Спосіб визначення оптимальної товщини стінки чавунної ливарної форми
Номер патенту: 19799
Опубліковано: 25.12.1997
Автори: Кузнєцов Сергій Вікторович, Абрамов Віктор Валеріанович
Формула / Реферат
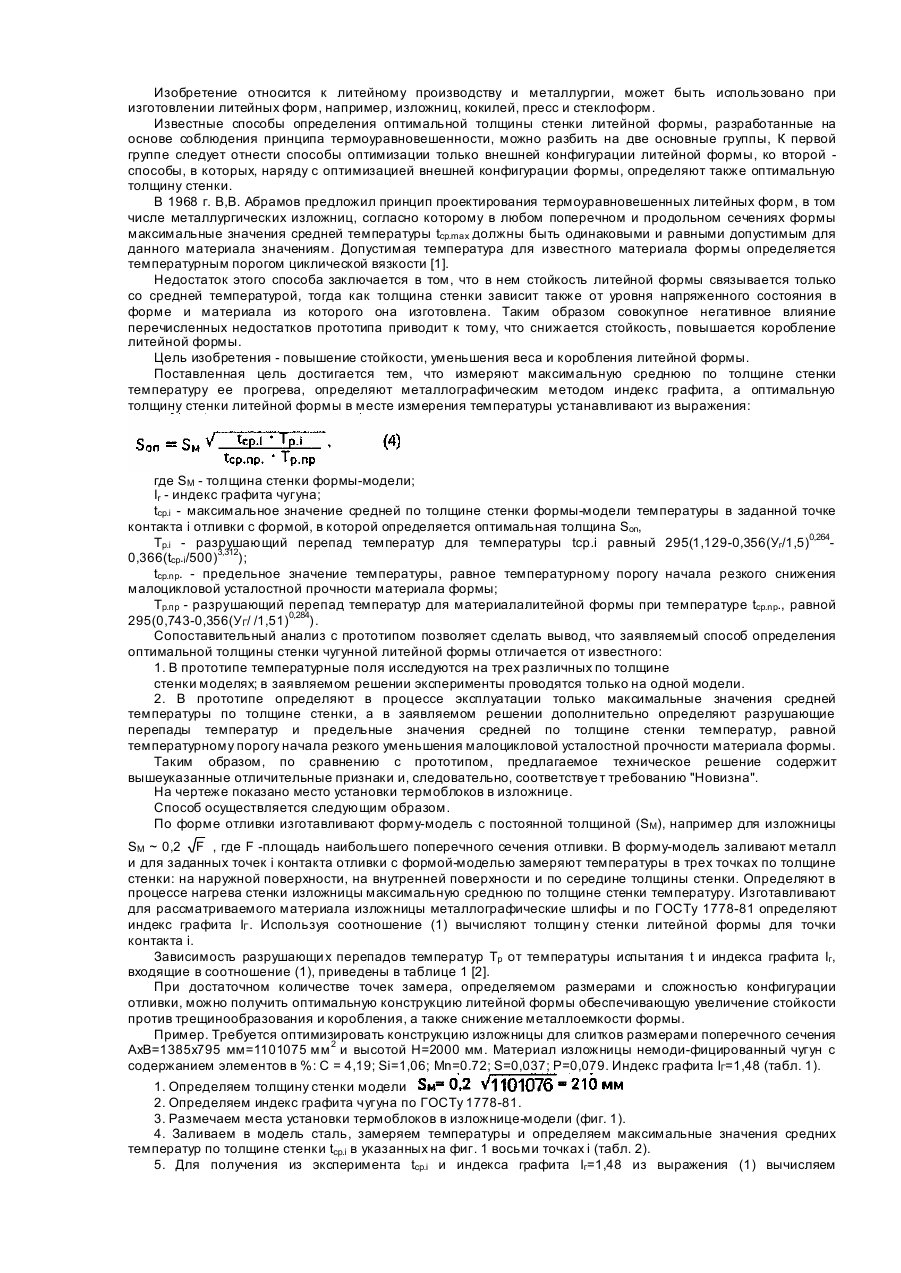
Способ определения оптимальной толщины стенки чугунной литейной формы, включающий изготовление формы модели с одинаковой толщиной стенок и с заданными размерами, и формой поперечного сечения полости, заливку металла в форму-модель, замер температур и определение оптимальной толщины стенки литейной формы, отличающийся тем, что измеряют максимальную среднюю по толщине стенки температуру ее прогрева, определяют металлографическим методом индекс графита, а оптимальную толщину стенки литейной формы в месте измерения температуры устанавливают из выражения
где Sоп - оптимальная толщина стенки проектируемой литейной формы;
Sм - толщина стенки формы-модели;
Ir - индекс графита чугуна;
tcp.i - максимальное значение средней по толщине стенки формы модели температуры в заданной точке контакта і отливки с формой, в которой определяется оптимальная толщина Soni;
Тр і - разрушающий перепад температур для температуры tcp і равный 295[1,129-0.356(Уч/1,5)a284-0.363(tcP I/500)3'312]:
tcp.пp. - предельное значение температуры, равное температурному порогу начала резкого снижения малоцикловой усталостной прочности материала формы;
Тр.пр. - разрушающий перепад температур для материала литейной формы при температуре tcp.np.. равный 295[0,743- 0,356(Уч/ /1,51 )0,284].
Текст
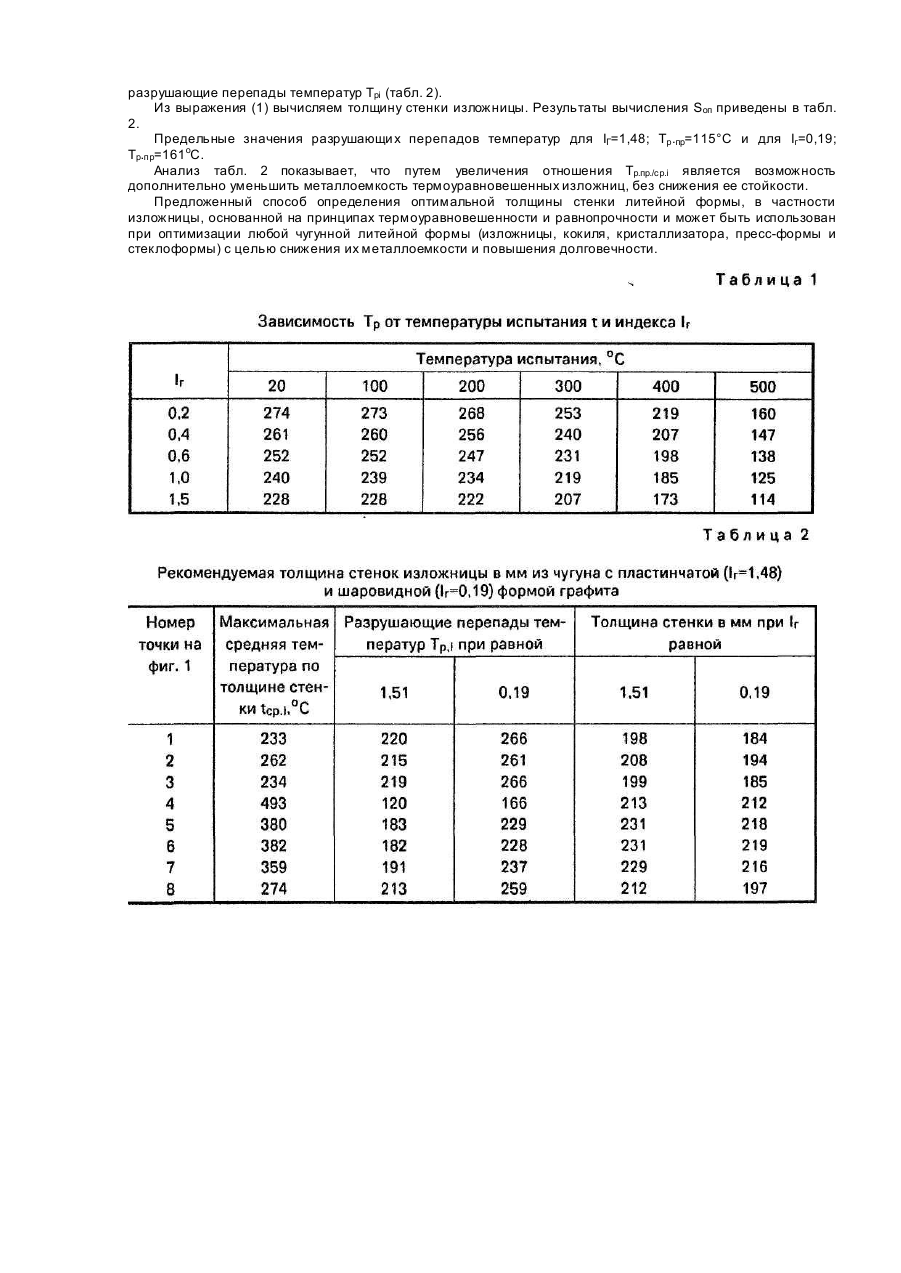
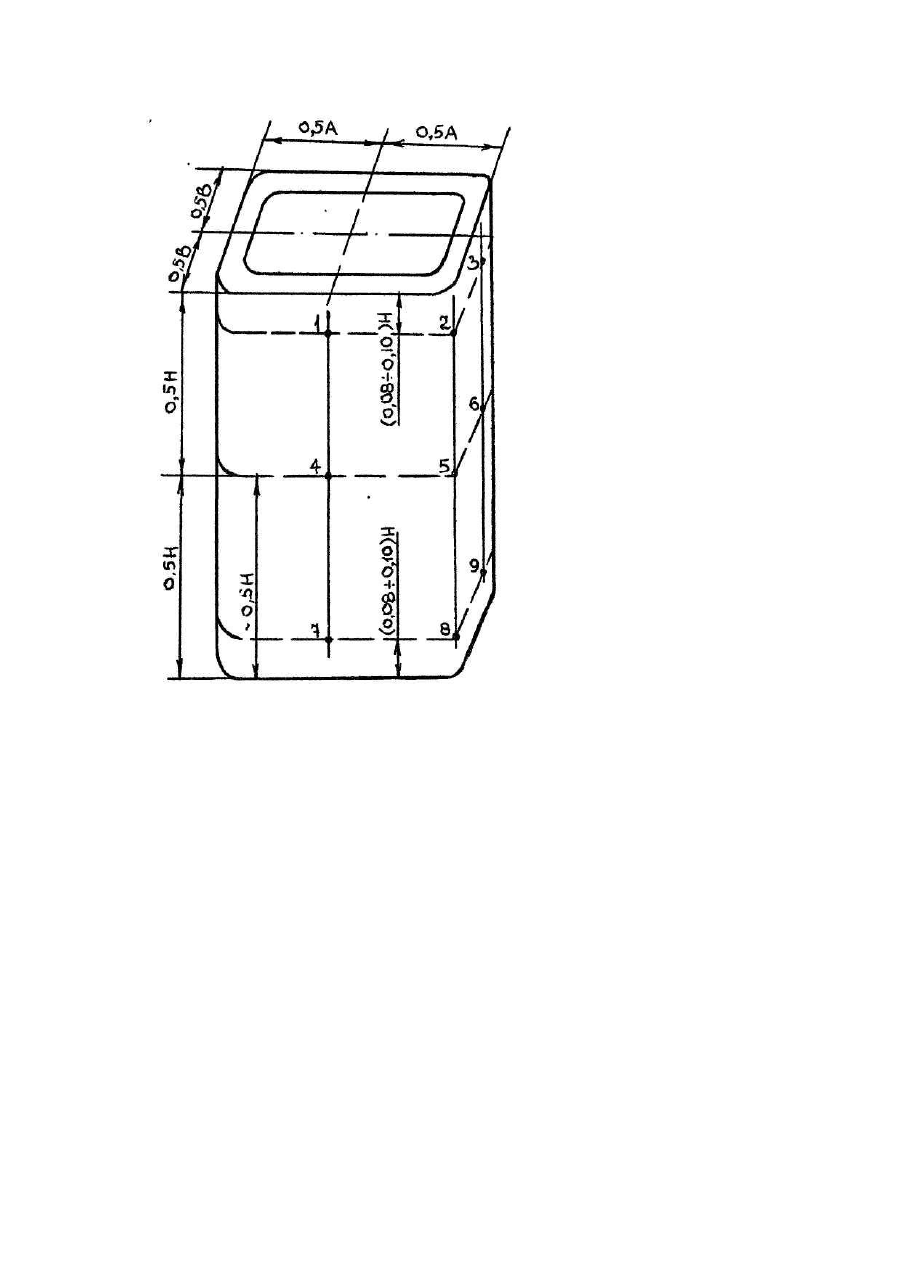
Изобретение относится к литейному производству и металлургии, может быть использовано при изготовлении литейных форм, например, изложниц, кокилей, пресс и стеклоформ. Известные способы определения оптимальной толщины стенки литейной формы, разработанные на основе соблюдения принципа термоуравновешенности, можно разбить на две основные группы, К первой группе следует отнести способы оптимизации только внешней конфигурации литейной формы, ко второй способы, в которых, наряду с оптимизацией внешней конфигурации формы, определяют также оптимальную толщину стенки. В 1968 г. В,В. Абрамов предложил принцип проектирования термоуравновешенных литейных форм, в том числе металлургических изложниц, согласно которому в любом поперечном и продольном сечениях формы максимальные значения средней температуры tcp.max должны быть одинаковыми и равными допустимым для данного материала значениям. Допустимая температура для известного материала формы определяется температурным порогом циклической вязкости [1]. Недостаток этого способа заключается в том, что в нем стойкость литейной формы связывается только со средней температурой, тогда как толщина стенки зависит также от уровня напряженного состояния в форме и материала из которого она изготовлена. Таким образом совокупное негативное влияние перечисленных недостатков прототипа приводит к тому, что снижается стойкость, повышается коробление литейной формы. Цель изобретения - повышение стойкости, уменьшения веса и коробления литейной формы. Поставленная цель достигается тем, что измеряют максимальную среднюю по толщине стенки температуру ее прогрева, определяют металлографическим методом индекс графита, а оптимальную толщину стенки литейной формы в месте измерения температуры устанавливают из выражения: где SM - толщина стенки формы-модели; Ir - индекс графита чугуна; tcp.i - максимальное значение средней по толщине стенки формы-модели температуры в заданной точке контакта і отливки с формой, в которой определяется оптимальная толщина Son, Tp.i - разрушающий перепад температур для температуры tcp.i равный 295(1,129-0,356(Уг/1,5)0,2640,366(tcр.i/500)3,312); tcp.np. - предельное значение температуры, равное температурному порогу начала резкого снижения малоцикловой усталостной прочности материала формы; Тр.пр - разрушающий перепад температур для материалалитейной формы при температуре tcp.np., равной 295(0,743-0,356(У Г/ /1,51)0,284). Сопоставительный анализ с прототипом позволяет сделать вывод, что заявляемый способ определения оптимальной толщины стенки чугунной литейной формы отличается от известного: 1. В прототипе температурные поля исследуются на трех различных по толщине стенки моделях; в заявляемом решении эксперименты проводятся только на одной модели. 2. В прототипе определяют в процессе эксплуатации только максимальные значения средней температуры по толщине стенки, а в заявляемом решении дополнительно определяют разрушающие перепады температур и предельные значения средней по толщине стенки температур, равной температурному порогу начала резкого уменьшения малоцикловой усталостной прочности материала формы. Таким образом, по сравнению с прототипом, предлагаемое техническое решение содержит вышеуказанные отличительные признаки и, следовательно, соответствуе т требованию "Новизна". На чертеже показано место установки термоблоков в изложнице. Способ осуществляется следующим образом. По форме отливки изготавливают форму-модель с постоянной толщиной (SM), например для изложницы SМ ~ 0,2 F , где F -площадь наибольшего поперечного сечения отливки. В форму-модель заливают металл и для заданных точек і контакта отливки с формой-моделью замеряют температуры в трех точках по толщине стенки: на наружной поверхности, на внутренней поверхности и по середине толщины стенки. Определяют в процессе нагрева стенки изложницы максимальную среднюю по толщине стенки температуру. Изготавливают для рассматриваемого материала изложницы металлографические шлифы и по ГОСТу 1778-81 определяют индекс графита IГ . Используя соотношение (1) вычисляют толщин у стенки литейной формы для точки контакта і. Зависимость разрушающи х перепадов температур Тр от температуры испытания t и индекса графита Iг, входящие в соотношение (1), приведены в таблице 1 [2]. При достаточном количестве точек замера, определяемом размерами и сложностью конфигурации отливки, можно получить оптимальную конструкцию литейной формы обеспечивающую увеличение стойкости против трещинообразования и коробления, а также снижение металлоемкости формы. Пример. Требуется оптимизировать конструкцию изложницы для слитков размерами поперечного сечения АхВ=1385х795 мм=1101075 мм 2 и высотой Н=2000 мм. Материал изложницы немоди-фицированный чугун с содержанием элементов в %: С = 4,19; Si=1,06; Mn=0.72; S=0,037; Р=0,079. Индекс графита IГ=1,48 (табл. 1). 1. Определяем толщину стенки модели 2. Определяем индекс графита чугуна по ГОСТу 1778-81. 3. Размечаем места установки термоблоков в изложнице-модели (фиг. 1). 4. Заливаем в модель сталь, замеряем температуры и определяем максимальные значения средних температур по толщине стенки tcp.i в указанных на фиг. 1 восьми точках і (табл. 2). 5. Для получения из эксперимента tcp.i и индекса графита Iг=1,48 из выражения (1) вычисляем разрушающие перепады температур Трі (табл. 2). Из выражения (1) вычисляем толщину стенки изложницы. Результаты вычисления Sоп приведены в табл. 2. Предельные значения разрушающи х перепадов температур для IГ=1,48; Тр .пр=115°С и для Iг=0,19; Тр.пр=161оС. Анализ табл. 2 показывает, что путем увеличения отношения Тр.пр./с р.і является возможность дополнительно уменьшить металлоемкость термоуравновешенных изложниц, без снижения ее стойкости. Предложенный способ определения оптимальной толщины стенки литейной формы, в частности изложницы, основанной на принципах термоуравновешенности и равнопрочности и может быть использован при оптимизации любой чугунной литейной формы (изложницы, кокиля, кристаллизатора, пресс-формы и стеклоформы) с целью снижения их металлоемкости и повышения долговечности.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of determining optimum thickness of wall of cast iron casting mould
Автори англійськоюAbramov Viktor Valerianovych, Kuznietsov Serhii Viktorovych
Назва патенту російськоюСпособ определения оптимальной толщины стенки чугунной литейной формы
Автори російськоюАбрамов Виктор Валерианович, Кузнецов Сергей Викторович
МПК / Мітки
МПК: B22D 7/06
Мітки: форми, оптимальної, спосіб, визначення, ливарної, чавунної, товщини, стінки
Код посилання
<a href="https://ua.patents.su/3-19799-sposib-viznachennya-optimalno-tovshhini-stinki-chavunno-livarno-formi.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення оптимальної товщини стінки чавунної ливарної форми</a>
Спосіб визначення оптимальної товщини стінки циліндричної ливарної форми
Номер патенту: 12853
Опубліковано: 28.02.1997
Автори: Абрамов Віктор Валеріанович, Кузнєцов Сергій Вікторович
МПК: B22D 7/06, B22D 11/049
Мітки: оптимальної, циліндричної, спосіб, визначення, стінки, товщини, форми, ливарної
Формула / Реферат:
(57) Способ определения оптимальной толщины стенки цилиндрической литейной формы, включающий изготовление формы-модели с непрерывно изменяющейся переменной по ее периметру толщиной стенки и заданными размерами и формой поперечного сечения полости, заливку расплава, выдержку его в форме-модели по заданному технологическому режиму и определение оптимальной толщины стенки литейной формы, отличающийся тем, что определение оптимальной толщины...
Спосіб визначення оптимальної товщини стінки ливарної форми
Номер патенту: 12852
Опубліковано: 28.02.1997
Автори: Родякін Сергій Володимирович, Андрієнко Анатолій Георгієвич, Кузнєцов Сергій Вікторович, Абрамов Віктор Валеріанович
МПК: B22D 11/049
Мітки: ливарної, форми, стінки, спосіб, визначення, оптимальної, товщини
Формула / Реферат:
(57) Способ определения оптимальной толщины стенки литейной формы по отсутствию горячих трещин в отливке, включающий изготовление, по крайней мере,, трех моделей литейных форм с различной толщиной стенки, заливку расплава металла с упомянутые модели-формы и измерение температуры по усредненной толщине стенки модели-формы, температуры в фиксированных точках, вычисление толщины стенки, отличающийся тем, что дополнительно фиксируют время...
Пристрій для одночасного виготовлення сполучених частин ливарної форми з горизонтальною площею розняття
Номер патенту: 6029
Опубліковано: 29.12.1994
Автори: Хокон Каусеруд, Клаус Торбен Єнсен, Йорн Ерхард Йохансен
МПК: B22C 15/00
Мітки: горизонтальною, сполучених, площею, частин, розняття, форми, виготовлення, пристрій, ливарної, одночасного
Формула / Реферат:
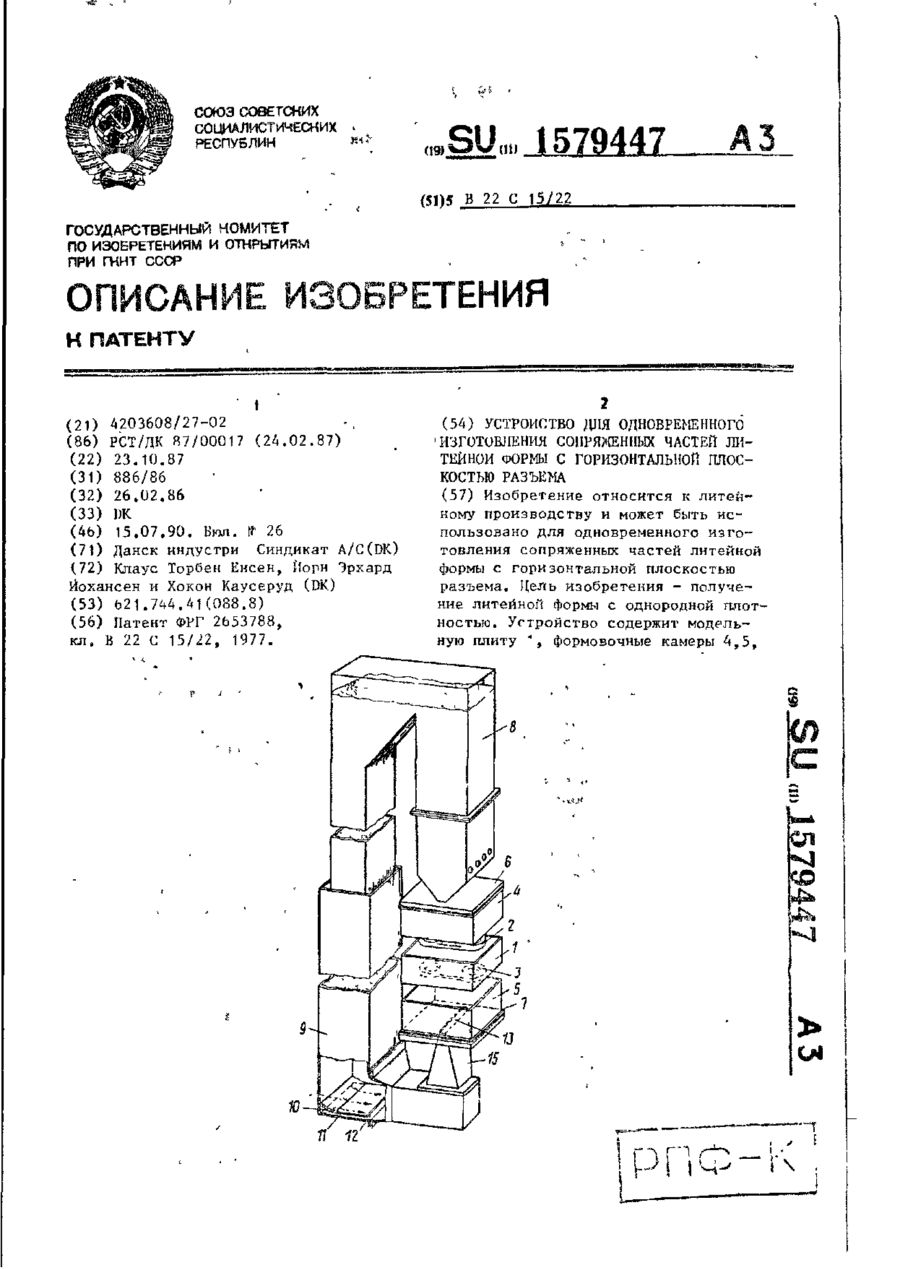
Устройство для одновременного изготовления сопряженных частей литейной формы с горизонтальной плоскостью разъема, содержащее двухстороннюю модельную плиту, расположенную между верхней и нижней формовочными камерами, полость которых сообщена с вакуумной системой, трубу L-образной формы для подачи смеси, верхняя часть которой соединена с бункером, расположенным над формовочными камерами, а нижняя соединена с нижней формовочной камерой и...
Пристрій для виготовлення частин ливарної форми з горизонтальною площою розняття
Номер патенту: 6328
Опубліковано: 29.12.1994
Автори: Йорн Е.Йохансен, Клаус Торбен Єнсен, Хокон Каусеруд
МПК: B22C 15/00
Мітки: розняття, ливарної, частин, горизонтальною, виготовлення, форми, площою, пристрій
Формула / Реферат:
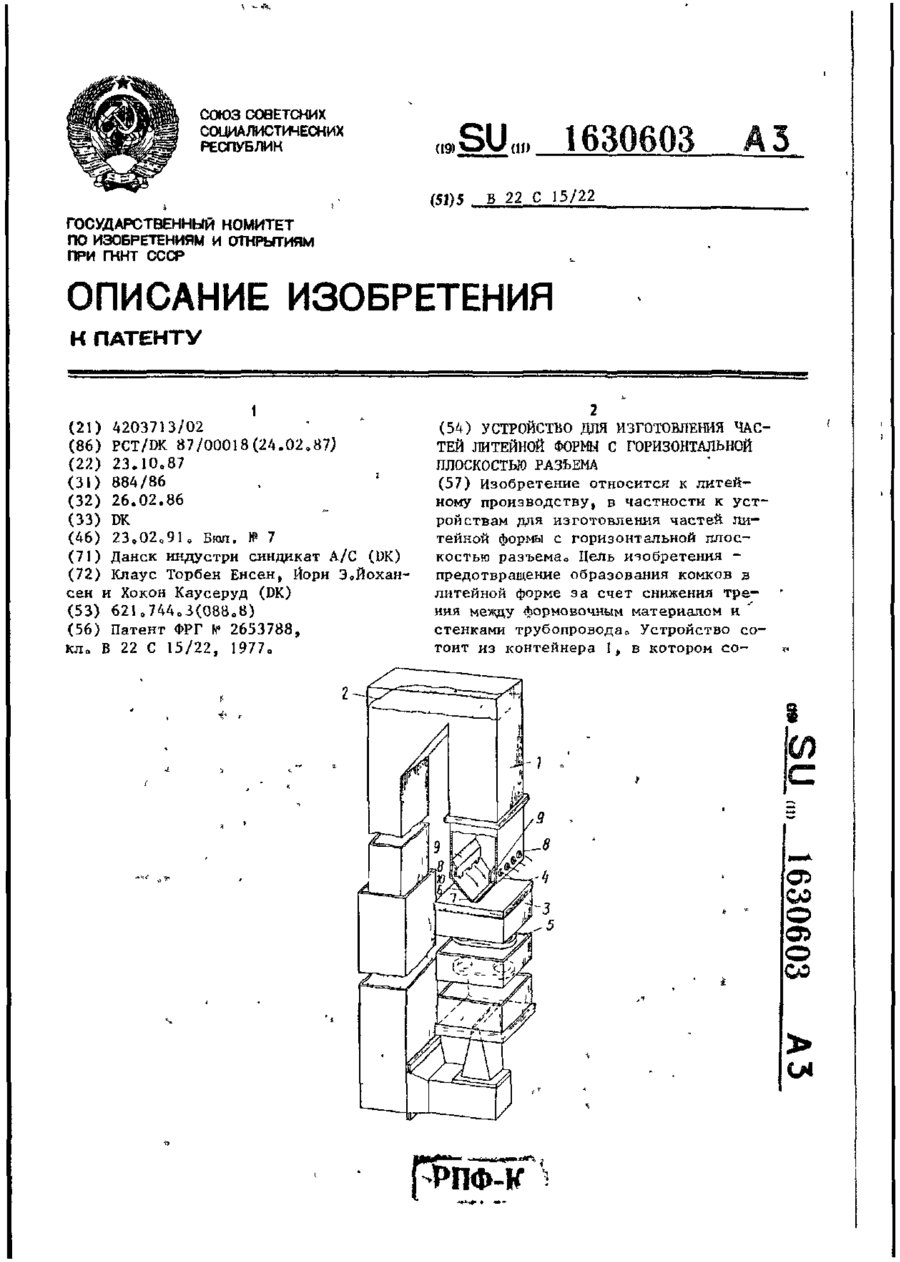
Устройство для изготовления частей литейной формы с горизонтальной плоскостью разъема, содержащее модельную плиту, формовочную камеру, полость которой сообщена с вакуумной системой, трубопровод для подачи смеси, расположенный вертикально над формовочной камерой и имеющий воздухозаборные отверстия с защитными пластинами, отличающееся тем, что, с целью предотвращения образования комков в литейной форме за счет снижения трения между...
Спосіб визначення моменту розкриття прес-форми машини лиття під тиском
Номер патенту: 7418
Опубліковано: 29.09.1995
Автори: Богушевський Володимир Святославович, Церковницький Микола Сергійович, Лигоцький Ігор Леонідович, Сорокін Микола Олександрович
МПК: B22D 17/32
Мітки: лиття, спосіб, визначення, моменту, прес-форми, розкриття, машини, тиском
Формула / Реферат:
Способ определения момента раскрытия пресс-формы машины литья под давлением, преимущественно при производстве деталей из сплавов, имеющих фазовые превращения при температурах ниже температуры солидуса, включающий введение расплавленного металла известной температуры в полость пресс-формы, кристаллизацию его, измерение температуры в точке пресс-формы и удаление затвердевшей отливки при снижении температуры на 5-10°С ниже температуры фазового...
Попередній патент: Спосіб керування тепловим режимом електролізера для одержання алюмінію
Наступний патент: Фотохромне скло
Випадковий патент: Спосіб ультрафіолетового опромінення крові і пристрій для його здійснення