Спосіб виготовлення контактного сталеалюмінієвого проводу
Номер патенту: 19777
Опубліковано: 15.12.2006
Автори: Самойленко Анатолій Кирилович, Могилін Геннадій Леонтійович, Денисенко Валерій Григорович, Руденко Володимир Максимович, Малишев Лев Миколайович
Формула / Реферат
1. Спосіб виготовлення контактного сталеалюмінієвого проводу, що включає накладення на сердечник на алюмінієвому пресі кільцевого шару алюмінію, що випресований, за допомогою технологічного інструмента у вигляді матриці та дорна, що має принаймні одну конусну робочу поверхню, охолодження водою і намотування на приймальний барабан, який відрізняється тим, що сталевий сердечник виконують із одного сталевого дроту, при цьому дорн має робочу поверхню у вигляді двох конусних поверхонь, що сполучаються, причому кут конуса з боку головки проводу більший, ніж гострий кут конуса з боку основи проводу, а охолодження проводу водою проводять на відстані, не меншій 1,5 м від зони пресування алюмінію.
2. Спосіб за п. 1, який відрізняється тим, що сталевий сердечник з одного сталевого дроту попередньо перед накладенням алюмінію пропускають через правильний пристрій.
3. Спосіб за п. 1, який відрізняється тим, що кут конуса дорна з боку основи проводу дорівнює 45°, а кут конуса дорна з боку головки проводу залежить від зсуву сталевого сердечника по осі симетрії до основи проводу і становить не більше 60°.
Текст
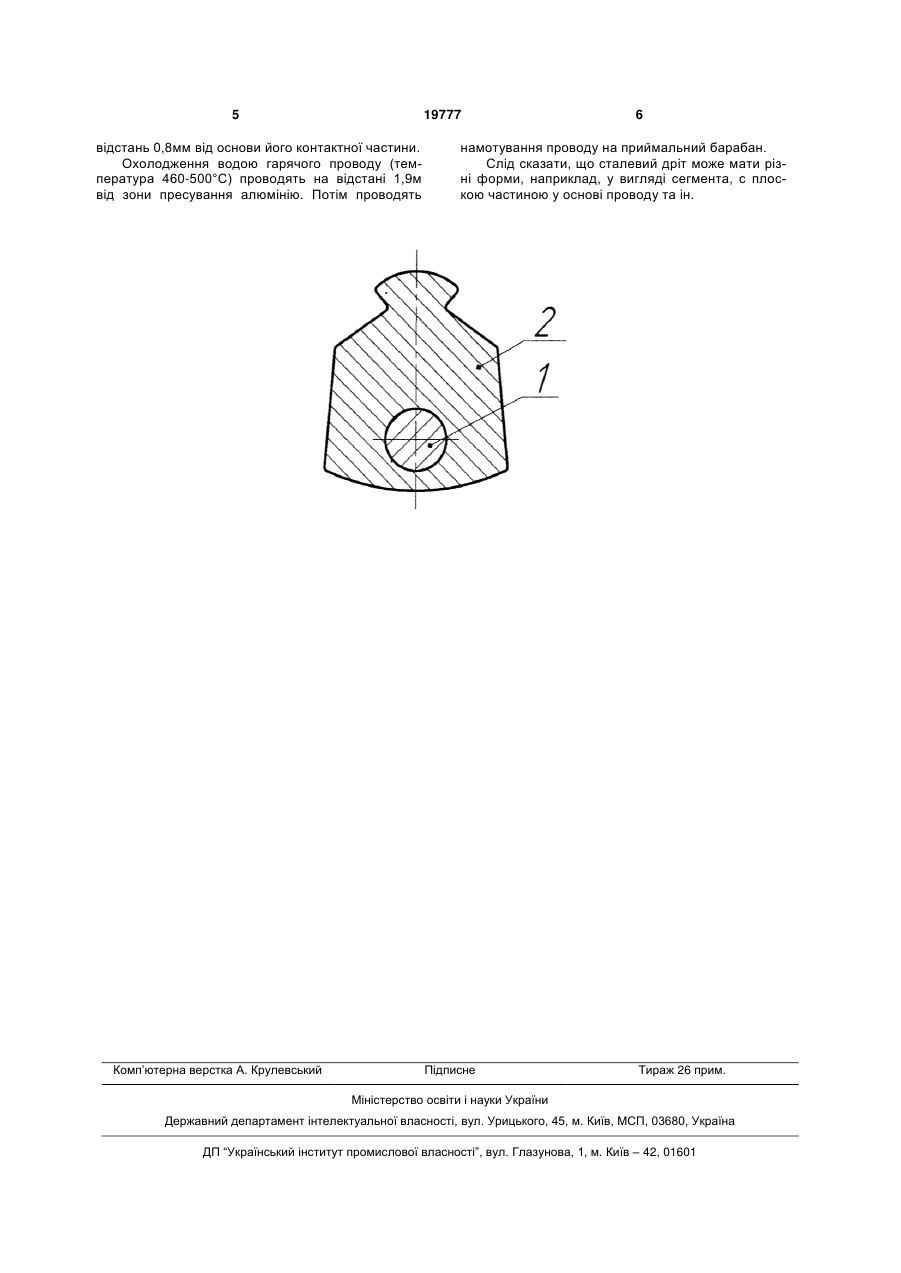
1. Спосіб виготовлення контактного сталеалюмінієвого проводу, що включає накладення на сердечник на алюмінієвому пресі кільцевого шару алюмінію, що випресований, за допомогою технологічного інструмента у вигляді матриці та дорна, що має принаймні одну конусну робочу поверхню, охолодження водою і намотування на приймаль 3 лів 70°С. Потім роблять намотування кабелю на приймальний барабан [«Производство кабелей и проводов». Под редакцией Н.И. Белоруссова и И.Б. Пешкова. М. Энергоатомиздат. 1981г. Глава 11.7. Технология прессования алюминиевых оболочек. Стор. 479- 485]. Недоліком способу є те, що кабель (провод) відразу після інструмента: дорна й матриці попадає в душируючий пристрій, у результаті чого відбувається розшарування сердечника й випресованого алюмінію, що зменшує розривну міцність проводу й збільшує втрати. Крім того, за допомогою дорна з однією робочою конусною поверхнею неможливо накласти на сталевий сердечник складний алюмінієвий профіль із різними товщинами стінок. В основу дійсної корисної моделі поставлене завдання створити такий спосіб виготовлення проводу контактного сталеалюмінієвого, у якому нове виконання операцій, нова їхня сукупність, новий технологічний інструмент, новий температурний режим дозволили б виготовити провід складного профілю, підвищити стійкість проводу до навантажень, що розтягують, зменшити електричний опір проводу й втрати. Поставлене завдання вирішується тим, що по способі виготовлення проводу контактного сталеалюмінієвого, що включає накладення на сердечник на алюмінієвому пресі кільцевого шару алюмінію, що випресований, за допомогою технологічного інструмента у вигляді матриці й дорна, що має, принаймні, одну конусну робочу поверхню, охолодження водою і намотування на приймальний барабан, відповідно до корисної моделі сталевий сердечник виконують із одного сталевого дроту, при цьому дорн має робочу поверхню у вигляді двох конусних поверхонь, що сполучаються, причому кут конуса з боку головки проводу більший, ніж гострий кут конуса з боку основи проводу, а охолодження проводу водою проводять на відстані, не менший 1,5м від зони пресування алюмінію. Переваги пропонованого способу полягають у тім, що, завдяки виконанню сталевого сердечника з одного сталевого дроту, при цьому дорн має робочу поверхню у вигляді двох конусних поверхонь, що сполучаються, причому кут конуса з боку головки проводу більше, ніж гострий кут конуса з боку основи проводу, сталева частина щільно обтиснута суцільним шаром алюмінієвої частини, у результаті чого забезпечується надійний електричний контакт по всій довжині проводу. У місцях деформації й у процесі експлуатації відсутнє розшарування, що зменшує втрати й підвищує надійність проводу. У процесі тривалої експлуатації відсутнє проникнення кисню, шкідливих газів і речовин, а також вологи до сталевого сердечника, у результаті чого відсутня корозія, що підвищує термін служби проводу. Завдяки тому, що охолодження водою гарячого проводу проводять на відстані, не меншій 1,5м від зони пресування алюмінію, відбувається фактично зрощування сталевого сердечника з алюмінієвим профілем, що випресований, на молекулярному рівні, тобто відбувається дифузія двох 19777 4 металів: сталі й алюмінію, що підвищує стійкість проводу до навантажень, що розтягують, зменшує перехідний опір на їхній границі й знижує втрати. Пропонований спосіб дозволяє виготовляти провід більшими будівельними довжинами. Крім того, пресована алюмінієва частина проводу є більше зносостійкої, чим лита. Сталевий сердечник з одного сталевого дроту попередньо перед накладенням алюмінію можуть пропускати через правильний пристрій, що поліпшує якість накладення алюмінію на сталевий дріт, крім розшарування. Кут конуса дорна з боку основи проводу може дорівнювати 45°, а кут конуса дорна з боку головки проводу залежить від зсуву сталевого сердечника по осі симетрії до основи проводу й може становити не більше 60°, у результаті чого сталевий сердечник щільно обтиснутий суцільним шаром алюмінієвої частини, забезпечуючи надійний електричний контакт по всій довжині проводу. У проводі сталевий сердечник зміщений по осі симетрії алюмінієвого профілю від основи його контактної частини, що значно знижує електричні втрати в порівнянні із найближчим аналогом, тому що при зношуванні алюмінієвої частини в нижньої струмоз'ємної частини проводу знімання струму виробляється одночасно як зі сталевої центральної частини, так і з алюмінієвих частин, що перебувають із боків. Пропонований спосіб схематично проілюстрований на фігурі, де показаний в поперечному перерізі провід контактний сталеалюмінієвий. На фігурі показано: 1 - сталевий сердечник, 2 - струмопровідна частина з алюмінію. Провід контактний сталеалюмінієвий складається зі сталевої частини 1 і струмопровідної частини 2 з алюмінієвого профілю, з'єднаних разом й утримуючих головку, шийку й основу контактної частини, яка виконана по радіусі. У проводі сталева частина виконана у вигляді сердечника 1 з одного сталевого дроту, безпосередньо охопленої суцільним шаром алюмінію, що випресований, причому згаданий сердечник зміщений по осі симетрії алюмінієвого профілю 2 до основи його контактної частини. Приклад. Спосіб виготовлення контактного сталеалюмінієвого проводу полягає в наступному. Провід контактний сталеалюмінієвий (Фіг.) перетином 180/28мм2 складається зі сталевого сердечника 1 у вигляді сталевого круглого дроту, низько углеродистого, термічно не обробленого, другого класу, підвищеної точності за ГОСТ 3282, діаметром 6мм. Сталевий сердечник 1 з одного сталевого дроту попередньо перед накладенням алюмінію пропускають через правильний пристрій. Поверх сталевого дроту 1 на алюмінієвому пресі випресовують суцільний шар алюмінію марки А7 за допомогою технологічного інструмента: матриці й дорна, що має дві конусні робочі, що сполучаються, поверхні. Причому кут конуса дорна з боку основи проводу дорівнює 45°, а кут конуса дорна з боку головки проводу залежить від зсуву сталевого сердечника по осі симетрії до основи проводу й становить 59°. При цьому сталевий сердечник 1 зміщений по осі симетрії алюмінієвого профілю 2 на 5 19777 відстань 0,8мм від основи його контактної частини. Охолодження водою гарячого проводу (температура 460-500°С) проводять на відстані 1,9м від зони пресування алюмінію. Потім проводять Комп’ютерна верстка А. Крулевський 6 намотування проводу на приймальний барабан. Слід сказати, що сталевий дріт може мати різні форми, наприклад, у вигляді сегмента, с плоскою частиною у основі проводу та ін. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing contact steel-aluminium wire
Автори англійськоюDenysenko Valerii Hryhorovych, Malyshev Lev Mykolaiovych, Samoilenko Anatolii Kyrylovych, Rudenko Volodymyr Maksymovych
Назва патенту російськоюСпособ изготовления контактного сталеалюминиевого провода
Автори російськоюДенисенко Валерий Григорьевич, Малышев Лев Николаевич, Самойленко Анатолий Кириллович, Руденко Владимир Максимович
МПК / Мітки
МПК: H01B 7/00, H01R 43/00
Мітки: сталеалюмінієвого, виготовлення, спосіб, контактного, проводу
Код посилання
<a href="https://ua.patents.su/3-19777-sposib-vigotovlennya-kontaktnogo-stalealyuminiehvogo-provodu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення контактного сталеалюмінієвого проводу</a>
Спосіб виготовлення проводу, переважно сталеалюмінієвого
Номер патенту: 19775
Опубліковано: 15.12.2006
Автори: Денисенко Валерій Григорович, Малишев Лев Миколайович, Руденко Володимир Максимович, Самойленко Анатолій Кирилович, Могилін Геннадій Леонтійович
МПК: H01B 7/00, H01R 43/00
Мітки: виготовлення, сталеалюмінієвого, проводу, переважно, спосіб
Формула / Реферат:
1. Спосіб виготовлення проводу, переважно сталеалюмінієвого, що включає накладання на сердечник на алюмінієвому пресі кільцевого шару алюмінію, що випресований, охолодження водою й намотування на приймальний барабан, який відрізняється тим, що сталевий сердечник виконують із одного сталевого круглого дроту або скручують із декількох дротів, а охолодження водою проводять на відстані не менше 1,5 м від зони пресування алюмінію.2. Спосіб...
Спосіб виготовлення і зміцнення контактного проводу
Номер патенту: 13909
Опубліковано: 17.04.2006
Автори: Барановський Денис Миколайович, Ауліна Тетяна Миколаївна, Аулін Віктор Васильович, Барановська Мар'яна Юріївна
МПК: B21F 21/00
Мітки: зміцнення, виготовлення, спосіб, контактного, проводу
Формула / Реферат:
Спосіб виготовлення і зміцнення контактного проводу, що включає безперервне лиття, прокатку катанки і термообробку, який відрізняється тим, що поверхню тертя контактного проводу опромінюють концентрованими потоками енергії, наприклад, лазерним випромінюванням.
Струновий затискач кріплення до контактного проводу
Номер патенту: 10962
Опубліковано: 15.12.2005
Автори: Барановська Мар'яна Юріївна, Аулін Віктор Васильович, Кузнєцов Валерій Геннадійович, Ауліна Тетяна Миколаївна, Барановський Денис Миколайович
МПК: H01R 11/00
Мітки: кріплення, струновий, проводу, контактного, затискач
Формула / Реферат:
Струновий затискач кріплення до контактного проводу, який складається з двох з'єднувальних деталей, що стягуються болтом з гайкою, який відрізняється тим, що він виконаний з дроту, вигнутого у вигляді кільця, яке переходить у форму, подібну до поперечного контуру кріпильної частини контактного проводу, а далі кінці дроту зігнуті так, що лежать у канавках вздовж контактного проводу та фіксатора, який натискається на кінці дроту.
Провід сталеалюмінієвий
Номер патенту: 19776
Опубліковано: 15.12.2006
Автори: Могилін Геннадій Леонтійович, Малишев Лев Миколайович, Руденко Володимир Максимович, Денисенко Валерій Григорович, Самойленко Анатолій Кирилович
МПК: H01B 7/00, H01R 43/00
Мітки: провід, сталеалюмінієвий
Формула / Реферат:
1. Провід сталеалюмінієвий, що містить сталевий сердечник й струмопровідну частину з алюмінію, який відрізняється тим, що сталевий сердечник виконаний з одного сталевого круглого дроту або багатодротовим і безпосередньо охоплений суцільним кільцевим шаром алюмінію, що випресований.2. Провід за п.1, який відрізняється тим, що кільцевий шар алюмінію, що випресований, виконаний концентричним щодо сталевого сердечника.
Спосіб підвищення фізико-механічних властивостей контактного проводу
Номер патенту: 13908
Опубліковано: 17.04.2006
Автори: Ауліна Тетяна Миколаївна, Барановський Денис Миколайович, Аулін Віктор Васильович, Барановська Мар'яна Юріївна
МПК: B21F 21/00
Мітки: фізико-механічних, контактного, проводу, підвищення, спосіб, властивостей
Формула / Реферат:
Спосіб підвищення фізико-механічних властивостей контактного проводу, що включає його нагартування, який відрізняється тим, що після виготовлення контактного проводу два поздовжні жолобки, які призначені для захоплення його головки затискачами, зміцнюють концентрованими потоками енергії, наприклад, лазерним випромінюванням.
Попередній патент: Провід сталеалюмінієвий
Наступний патент: Провід контактний сталеалюмінієвий
Випадковий патент: Спосіб відбору бугаїв-плідників за спермопродуктивністю