Спосіб визначення оптимальної товщини стінки ливарної форми
Номер патенту: 12852
Опубліковано: 28.02.1997
Автори: Абрамов Віктор Валеріанович, Кузнєцов Сергій Вікторович, Андрієнко Анатолій Георгієвич, Родякін Сергій Володимирович
Формула / Реферат
(57) Способ определения оптимальной толщины стенки литейной формы по отсутствию горячих трещин в отливке, включающий изготовление, по крайней мере,, трех моделей литейных форм с различной толщиной стенки, заливку расплава металла с упомянутые модели-формы и измерение температуры по усредненной толщине стенки модели-формы, температуры в фиксированных точках, вычисление толщины стенки, отличающийся тем, что дополнительно фиксируют время достижения усредненной температуры по толщине стенки модели-формы, равной температуре солидус залитого расплава металла.
Текст
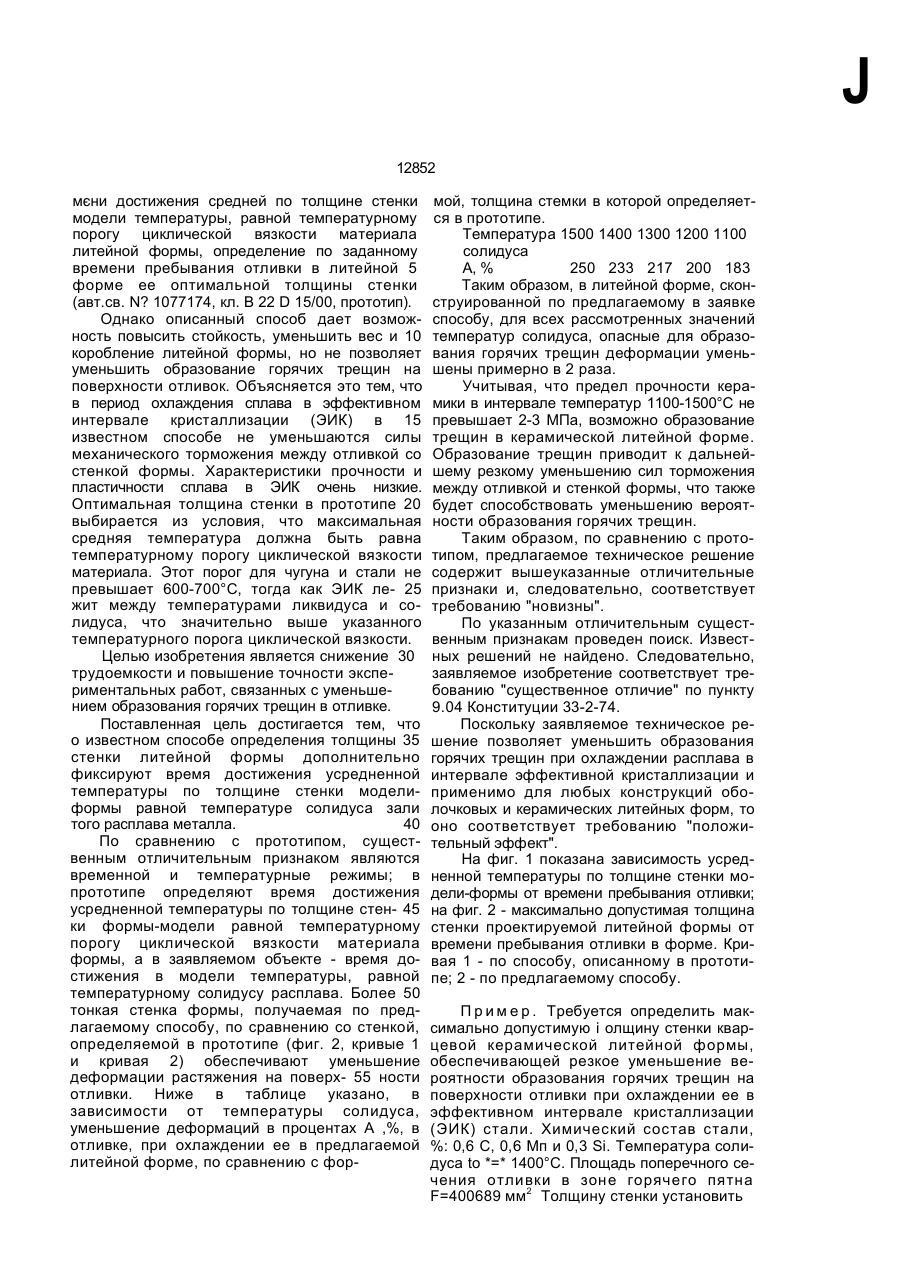
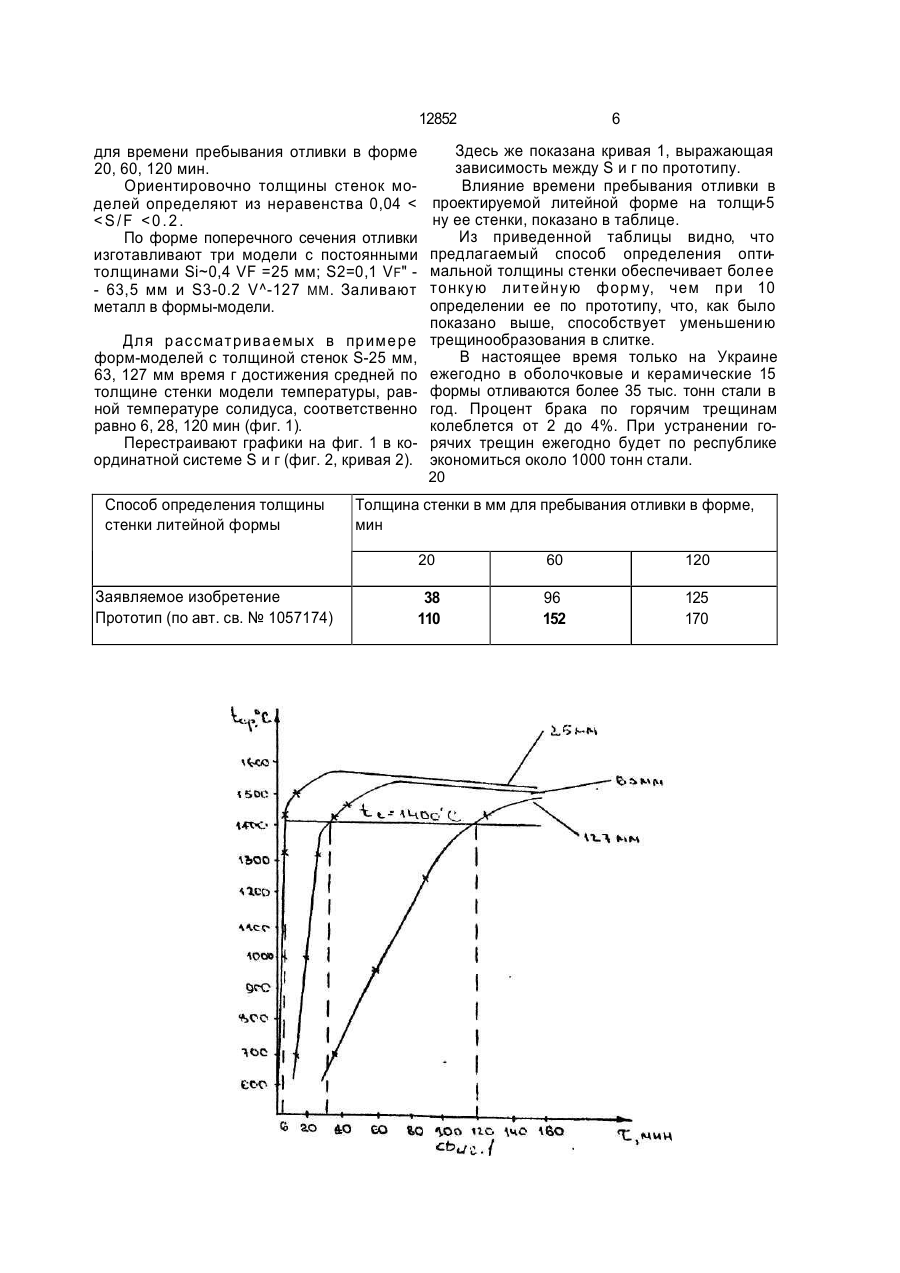
Способ определения оптимальной толщины стенки литейной формы по отсутствию горячих трещин в отливке, включающий изготовление, по крайней мере,, трех моделей литейных форм с различной толщиной стенки, заливку расплава металла с упомянутые модели-формы и измерение температуры по усредненной толщине стенки модели-формы, температуры в фиксированных точках, вычисление толщины стенки, о т л и ч а ю щийся тем, что дополнительно фиксируют время достижения усредненной температуры по толщине стенки модели-формы, равной температуре солидус залитого расплава металла. С > Изобретение относится к литейному производству и металлургии, может быть использовано при получении отливок в оболочковых и керамических литейных формах. В связи с широким применением литья в неподатливые формы, а также внедрением новых высокопрочных сплавов, обладающих, как правило, повышенной склонностью к образованию горячих трещин в отливках, создание надежных и технологических способов, исключающих образование горячих трещин в отливках, имеет особое значение для повышения эффективности технологии литья (1, Г.Ф. Баландин. Основы теории формирования отливки. М.: Машиностроение» 1979, ч. II, 253). Одним из эффективных способов предохранения отливок от растрескивания во время затвердевания в эффективном интервале кристаллизации (ЭИК) сплавов, является увеличение податливости форм и стержней путем утонения их стенок. Последнее позволяет уменьшить деформацию растяжения на поверхности отливки, и, как следствие, во многих случаях, предохранить отливку от растрескивания. Известны способы определения оптимальной - минимально допустимой толщины стенки литейной формы, обеспечивающей резкое снижение образования горячих трещин в отливке. Известен способ определения оптимальной толщины стенки литейной формы, заключающийся в изготовлении не менее трех форм-моделей различной толщины и с заданными размерами и формой поперечных сечений средней полости, заливку металла в форму-модели, определение в выбранных точках контакта с отливкой вре ю со О1 го О J 12852 мєни достижения средней по толщине стенки модели температуры, равной температурному порогу циклической вязкости материала литейной формы, определение по заданному времени пребывания отливки в литейной 5 форме ее оптимальной толщины стенки (авт.св. N? 1077174, кл. В 22 D 15/00, прототип). Однако описанный способ дает возможность повысить стойкость, уменьшить вес и 10 коробление литейной формы, но не позволяет уменьшить образование горячих трещин на поверхности отливок. Объясняется это тем, что в период охлаждения сплава в эффективном интервале кристаллизации (ЭИК) в 15 известном способе не уменьшаются силы механического торможения между отливкой со стенкой формы. Характеристики прочности и пластичности сплава в ЭИК очень низкие. Оптимальная толщина стенки в прототипе 20 выбирается из условия, что максимальная средняя температура должна быть равна температурному порогу циклической вязкости материала. Этот порог для чугуна и стали не превышает 600-700°С, тогда как ЭИК ле- 25 жит между температурами ликвидуса и солидуса, что значительно выше указанного температурного порога циклической вязкости. Целью изобретения является снижение 30 трудоемкости и повышение точности экспериментальных работ, связанных с уменьшением образования горячих трещин в отливке. Поставленная цель достигается тем, что о известном способе определения толщины 35 стенки литейной формы дополнительно фиксируют время достижения усредненной температуры по толщине стенки моделиформы равной температуре солидуса зали того расплава металла. 40 По сравнению с прототипом, существенным отличительным признаком являются временной и температурные режимы; в прототипе определяют время достижения усредненной температуры по толщине стен- 45 ки формы-модели равной температурному порогу циклической вязкости материала формы, а в заявляемом объекте - время достижения в модели температуры, равной температурному солидусу расплава. Более 50 тонкая стенка формы, получаемая по предлагаемому способу, по сравнению со стенкой, определяемой в прототипе (фиг. 2, кривые 1 и кривая 2) обеспечивают уменьшение деформации растяжения на поверх- 55 ности отливки. Ниже в таблице указано, в зависимости от температуры солидуса, уменьшение деформаций в процентах А ,%, в отливке, при охлаждении ее в предлагаемой литейной форме, по сравнению с фор мой, толщина стемки в которой определяется в прототипе. Температура 1500 1400 1300 1200 1100 солидуса А, % 250 233 217 200 183 Таким образом, в литейной форме, сконструированной по предлагаемому в заявке способу, для всех рассмотренных значений температур солидуса, опасные для образования горячих трещин деформации уменьшены примерно в 2 раза. Учитывая, что предел прочности керамики в интервале температур 1100-1500°С не превышает 2-3 МПа, возможно образование трещин в керамической литейной форме. Образование трещин приводит к дальнейшему резкому уменьшению сил торможения между отливкой и стенкой формы, что также будет способствовать уменьшению вероятности образования горячих трещин. Таким образом, по сравнению с прототипом, предлагаемое техническое решение содержит вышеуказанные отличительные признаки и, следовательно, соответствует требованию "новизны". По указанным отличительным существенным признакам проведен поиск. Известных решений не найдено. Следовательно, заявляемое изобретение соответствует требованию "существенное отличие" по пункту 9.04 Конституции 33-2-74. Поскольку заявляемое техническое решение позволяет уменьшить образования горячих трещин при охлаждении расплава в интервале эффективной кристаллизации и применимо для любых конструкций оболочковых и керамических литейных форм, то оно соответствует требованию "положительный эффект". На фиг. 1 показана зависимость усредненной температуры по толщине стенки модели-формы от времени пребывания отливки; на фиг. 2 - максимально допустимая толщина стенки проектируемой литейной формы от времени пребывания отливки в форме. Кривая 1 - по способу, описанному в прототипе; 2 - по предлагаемому способу. П р и м е р . Требуется определить максимально допустимую і олщину стенки кварцевой керамической литейной формы, обеспечивающей резкое уменьшение вероятности образования горячих трещин на поверхности отливки при охлаждении ее в эффективном интервале кристаллизации (ЭИК) стали. Химический состав стали, %: 0,6 С, 0,6 Мп и 0,3 Si. Температура солидуса to *=* 1400°С. Площадь поперечного сечения отливки в зоне горячего пятна F=400689 мм2 Толщину стенки установить 12852 для времени пребывания отливки в форме 20, 60, 120 мин. Ориентировочно толщины стенок моделей определяют из неравенства 0,04 <
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of determining the optimum thickness of the wall of casting mold
Автори англійськоюAbramov Viktor Valerianovych, Kuznietsov Serhii Viktorovych, Andriienko Anatolii Heorhiievych, Rodiakin Serhii Volodymyrovych
Назва патенту російськоюСпособ определения оптимальной толщины стенки литейной формы
Автори російськоюАбрамов Виктор Валерианович, Кузнецов Сергей Викторович, Андриенко Анатолий Георгиевич, Родякин Сергей Владимирович
МПК / Мітки
МПК: B22D 11/049
Мітки: форми, ливарної, спосіб, товщини, стінки, визначення, оптимальної
Код посилання
<a href="https://ua.patents.su/4-12852-sposib-viznachennya-optimalno-tovshhini-stinki-livarno-formi.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення оптимальної товщини стінки ливарної форми</a>
Пристрій для одночасного виготовлення сполучених частин ливарної форми з горизонтальною площею розняття
Номер патенту: 6029
Опубліковано: 29.12.1994
Автори: Клаус Торбен Єнсен, Йорн Ерхард Йохансен, Хокон Каусеруд
МПК: B22C 15/00
Мітки: ливарної, пристрій, розняття, частин, горизонтальною, виготовлення, форми, одночасного, сполучених, площею
Формула / Реферат:
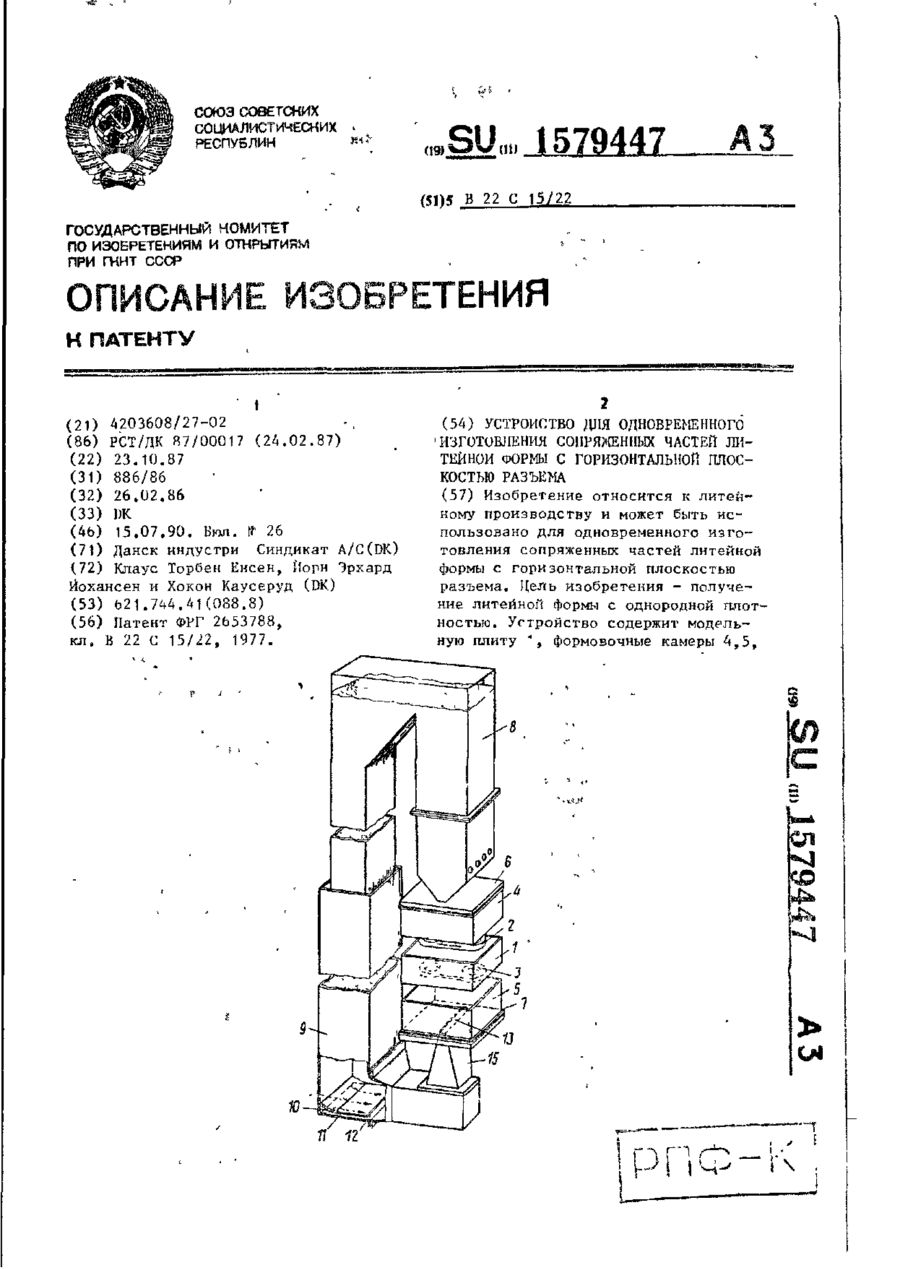
Устройство для одновременного изготовления сопряженных частей литейной формы с горизонтальной плоскостью разъема, содержащее двухстороннюю модельную плиту, расположенную между верхней и нижней формовочными камерами, полость которых сообщена с вакуумной системой, трубу L-образной формы для подачи смеси, верхняя часть которой соединена с бункером, расположенным над формовочными камерами, а нижняя соединена с нижней формовочной камерой и...
Пристрій для виготовлення частин ливарної форми з горизонтальною площою розняття
Номер патенту: 6328
Опубліковано: 29.12.1994
Автори: Клаус Торбен Єнсен, Хокон Каусеруд, Йорн Е.Йохансен
МПК: B22C 15/00
Мітки: площою, форми, пристрій, розняття, виготовлення, ливарної, частин, горизонтальною
Формула / Реферат:
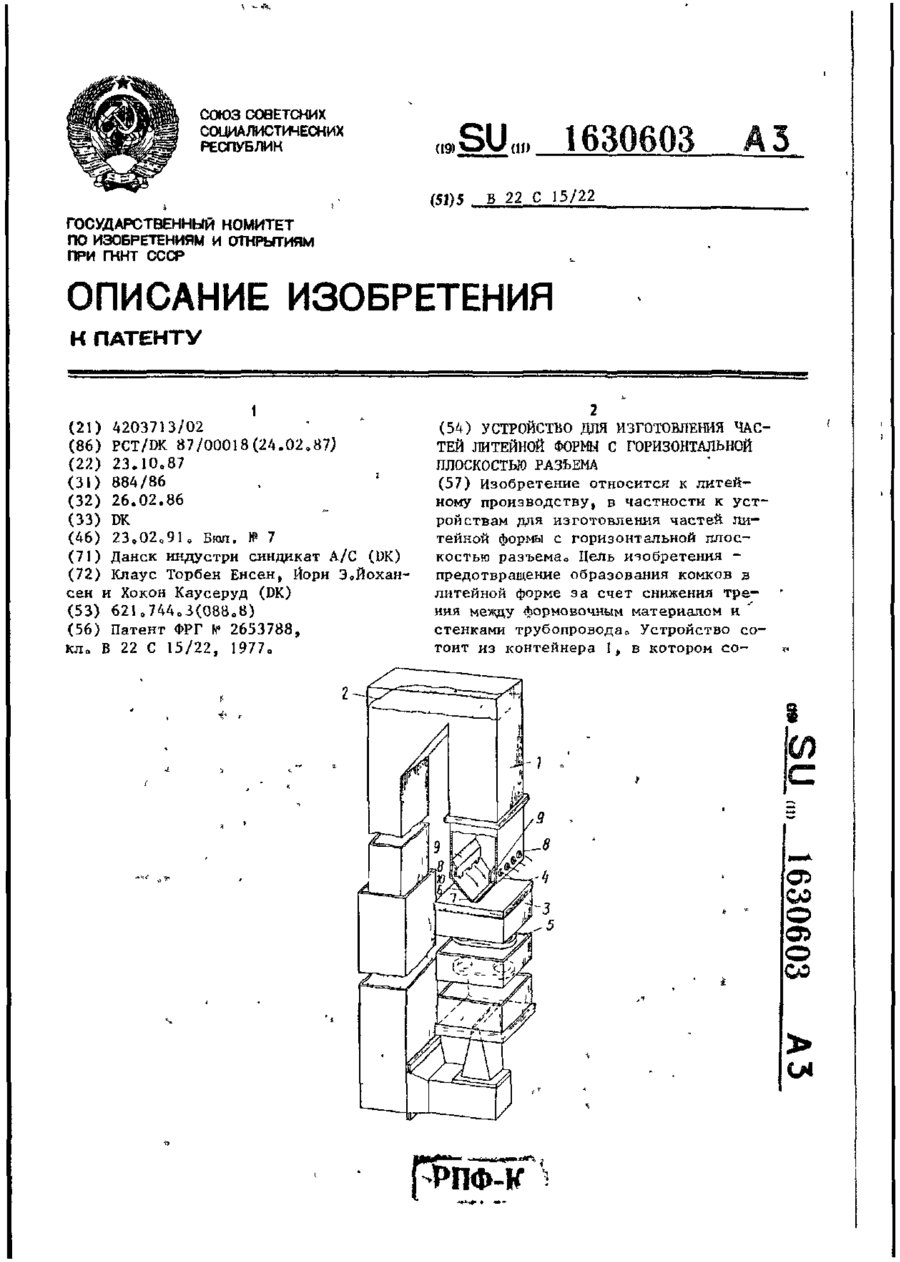
Устройство для изготовления частей литейной формы с горизонтальной плоскостью разъема, содержащее модельную плиту, формовочную камеру, полость которой сообщена с вакуумной системой, трубопровод для подачи смеси, расположенный вертикально над формовочной камерой и имеющий воздухозаборные отверстия с защитными пластинами, отличающееся тем, что, с целью предотвращения образования комков в литейной форме за счет снижения трения между...
Спосіб визначення оптимальної температури нагріву під загартування титанових сплавів
Номер патенту: 1306
Опубліковано: 25.03.1994
Автори: Івасишин Орест Михайлович, Теруков Андрій Вікторович, Марковський Павло Євгенович, Гріднев Віталій Никифорович, Ошкадьоров Станіслав Петрович
МПК: C22F 1/18
Мітки: сплавів, титанових, температури, спосіб, оптимальної, загартування, визначення, нагріву
Формула / Реферат:
Способ определения оптимальной температуры нагрева под закалку титановых сплавов, включающий измерение температуры полиморфного превращения закаливаемого сплава и выбор тсмпературы закалки в зависимости от температуры полиморфного превращения и скорости нагрета, отличающийся тем, что, с целью повышения достоверности определения за счет уменьшения разброса свойств, дополнительно определяют сруктурный параметр а, равный средней толщине частин...
Спосіб визначення моменту розкриття прес-форми машини лиття під тиском
Номер патенту: 7418
Опубліковано: 29.09.1995
Автори: Церковницький Микола Сергійович, Богушевський Володимир Святославович, Сорокін Микола Олександрович, Лигоцький Ігор Леонідович
МПК: B22D 17/32
Мітки: тиском, спосіб, машини, лиття, моменту, розкриття, визначення, прес-форми
Формула / Реферат:
Способ определения момента раскрытия пресс-формы машины литья под давлением, преимущественно при производстве деталей из сплавов, имеющих фазовые превращения при температурах ниже температуры солидуса, включающий введение расплавленного металла известной температуры в полость пресс-формы, кристаллизацию его, измерение температуры в точке пресс-формы и удаление затвердевшей отливки при снижении температуры на 5-10°С ниже температуры фазового...
Пристрій визначення моменту розкриття прес-форми машини лиття під тиском
Номер патенту: 2972
Опубліковано: 26.12.1994
Автори: Сорокін Микола Олександрович, Богушевський Володимир Святославович, Церковницький Микола Сергійович, Лигоцький Ігор Леонідович
МПК: B22D 17/32
Мітки: тиском, прес-форми, лиття, моменту, машини, пристрій, розкриття, визначення
Формула / Реферат:
Устройство определения момента раскрытия пресс-формы машины литья под давлением, преимущественно при производстве деталей из сплавов, имеющих фазовые превращения при температуре ниже температуры солидуса, содержащее измерители температуры металла и пресс-формы, задатчик температуры, при которой необходимо раскрыть пресс-форму, соединенную с блоком сравнения, отличающееся тем, что оно дополнительно содержит измерители усилий на толкатели,...
Попередній патент: Робоче колесо реверсивного вентилятора
Наступний патент: Пристрій для отримання порошків струмопровідних матеріалів
Випадковий патент: Сепараційний елемент