, 150-160, 155-165. 122-138,30-50. Количество наполнителя 75,1% При этом формование поперечного проСтепень полимеризации 75,85% филя стержня осуществляют путем протяги- 5 вания пропитанного связующим пучка Водопоглощение при комнитей через отжимное устройство, через натной температуре фильеру, установленную на выходе из прочерез 1 сут 0,37% 2 мес питочной ванны, через вторую и третью 1,21% Водопоглощение при фильеры, установленные после первой тер- 10 100°С мокамеры до и после оплеточного устройстчерез 1 ч 0,50% ва. Скорость протягивания стержня 6ч составляет 0,00480,0052 м/с, а время пол0,84% имеризации 1385- 1500 с. Предел прочности на Характеристика получаемых стержней 15 растяжение 10605 кгс/см по данному техническому решению и споЩелочепоглощение при 25°С соб их получения приведены в примерах. через 1 сут 0,13% П р и м е р 1. Бобины с базальтовым 4 сут 0,56% роеингом устанавливают на этажерке. Для 60 сут 1,88% получения диаметра стержня 5-6 мм и сте- 20 210 сут 2,09%. пени наполнения не менее 70-80% число П р и м е р 2. Изменяют массовое соотбобин должно быть 113-116 шт. в зависимоношение базальтового ровинга и компоненсти от толщины отдельных нитей. Ровинг тов связующего в пределах и за пределами натягивают и пропускают со скоростью выбранных в заявке величин. Условия тер0,0048 м/с через камеру обжига при 150°С, 25 мостатирования ровинга, приготовления и где происходит частичное удаление парафинанесения связующего и формирования нового замасливателя. В пропиточную ванстержня те же, что и в примере 1. Полученну дозируют 2,5 кг связующего, в т,ч. 1,336 ные расчеты и экспериментальные данные кг ЭД-20, 1,147 кг полиметиленполифенилсведены в таблицу. полиамина (ПАПА) и 0,017 кгускорителя УП- 30 Анализ свойств полученных образцов 606/2, тщательно перемешивают до показывают, что при уменьшении количестравномерного распределения компонентов ва эпоксидной смолы при увеличении колипри 30°С. Базальтовый ровинг пропускают чества отвердителя ПАПА наблюдается через обогреваемую ванну со связующим, увеличение остаточного незаполимеризопри этом следят за его равномерным рас- 35 ванного связующего в стержне, в результапределением между нитями На выходеиз те последний на выходе из протяжного вянны ровинг пропускают через отжимное механизма липнет к рукам, ухудшаются его устройство, где снимается часть связующепрочностные характеристики и стойкость в го и по лотку возвращается в пропиточную агрессивных средах (пример 4). При увеливанну. Далее пропитанные связующим нити 4.0 чении количества эпоксидной смолы в свянаправляют через фильеру в первую термозующем наблюдается также снижение камеру, где поддерживают температуру степени полимеризации: стержень липнет, 85°С, затем стержень пропускают через прочность уменьшается (пример 5), вторую фильеру, оплеточное устройство и Увеличение или уменьшение количестснова через третью фильеру. Оплетку осуще- 45 ва ускорителя УП-606/2 вызывает нарушествляют базальтовой ниткой с шагом оплетки ние скорости полимеризации, что 2-3 мм. Натяжение оплеточной нити регулисказывается на снижении степени полимеруют с расчетом исключения пережатия стерризации и прочностных характеристик стержня и обеспечения его заданного размера. жня (пример 6,7). На второй и третьей фильерах снимают Увеличение содержания базальтового остаточное избыточное связующее и стер- 50 ровинга приводит к снижению содержания жень протягивают через вторую - восьмую связующего в стержне, что неминуемо снитермокамеры поддерживая в каждой соотжает прочность арматуры (пример 8). Уменьветствующую температуру, °С: 11-125 IIIшение наполнения волокном ведет к 130, IV-135 V-150. VI-155. VII-122, VIII 30 увеличению содержания связующего и соотВремя нахождения стержня в зоне на- 55 ветственно к снижению прочности стержня грева 1500 с. (пример 9). Следует отметить, что в формиХарактеристики физических и химичеровании базальтоплэстикового стержня и ских свойств полученных арматурных стерего свойств участвует несколько факторов, в жней из трех замеров приведены ниже1 т ч. соотношение компонентов, температу 1723285 pa подготовки связующего, его нанесения, скорости протяжки ровинга. температур в термокамерах и т.д. Изменение любого из них сказывается на свойствах арматуры. Более сложная зависимость наблюдается при изменении двух-трех параметров одновременно. Варьируя эти параметры, можно значительно расширить те или иные свойства стержней. Приведенные данные получены экспериментальным путем. Формула изобретения 1. Стержень для армирования бетона, выполненный из волокнистого наполнителя, скрепленного отвержденным полимерным связующим, о т л и ч а ю щ и й с я тем, что, с целью повышения его щелочестойкости, волокнистый наполнитель выполнен из пучка базальтовых нитей, а полимерноесвязующее образовано из эпоксидной смолы с отвердителем и ускорителем твердения при соотношении компонентов, мас.ч.: Базальтовые нити 40,5-69,2 Эпоксидная смола ЭД-20 8,5-9,7 Отвердитель-полиметилен полифенил полиамин 7,3-8,1 Ускоритель УП-606/2 0,11-0,13 2. Способ изготовления стержня для армирования бетона, включающий пропитку пучка базальтовых нитей эпоксидным связующим, формование поперечного профиля стержня и полимеризацию связующего в термокамерах, о т л и ч а ю щ и й с я тем, что, 5 с целью повышения щелочестойкости стержня, базальтовые нити предварительно подвергают термообработке в камере обжига при 150-200°С, пропитку нитей связующим осуществляют в закрытой ванне, при 10 30-50°С, а отверждение стержня производят при прохождении его через восемь термокамер в режиме ступенчатого нагревания и охлаждения соответственно при температурах, °С: 75-85; 125-130; 130-135; 135-145; 15 150-160; 155-165; 122-138; 30-50. 3. Способ по п.1. о т л и ч а ю щ и й с я тем, что формование поперечного профиля стержня осуществляют путем протягивания 20 пропитанного связующим пучка нитей через отжимное устройство, через фильеру. установленную на выходе из пропиточной ванны, через вторую и третью фильеру, установленные после первой термокамеры до 25 и после оплеточного устройства. 4. Способ по п.З, о т л и ч а ю щ и й с я тем, что скорость протягивания стержня составляет 0,0048-0,0052 м/с, а время полимеризации 1385-1500 с. 30 Пример Количество бобин, ІИТ. КонгкЭненты ев я зуаве го, мас.і/кг ЭД-20 пдпд уп-боь/: j Теоретические [ данные і j наполниj тель, ї і 1 il5 2 120 Зі' 3 128 2Л__ 4 118 5 123 6 П4 7 116 Ь 132 9 109 '.336 ZJ 1,147 Ні-. J 0,0!? свяэуощее, X г Практические дан иые па по л- связуоиитель. цее, % степень полн
ДивитисяДодаткова інформація
Назва патенту англійськоюRod for concrete reinforcing and method to produce it
Автори англійськоюAvramenko Sonia Khabibulivna, Aslanova Liudmyla Hryhorivna, Drozdova Valentyna Ivanivna, Karpanova Valeria Yevhenivna, Kokanov Inokentii Ivanovych, Lobanov Yurii Pavlovych, Muchnyk Zoia Mykhailivna, Nedobor Liubov Hryhorovna, Semchenko Vitalii Antonovych
Назва патенту російськоюСтержень для армирования бетона и способ его изготовления
Автори російськоюАвраменко Соня Хабибуловна, Асланова Людмила Григорьевна, Дроздова Валентина Ивановна, Карпанова Валерия Евгениевна, Коканов Иннокентий Иванович, Лобанов Юрий Павлович, Мучник Зоя Михайловна, Недобор Любовь Григорьевна, Семченко Виталий Антонович
МПК / Мітки
МПК: E04C 5/07
Мітки: бетону, виготовлення, армування, спосіб, стержень
Код посилання
<a href="https://ua.patents.su/6-1688-sterzhen-dlya-armuvannya-betonu-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Стержень для армування бетону та спосіб його виготовлення</a>
Спосіб виготовлення багатошарових трубчастих виробів
Номер патенту: 747
Опубліковано: 15.12.1993
Автори: Шлапацька Валентина Василівна, Краснюк Наталія Євгенівна, Сидоренко Анатолій Михайлович
МПК: B31C 1/00, B29C 53/00, B29C 71/00
Мітки: виготовлення, виробів, багатошарових, трубчастих, спосіб
Формула / Реферат:
Способ изготовления многослойних трубчатых изделий, включающий намотку на оправку внутреннего и внешнего слоев из стекловолок-нистого наполнителя, пропитанного термореактивным связующим, с расположением между ними среднего слоя изделия и отверждение связующего, отличающийся тем, что, с целью повышения гидростатической прочности изделия, уменьшения его водопоглощения и расширения технологических возможностей способа, в качестве...
Арматурний стержень періодичного профілю
Номер патенту: 743
Опубліковано: 15.12.1993
Автори: Бондаренко Валерій Іванович, Морозенко Вадим Ничіпорович, Коцюба Олександр Іванович, Пірогов Віталій Олександрович, Сорокін Володимир Анатолійович, Должанський Анатолій Михайлович, Белик Володимир Іванович, Буравльов Ігор Борисович, Добров Ігор В'ячеславович
МПК: E04C 5/01
Мітки: профілю, стержень, арматурний, періодичного
Формула / Реферат:
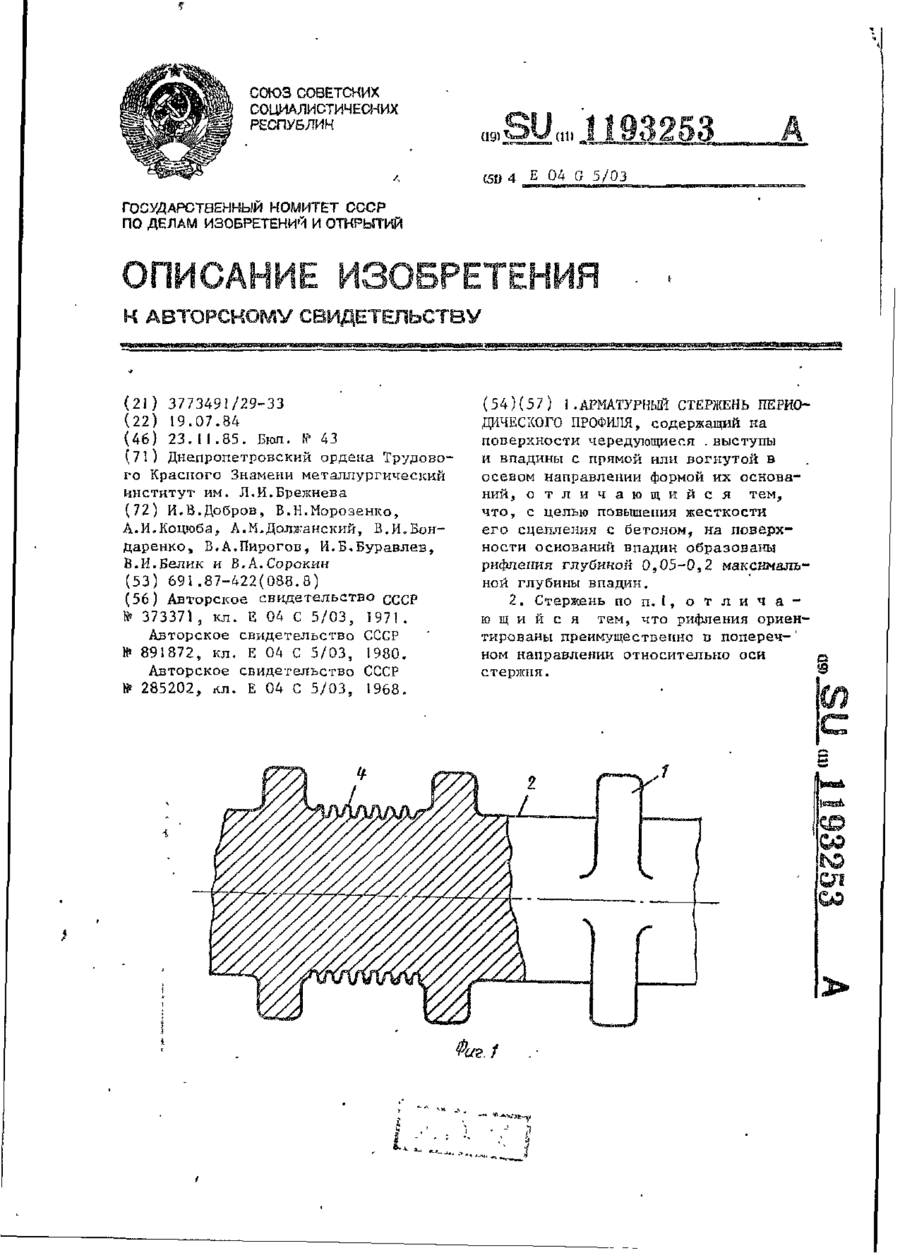
(57) 1. АРМАТУРНЫЙ СТЕРЖЕНЬ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ, содержащий на поверхности чередующиеся выступы и впадины с прямой или вогнутой в осевом направлении формой их оснований, отличающийся тем, что, с целью повышения жесткости его сцепления с бетоном, на поверхности оснований впадин образованы рифления глубиной 0,05-0,2 максимальной глубины впадин.2. Стержень по п.1, отличающийся тем, что рифления ориентированы преимущественно в...
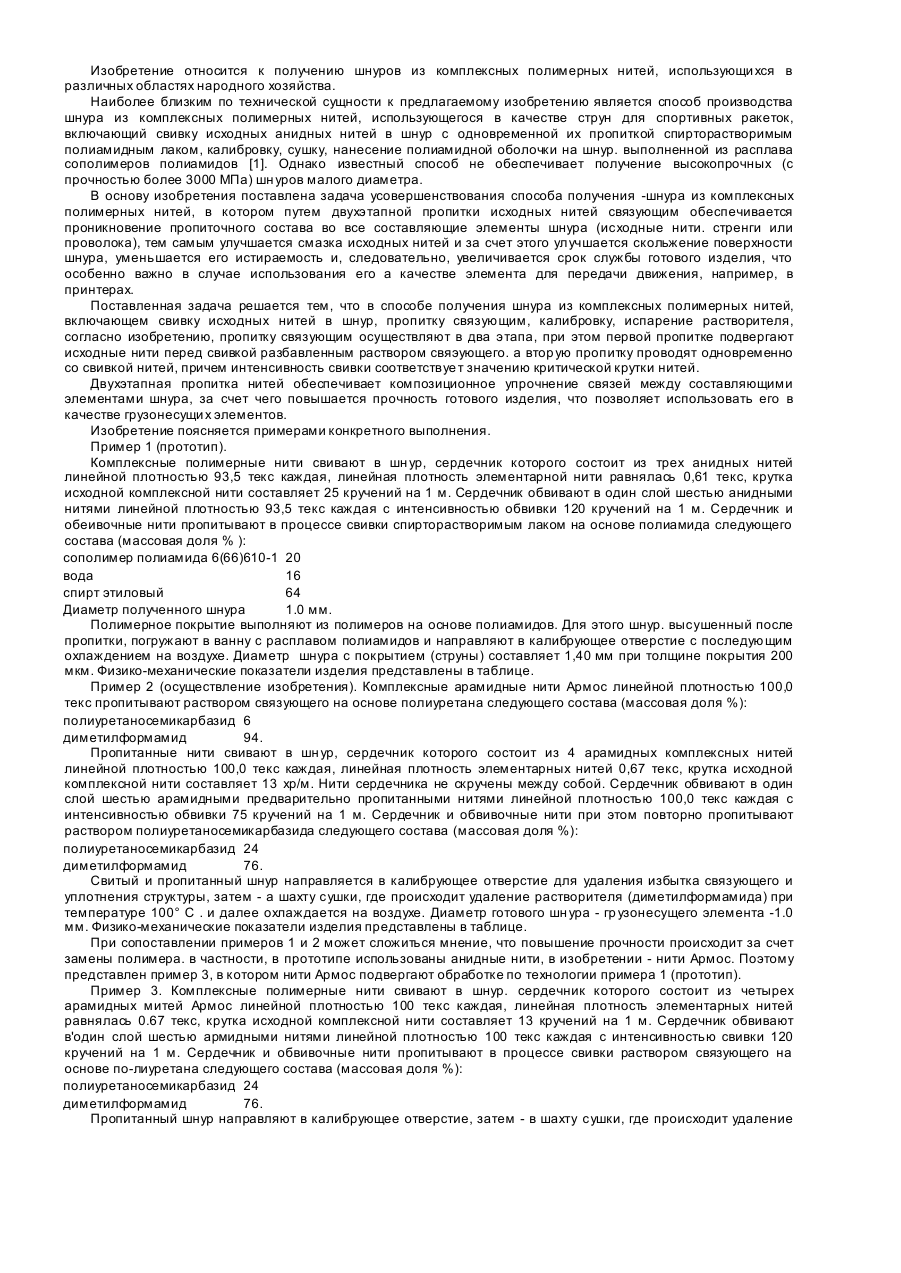
Спосіб одержання шнура з комплексних полімерних ниток
Номер патенту: 1187
Опубліковано: 30.12.1993
Автори: Носов Михайло Павлович, Смирнова Віра Олександрівна, Вагін Микола Іванович
МПК: D02G 3/38
Мітки: шнура, одержання, полімерних, комплексних, ниток, спосіб
Формула / Реферат:
Способ получения шнура из комплексных полимерных нитей, характеризующийся свивкой исходных нитей в шнур, пропиткой связующим, калибровкой, испарением растворителя, отличающийся тем, что пропитку связующим осуществляют в два этапа, при этом первой пропитке подвергают исходные нити перед свивкой разбавленным раствором связующего, а вторую пропитку проводят одновременно со свивкой нитей, причем интенсивность свивки соответствует значению...
Одинарний кулірний трикотаж та спосіб його виготовлення
Номер патенту: 1138
Опубліковано: 30.12.1993
Автори: Масленніков Юрій Іванович, Драх Фаїна Михайлівна
МПК: D04B 1/14
Мітки: кулірний, спосіб, трикотаж, одинарний, виготовлення
Формула / Реферат:
Формула изобретения1. Одинарный кулирный трикотаж, содержащий расположенные между петельными столбиками грунта нити основы, размещенные вдоль петельных рядов между остовами петель и нитями основы уточные нити и футерные нити, охватывающие протяжки петель и уточные нити с лицевой стороны трикотажа, а нити основы — с изнаночной, отличающийся тем, что, с целью повышения качества, протяжки петель грунта охватывают нити основы с изнаночной...
Газоутворювач для пористого бетону та спосіб його одержання
Номер патенту: 1006
Опубліковано: 30.12.1993
Автори: Андреєва Ірина Анатоліївна, Сушко Валерій Олександрович, Миронюк Іван Федорович
МПК: C04B 38/02
Мітки: спосіб, пористого, одержання, бетону, газоутворювач
Текст:
...як це показано на фіг. 2. Заслінка має два засоби фіксації кришки у корпусі. Вони розташовані співвісно напроти один одного на верхній та нижній частинах кришки та корпусу (фіг. 1). Кожний засіб фіксації виконаний у вигляді сферичного виступу 5, виготовленого на торцевій поверхні кришки. А у корпусі є отвір для заходу туди сферичного виступу. Біля кожного отвору виконані по два обмежувачі 6 ходу кришки у середину корпусу (фіг. 3). Зверху...
Попередній патент: Колесо рейкового транспортного засобу
Наступний патент: Система розподілу повітря в автомобілі
Випадковий патент: Сигарета з фільтром із джгута з вугіллям