Спосіб розмічення отворів на циліндричній поверхні
Номер патенту: 20214
Опубліковано: 15.01.2007
Автори: Сорокопут Валерій Леонідович, Чумаченко Анатолій Олександрович, Стеценко Андрій Анатолійович, Глова Юрій Степанович

Формула / Реферат
1. Спосіб розмітки отворів на циліндричній поверхні, що включає нанесення на циліндричну поверхню першої розмічальної точки і розмічальної лінії, який відрізняється тим, що в першій розмічальній точці розміщують і утримують скріплені разом початки двох стрічок однакової довжини, однією стрічкою циліндричну поверхню обгортають за годинниковою стрілкою, а другою - проти годинникової стрілки, на стороні циліндричної поверхні, протилежній тій, на яку нанесена перша розмічальна точка, середини обох стрічок механічно скріплюють і, продовжуючи обгортати циліндричну поверхню стрічками, виводять кінці стрічок на сторону циліндричної поверхні, на якій знаходиться перша розмічальна точка, і скріплюють їх разом, після чого переміщують скріплені кінці стрічок уздовж циліндричної поверхні в подовжньому напрямку на максимально можливу відстань від першої розмічальної точки, точку, у якій знаходяться скріплені кінці стрічок, відзначають як другу розмічальну точку, через першу і другу розмічальні точки проводять пряму розмічальну лінію, точку на протилежній стороні циліндричної поверхні, у якій знаходяться скріплені середини стрічок, відзначають як центр першого отвору, відрізок між першою і другою точками розмічальної лінії ділять навпіл і середину зазначеного відрізка відзначають як третю розмічальну точку, відмірявши від якої уздовж розмічальної лінії відстань L, відзначають точку - центр другого отвору.
2. Спосіб розмічення отворів на циліндричній поверхні за п. 1, який відрізняється тим, що як стрічки використовуються металеві рулетки, у яких на відмітці 0 мм і далі через кожні 100 мм виконані отвори.
3. Спосіб розмічення отворів на циліндричній поверхні за п. 1, який відрізняється тим, що відстань L між проекцією центра першого отвору на розмічальну лінію і центром другого отвору дорівнює D/tgα, де D - діаметр труби, tgα - тангенс кута α між лінією, що з’єднує центри першого і другого отворів, і віссю труби.
Текст
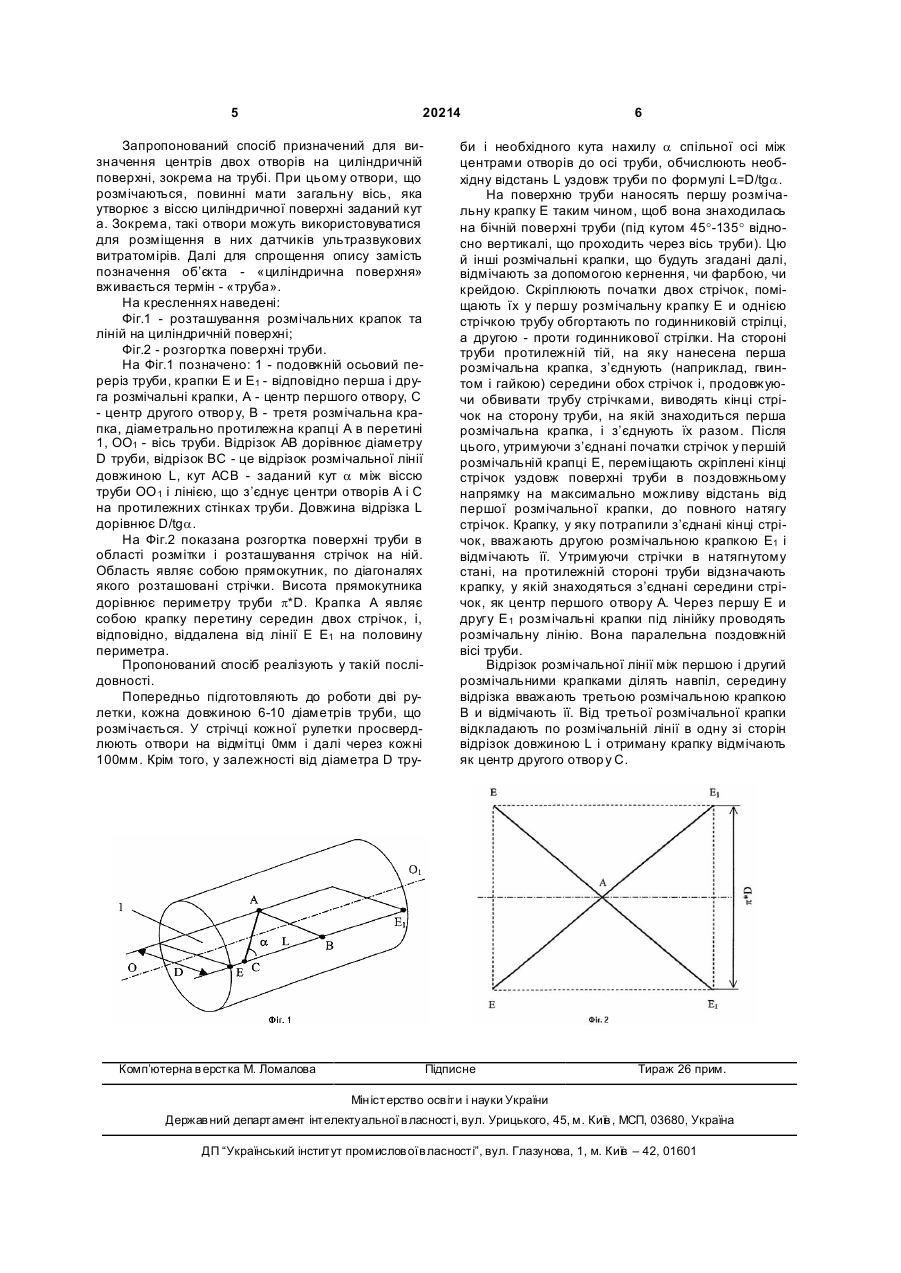
1. Спосіб розмітки отворів на циліндричній поверхні, що включає нанесення на циліндричну поверхню першої розмічальної точки і розмічальної лінії, який відрізняється тим, що в першій розмічальній точці розміщують і утримують скріплені разом початки двох стрічок однакової довжини, однією стрічкою циліндричну поверхню обгортають за годинниковою стрілкою, а другою - проти годинникової стрілки, на стороні циліндричної поверхні, протилежній тій, на яку нанесена перша розмічальна точка, середини обох стрічок механічно скріплюють і, продовжуючи обгортати циліндричну поверхню стрічками, виводять кінці стрічок на сторону циліндричної поверхні, на якій знаходиться перша розмічальна точка, і скріплюють їх разом, після чого переміщують скріплені кінці стрічок уздовж циліндричної поверхні в подовжньому напрямку на максимально можливу відстань від U 2 (19) 1 3 20214 Даний спосіб розмітки лінії перетину труб так само, як і спосіб розмітки отворів, що заявляється, на циліндричній поверхні, призначений для розмітки на циліндричних об’єктах - на труба х. Однак, відсутність визначення й нанесення першої, другої і третьої розмічальних крапок, нанесення розмічальної лінії й нанесення центрів отворів на циліндричній поверхні, звужує функціональні можливості відомого способу, тому що не дозволяє розмічати на циліндричній поверхні отвори, що розташовані на її протилежних сторонах таким чином, щоб ці отвори мали загальну вісь, що проходить через вісь циліндричної поверхні і розташовану під заданим кутом до неї. Найбільш близьким по технічній сутності є спосіб розмітки [А.с. СРСР №1489982, кл. В 25Н 7/02, 1989, Бюл. №24], що включає нанесення на поверхню завантажувального пристрою, що розмічається, розмічальної лінії заданої кривизни і наступного кернення вздовж неї, при цьому дисковий елемент, що розмічається, обертають за допомогою взаємодіючих шестірень, налагоджують завантажувальний пристрій на експлуатаційний режим шляхом вибору заданого передатного відношення шестірень, а нанесення розмічальної лінії і кернення її в робочих крапках виконують в експлуатаційному режимі. Даний спосіб розмітки так само, як і спосіб розмітки отворів, що заявляється, на циліндричній поверхні, включає нанесення на поверхню пристрою, що розмічається, (зокрема, на циліндричну поверхню) першої розмічальної крапки і нанесення (на поверхню) розмічальної лінії. Однак, відсутність визначення положення другої розмічальної крапки і центра першого отвору за допомогою двох стрічок однакової довжини, першою з яких циліндричну поверхню обгортають по годинниковій стрілці, а другою - проти годинникової стрілки, скріплення їхніх середин і кінців і зсуву скріплених кінців по циліндричній поверхні на максимально можливу відстань від першої розмічальної крапки і визначення центра другого отвору зазначеним способом, різко звужує функціональні можливості відомого способу, тому що не дозволяє розмічати на циліндричній поверхні отвори взагалі і, зокрема такі, що розташовані на її протилежних сторонах таким чином, щоб ці отвори мали загальну вісь, що проходить через вісь циліндричної поверхні і розташована під заданим кутом до неї. В основу передбачуваної корисної моделі поставлена задача розширення функціональних можливостей відомого способу для забезпечення розмітки на циліндричній поверхні отворів, що знаходяться на її протилежних сторонах таким чином, щоб ці отвори мали загальну вісь, що проходить через вісь циліндричної поверхні і розташована під заданим кутом до неї. Поставлена задача вирішується тим, що в способі розмітки отворів на циліндричній поверхні, що включає нанесення на циліндричну поверхню першої розмічальної крапки і розмічальної лінії, згідно корисної моделі в першу розмічальну крапку поміщають і утримують скріплені разом початки двох стрічок однакової довжини, однією стрічкою циліндричну поверхню обгортають по годинниковій 4 стрілці, а другою - проти годинникової стрілки, на стороні циліндричної поверхні, протилежній тій, на яку нанесена перша розмічальна крапка, середини обох стрічок механічно скріплюють і, продовжуючи обвивати циліндричну поверхню стрічками, виводять кінці стрічок на сторону циліндричної поверхні, на якій знаходиться перша розмічальна крапка і скріплюють їх разом, після чого переміщують скріплені кінці стрічок уздовж циліндричної поверхні в поздовжньому напрямку на максимально можливе віддалення від першої розмічальної крапки, крапку, у якій знаходяться скріплені кінці стрічок, відмічають як другу розмічальну крапку, через першу і другу розмічальні крапки проводять пряму розмічальну лінію, крапку на протилежній стороні циліндричної поверхні, у якій знаходяться скріплені середини стрічок, відмічають як центр першого отвору, відрізок між першою і другою крапками розмічальної лінії ділять навпіл і середину зазначеного відрізка відзначають як третю розмічальну крапку, відклавши від якої уздовж розмічальної лінії відстань L, відзначають крапку - центр другого отвору, при цьому в якості стрічок використовують металеві рулетки, у яких на відмітці 0мм і далі через кожні 100мм виконані отвори, а відстань L є відстанню між проекцією центра першого отвору на розмічальну лінію і центром другого отвору, при цьому L=D/tga, де D - діаметр труби, tga - тангенс кута а між лінією, що з’єднує центри отворів - їхньою загальною віссю, і віссю труби. Поміщення й утримання в першій розмічальній крапці з’єднаних разом початків двох стрічок однакової довжини, однією з яких обгортають циліндричну поверхню по годинниковій стрілці, а другою проти годинникової стрілки, скріплення механічно середин обох стрічок на стороні циліндричної поверхні протилежній тій, на яку нанесена перша розмічальна крапка, а їхніх кінців - на стороні циліндричної поверхні, на яку нанесена перша розмічальна крапка, зсув скріплених кінців стрічок уздовж циліндричної поверхні в поздовжньому напрямку на максимально можливу відстань від першої розмічальної крапки, нанесення крапки, у якій знаходяться з’єднані кінці стрічок, як другої розмічальної крапки, а крапки, у якій знаходяться з’єднані середини стрічок, як центра першого отвору, нанесення на циліндричну поверхню розмічальної лінії шляхом креслення прямої, що проходить через першу і др угу розмічальні крапки, знаходження середини відрізка між першою і другий розмічальними крапками, нанесення крапки центра другого отвору на заданій відстані L уздовж розмічальної лінії від крапки середини відрізка, істотно розширює функціональні можливості відомого способу, оскільки забезпечує розмітку на циліндричній поверхні центрів отворів, що знаходяться на її протилежних сторонах таким чином, щоб ці отвори мали загальну вісь, що проходить через вісь циліндричної поверхні і розташована під заданим кутом до неї, крім того, на відміну від відомих способів, запропонований спосіб не потребує використання ніякого стаціонарного устаткування і може бути застосований для розмітки в польових умовах на діючих магістральних трубопроводах. 5 20214 Запропонований спосіб призначений для визначення центрів двох отворів на циліндричній поверхні, зокрема на трубі. При цьому отвори, що розмічаються, повинні мати загальну вісь, яка утворює з віссю циліндричної поверхні заданий кут а. Зокрема, такі отвори можуть використовуватися для розміщення в них датчиків ультразвукових витратомірів. Далі для спрощення опису замість позначення об’єкта - «циліндрична поверхня» вживається термін - «труба». На кресленнях наведені: Фіг.1 - розташування розмічальних крапок та ліній на циліндричній поверхні; Фіг.2 - розгортка поверхні труби. На Фіг.1 позначено: 1 - подовжній осьовий переріз труби, крапки Е и Е1 - відповідно перша і друга розмічальні крапки, А - центр першого отвору, С - центр другого отвор у, В - третя розмічальна крапка, діаметрально протилежна крапці А в перетині 1, ОО1 - вісь труби. Відрізок АВ дорівнює діаметру D труби, відрізок ВС - це відрізок розмічальної лінії довжиною L, кут АСВ - заданий кут a між віссю труби ОО 1 і лінією, що з’єднує центри отворів А і С на протилежних стінках труби. Довжина відрізка L дорівнює D/tga. На Фіг.2 показана розгортка поверхні труби в області розмітки і розташування стрічок на ній. Область являє собою прямокутник, по діагоналях якого розташовані стрічки. Висота прямокутника дорівнює периметру труби p*D. Крапка А являє собою крапку перетину середин двох стрічок, і, відповідно, віддалена від лінії Е Е1 на половину периметра. Пропонований спосіб реалізують у такій послідовності. Попередньо підготовляють до роботи дві рулетки, кожна довжиною 6-10 діаметрів труби, що розмічається. У стрічці кожної рулетки просвердлюють отвори на відмітці 0мм і далі через кожні 100мм. Крім того, у залежності від діаметра D тру Комп’ютерна в ерстка М. Ломалова 6 би і необхідного кута нахилу a спільної осі між центрами отворів до осі труби, обчислюють необхідну відстань L уздовж труби по формулі L=D/tga. На поверхню труби наносять першу розмічальну крапку Е таким чином, щоб вона знаходилась на бічній поверхні труби (під кутом 45°-135° відносно вертикалі, що проходить через вісь труби). Цю й інші розмічальні крапки, що будуть згадані далі, відмічають за допомогою кернення, чи фарбою, чи крейдою. Скріплюють початки двох стрічок, поміщають їх у першу розмічальну крапку Е и однією стрічкою трубу обгортають по годинниковій стрілці, а другою - проти годинникової стрілки. На стороні труби протилежній тій, на яку нанесена перша розмічальна крапка, з’єднують (наприклад, гвинтом і гайкою) середини обох стрічок і, продовжуючи обвивати трубу стрічками, виводять кінці стрічок на сторону труби, на якій знаходиться перша розмічальна крапка, і з’єднують їх разом. Після цього, утримуючи з’єднані початки стрічок у першій розмічальній крапці Е, переміщають скріплені кінці стрічок уздовж поверхні труби в поздовжньому напрямку на максимально можливу відстань від першої розмічальної крапки, до повного натягу стрічок. Крапку, у яку потрапили з’єднані кінці стрічок, вважають другою розмічальною крапкою E1 і відмічають її. Утримуючи стрічки в натягнутому стані, на протилежній стороні труби відзначають крапку, у якій знаходяться з’єднані середини стрічок, як центр першого отвору А. Через першу Е и другу E 1 розмічальні крапки під лінійку проводять розмічальну лінію. Вона паралельна поздовжній вісі труби. Відрізок розмічальної лінії між першою і другий розмічальними крапками ділять навпіл, середину відрізка вважають третьою розмічальною крапкою В и відмічають її. Від третьої розмічальної крапки відкладають по розмічальній лінії в одну зі сторін відрізок довжиною L і отриману крапку відмічають як центр другого отвор у С. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of marking openings on cylindrical surface
Автори англійськоюHlova Yurii Stepanovych, Stetsenko Andrii Anatoliiovych, Sorokoput Valerii Leonidovych, Chumachenko Anatolii Oleksandrovych
Назва патенту російськоюСпособ разметки отверстий на цилиндрической поверхности
Автори російськоюГлова Юрий Степанович, Стеценко Андрей Анатольевич, Сорокопут Валерий Леонидович, Чумаченко Анатолий Александрович
МПК / Мітки
МПК: B25H 7/00
Мітки: розмічення, поверхні, отворів, циліндричний, спосіб
Код посилання
<a href="https://ua.patents.su/3-20214-sposib-rozmichennya-otvoriv-na-cilindrichnijj-poverkhni.html" target="_blank" rel="follow" title="База патентів України">Спосіб розмічення отворів на циліндричній поверхні</a>
Спосіб розмірної обробки електричною дугою глухих отворів та стрижнів з похилою по відношенню до стартової поверхні електрода-заготовки торцевою поверхнею
Номер патенту: 55619
Опубліковано: 15.04.2003
Автори: Шмельов Віталій Миколайович, Боков Віктор Михайлович
МПК: B23H 1/00, B23H 3/00, B23K 7/00
Мітки: спосіб, глухих, дугою, електричною, розмірної, торцевою, електрода-заготовки, обробки, стрижнів, поверхнею, стартової, похилою, відношенню, поверхні, отворів
Формула / Реферат:
Спосіб розмірної обробки електричною дугою глухих отворів та стрижнів з похилою по відношенню до стартової поверхні електрода-заготовки торцевою поверхнею, при якому робочу рідину прокачують крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку в початковій фазі процесу здійснюють при прокачуванні робочої рідини крізь штучний торцевий міжелектродний зазор, який утворено торцевою поверхнею...
Спосіб обробки отворів
Номер патенту: 68851
Опубліковано: 16.08.2004
Автори: Комар Олександр Петрович, Коллер Сергій Валерійович, Малишко Іван Олександрович, Тятьянченко Олександр Григорович
МПК: B23D 77/00
Мітки: обробки, спосіб, отворів
Формула / Реферат:
Спосіб обробки отворів, що включає різання та зменшення номінального розміру інструмента до для усунення розбивки отвору діаметром d, який відрізняється тим, що зміну швидкості різання V по глибині отвору визначають трапецеїдальною залежністю, при цьому на початку отвору швидкість різання...
Спосіб антикорозійного захисту зовнішньої поверхні сталевих і чавунних труб
Номер патенту: 29726
Опубліковано: 15.04.2002
Автори: Мертвяченко Петро Ксенофонтович, Шипко Іван Іванович, Гарник Володимир Кирилович
МПК: F16L 58/02
Мітки: чавунних, сталевих, поверхні, труб, спосіб, захисту, зовнішньої, антикорозійного
Формула / Реферат:
Спосіб антикорозійного захисту зовнішньої поверхні сталевих і чавунних труб, що включає нанесення на зовнішню поверхню труби антикорозійного шару цементно-піщаного розчину, поверхня якого зміцнена гідроізоляційним шаром, який відрізняється тим, що нанесення шару цементно-піщаного розчину виконують розрахунковою товщиною цементно-піщаним розчином, який забезпечує утворення лужного середовища рН-12 та повну гідратацію цементу, а...
Електрод для визначення електричних властивостей покриття, що знаходиться на циліндричній провідниковій основі
Номер патенту: 46943
Опубліковано: 16.12.2002
Автори: Солоний Володимир Іванович, Опришко Олексій Олександрович
МПК: G01R 31/12
Мітки: покриття, циліндричний, властивостей, електрод, знаходиться, визначення, електричних, провідниковій, основі
Формула / Реферат:
Електрод для визначення електричних властивостей покриття, що знаходиться на циліндричній провідниковій основі, який відрізняється тим, що електрод виконаний з гнучкої електропровідної смужки визначеної ширини, якою обернено дослідну ділянку зразка і до вільного кінця під‘єднано тягар з визначеною масою.
Спосіб відновлення отворів термічним методом
Номер патенту: 8762
Опубліковано: 15.08.2005
Автори: Касяненко Олександр Вікторович, Бобрицький Віталій Миколайович, Аулін Віктор Васильович, Калита Микола Миколайович, Магопець Олександр Степанович, Ауліна Тетяна Миколаївна, Капелюшний Федір Михайлович
Мітки: спосіб, відновлення, термічним, отворів, методом
Формула / Реферат:
Спосіб відновлення отворів термічним методом чавунних деталей та деталей із заевтектоїдних сталей за рахунок фазових перетворень в структурі матеріалу, який відрізняється тим, що деталь, яку відновлюють, охолоджують ззовні, а внутрішню поверхню при цьому нагрівають вище точки Ас1.
Попередній патент: Диск культиватора стабілізуючий
Наступний патент: Спосіб підвищення несучості курей і покращення якості курячих яєць
Випадковий патент: Пломба