Спосіб розмірної обробки електричною дугою глухих отворів та стрижнів з похилою по відношенню до стартової поверхні електрода-заготовки торцевою поверхнею
Номер патенту: 55619
Опубліковано: 15.04.2003
Автори: Боков Віктор Михайлович, Шмельов Віталій Миколайович
Формула / Реферат
Спосіб розмірної обробки електричною дугою глухих отворів та стрижнів з похилою по відношенню до стартової поверхні електрода-заготовки торцевою поверхнею, при якому робочу рідину прокачують крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку в початковій фазі процесу здійснюють при прокачуванні робочої рідини крізь штучний торцевий міжелектродний зазор, який утворено торцевою поверхнею електрода-інструмента та паралельно розташованою поверхнею електропровідної накладки, нерухомо закріпленої на стартовій поверхні електрода-заготовки, причому накладку виконано з центральним отвором, діаметр якого рівний або більший діаметра отвору в електроді-інструменті.
Текст
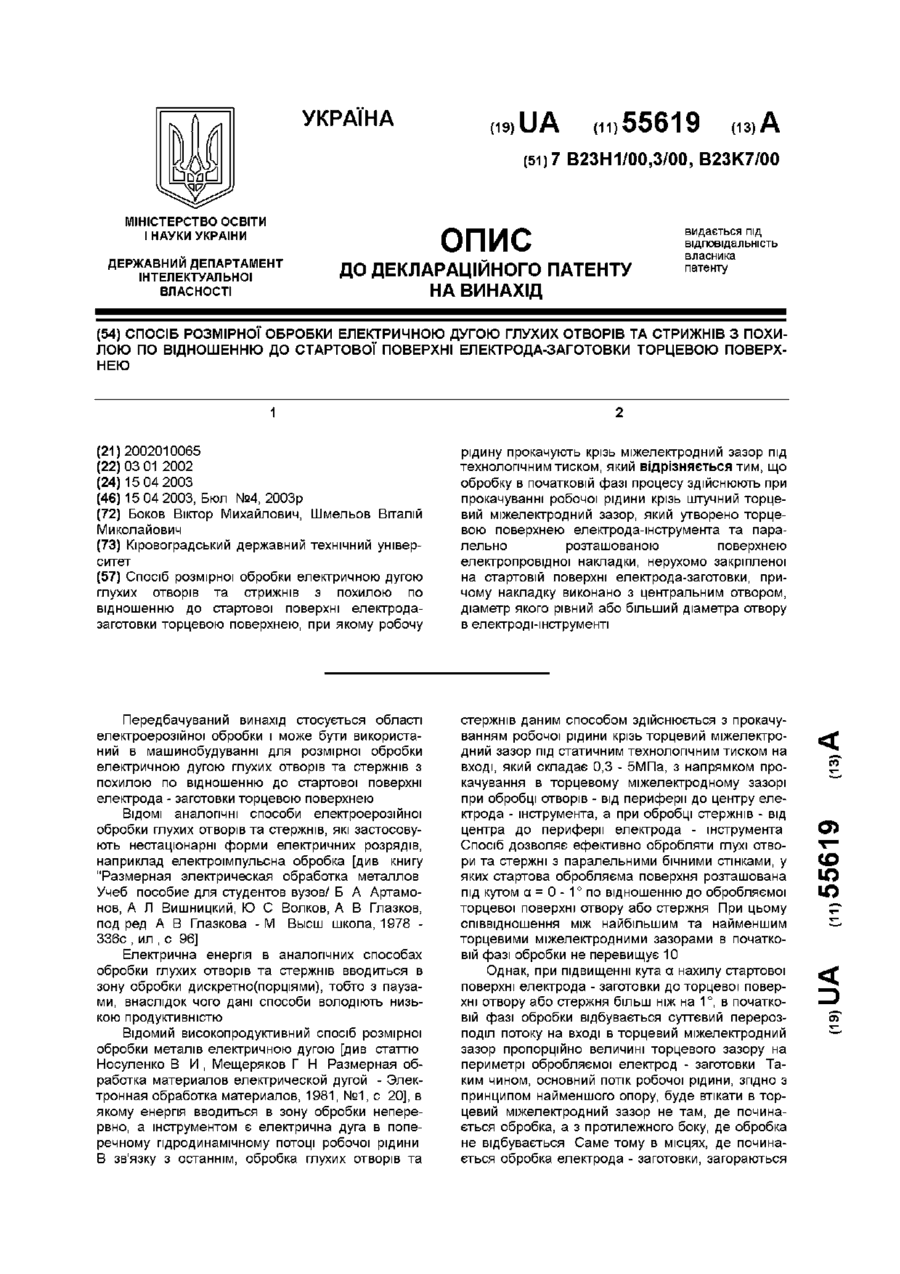
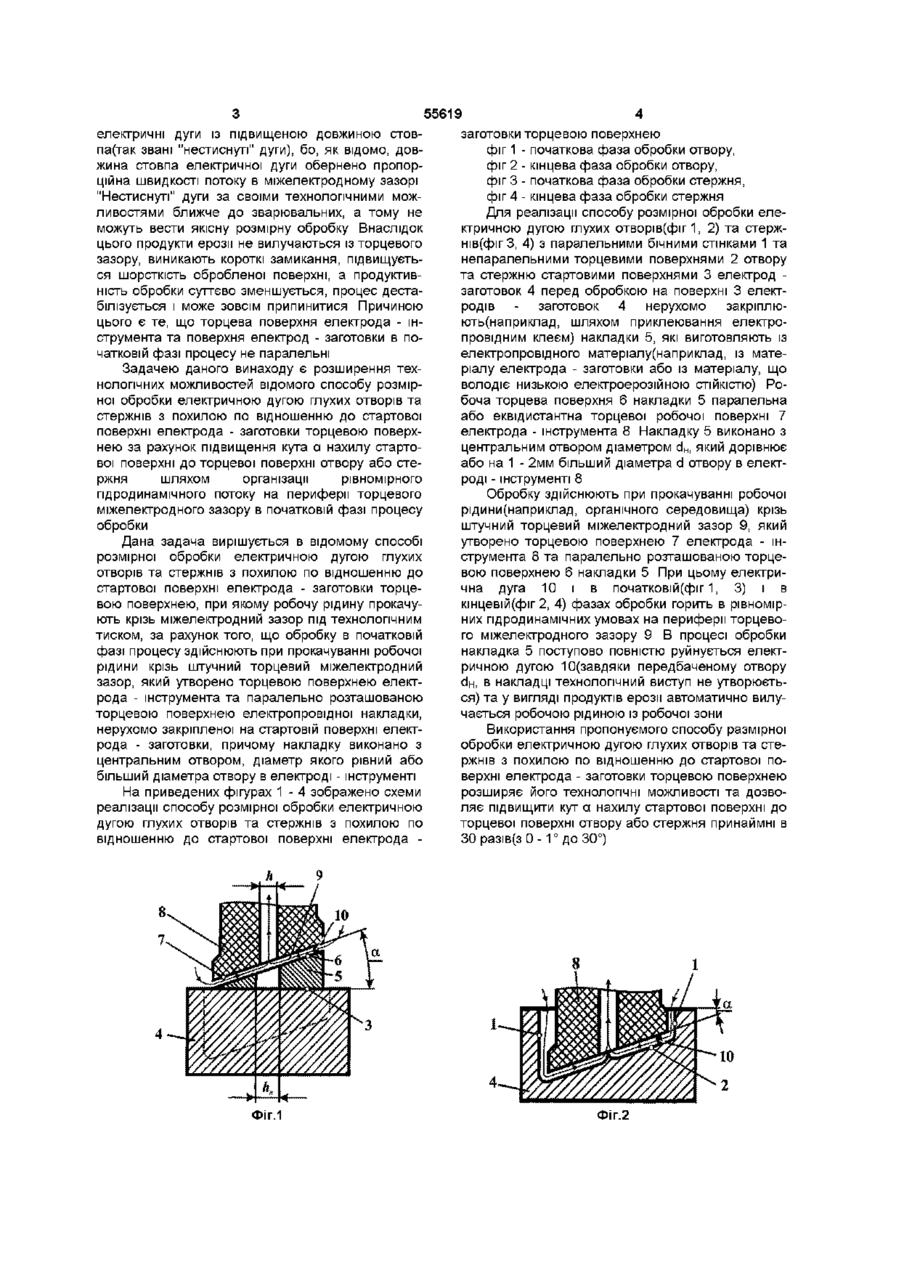
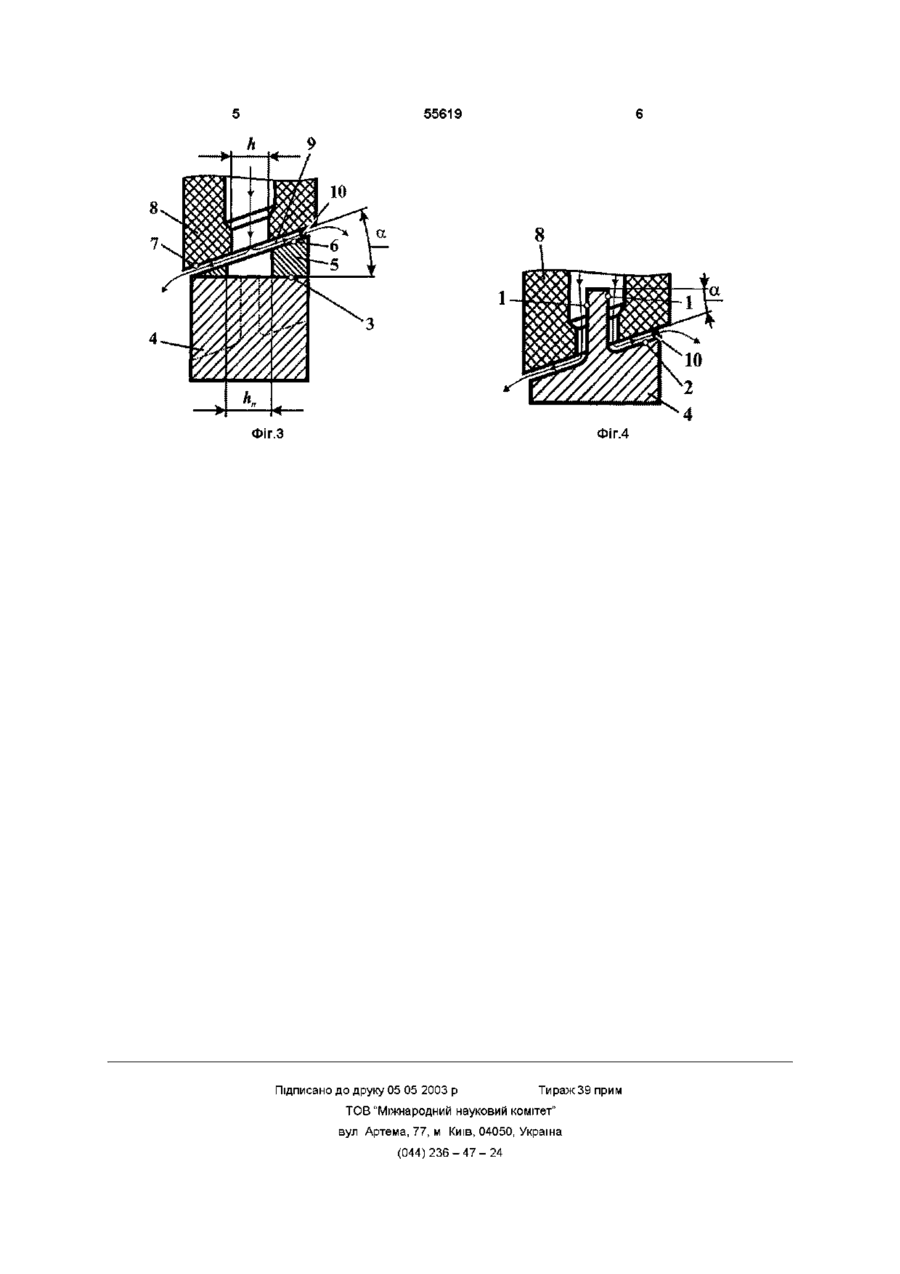
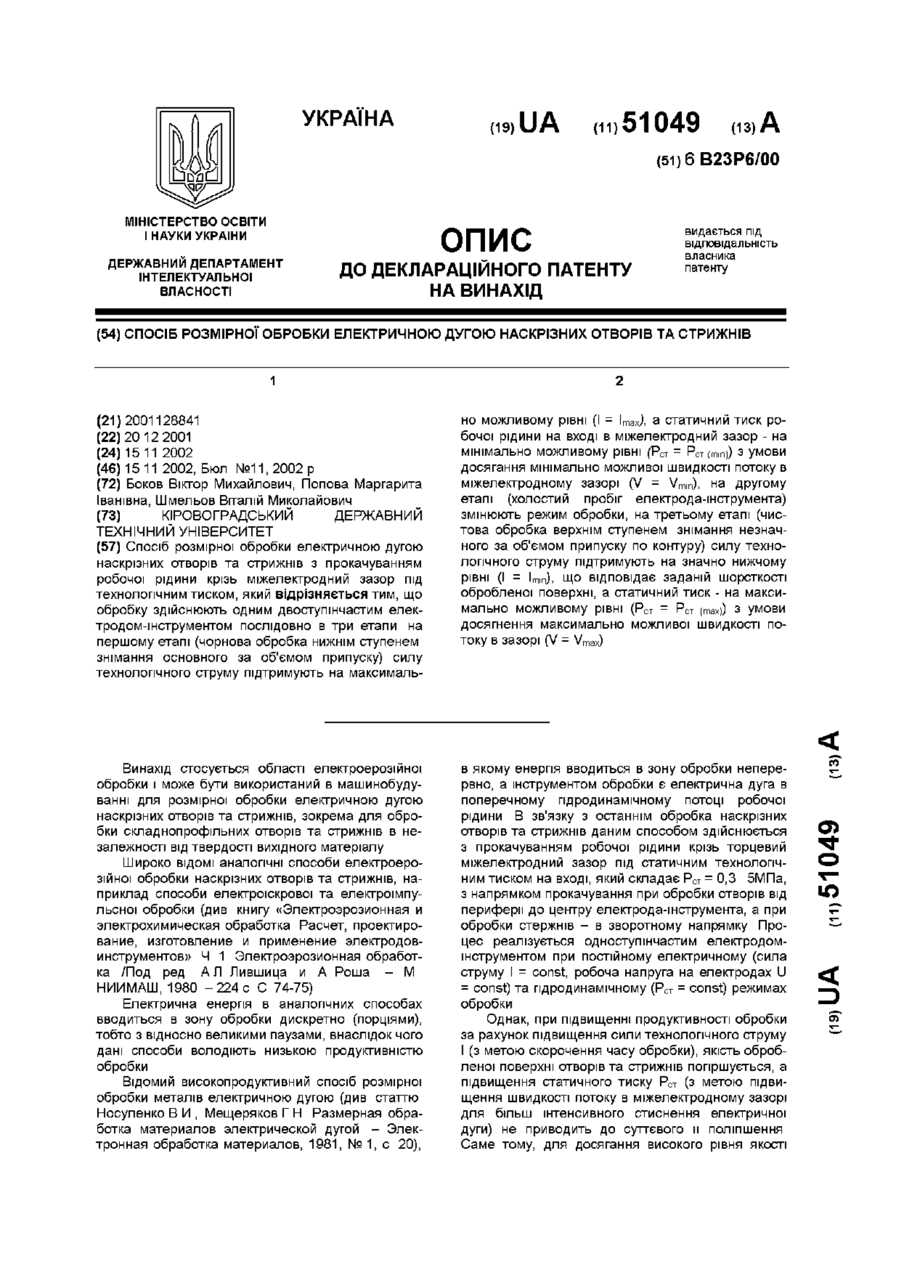
Спосіб розмірної обробки електричною дугою глухих отворів та стрижнів з похилою по відношенню до стартової поверхні електродазаготовки торцевою поверхнею, при якому робочу рідину прокачують крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку в початковій фазі процесу здійснюють при прокачуванні робочої рідини крізь штучний торцевий міжелектродний зазор, який утворено торцевою поверхнею електрод а-інструмента та паралельно розташованою поверхнею електропровідної накладки, нерухомо закріпленої на стартовій поверхні електрода-заготовки, причому накладку виконано з центральним отвором, діаметр якого рівний або більший діаметра отвору в електроді-інструменті Передбачуваний винахід стосується області електроерозійної обробки і може бути використаний в машинобудуванні для розмірної обробки електричною дугою глухих отворів та стержнів з похилою по відношенню до стартової поверхні електрода - заготовки торцевою поверхнею ВІДОМІ аналогічні способи електроерозійної обробки глухих отворів та стержнів, які застосовують нестаціонарні форми електричних розрядів, наприклад електроімпульсна обробка [див книгу "Размерная электрическая обработка металлов Учеб пособие для студентов вузов/ Б А Артамонов, А Л Вишницкий, Ю С Волков, А В Глазков, под ред А В Глазкова - М Высш школа, 1978 336с , ил , с 96] Електрична енергія в аналогічних способах обробки глухих отворів та стержнів вводиться в зону обробки дискретно(порціями), тобто з паузами, внаслідок чого дані способи володіють низькою продуктивністю Відомий високопродуктивний спосіб розмірної обробки металів електричною дугою [див статтю Носуленко В И , Мещеряков Г Н Размерная обработка материалов електрической дугой - Электронная обработка материалов, 1981, №1, с 20], в якому енергія вводиться в зону обробки неперервно, а інструментом є електрична дуга в поперечному гідродинамічному потоці робочої рідини В зв'язку з останнім, обробка глухих отворів та стержнів даним способом здійснюється з прокачуванням робочої рідини крізь торцевий міжелектродний зазор під статичним технологічним тиском на вході, який складає 0,3 - 5МПа, з напрямком прокачування в торцевому міжелектродному зазорі при обробці отворів - від периферії до центру електрода - інструмента, а при обробці стержнів - від центра до периферії електрода - інструмента Спосіб дозволяє ефективно обробляти глухі отвори та стержні з паралельними бічними стінками, у яких стартова обробляєма поверхня розташована під кутом а = 0 - 1 ° по відношенню до обробляємої торцевої поверхні отвору або стержня При цьому співвідношення між найбільшим та найменшим торцевими міжелектродними зазорами в початковій фазі обробки не перевищує 10 Однак, при підвищенні кута а нахилу стартової поверхні електрода - заготовки до торцевої поверхні отвору або стержня більш ніж на 1°, в початковій фазі обробки відбувається суттєвий перерозподіл потоку на вході в торцевий міжелектродний зазор пропорційно величині торцевого зазору на периметрі обробляємої електрод - заготовки Таким чином, основний потік робочої рідини, згідно з принципом найменшого опору, буде втікати в торцевий міжелектродний зазор не там, де починається обробка, а з протилежного боку, де обробка не відбувається Саме тому в місцях, де починається обробка електрода - заготовки, загораються (О ю ю 55619 електричні дуги із підвищеною довжиною стовзаготовки торцевою поверхнею па(так звані "нестиснуп" дуги), бо, як відомо, довфіг 1 - початкова фаза обробки отвору, жина стовпа електричної дуги обернено пропорфіг 2 - кінцева фаза обробки отвору, ційна швидкості потоку в міжелектродному зазорі фіг 3 - початкова фаза обробки стержня, "Нестиснуп" дуги за своїми технологічними можфіг 4 - кінцева фаза обробки стержня ливостями ближче до зварювальних, а тому не Для реалізації способу розмірної обробки елеможуть вести якісну розмірну обробку Внаслідок ктричною дугою глухих отворів(фіг 1, 2) та стержцього продукти ерозії не вилучаються із торцевого нів(фігЗ, 4) з паралельними бічними стінками 1 та зазору, виникають короткі замикання, підвищуєтьнепаралельними торцевими поверхнями 2 отвору ся шорсткість обробленої поверхні, а продуктивта стержню стартовими поверхнями 3 електрод ність обробки суттєво зменшується, процес дестазаготовок 4 перед обробкою на поверхні 3 електбілізується і може зовсім припинитися Причиною родів - заготовок 4 нерухомо закріплюцього є те, що торцева поверхня електрода - інють(наприклад, шляхом приклеювання електрострумента та поверхня електрод - заготовки в попровідним клеєм) накладки 5, які виготовляють із чатковій фазі процесу не паралельні електропровідного матеріалу(наприклад, із матеріалу електрода - заготовки або із матеріалу, що Задачею даного винаходу є розширення техволодіє низькою електроерозійною СТІЙКІСТЮ) Ронологічних можливостей відомого способу розмірбоча торцева поверхня 6 накладки 5 паралельна ної обробки електричною дугою глухих отворів та або еквідистантна торцевої робочої поверхні 7 стержнів з похилою по відношенню до стартової електрода - інструмента 8 Накладку 5 виконано з поверхні електрода - заготовки торцевою поверхцентральним отвором діаметром dH, який дорівнює нею за рахунок підвищення кута а нахилу стартоабо на 1 - 2мм більший діаметра d отвору в електвої поверхні до торцевої поверхні отвору або стероді - інструменті 8 ржня шляхом організації рівномірного гідродинамічного потоку на периферії торцевого Обробку здійснюють при прокачуванні робочої міжелектродного зазору в початковій фазі процесу рідини(наприклад, органічного середовища) крізь обробки штучний торцевий міжелектродний зазор 9, який утворено торцевою поверхнею 7 електрода - інДана задача вирішується в відомому способі струмента 8 та паралельно розташованою торцерозмірної обробки електричною дугою глухих вою поверхнею 6 накладки 5 При цьому електриотворів та стержнів з похилою по відношенню до чна дуга 10 і в початковій(фіг 1, 3) і в стартової поверхні електрода - заготовки торцекшцевій(фіг 2, 4) фазах обробки горить в рівномірвою поверхнею, при якому робочу рідину прокачуних гідродинамічних умовах на периферії торцевоють крізь міжелектродний зазор під технологічним го міжелектродного зазору 9 В процесі обробки тиском, за рахунок того, що обробку в початковій накладка 5 поступово повністю руйнується електфазі процесу здійснюють при прокачуванні робочої ричною дугою 10(завдяки передбаченому отвору рідини крізь штучний торцевий міжелектродний сін, в накладці технологічний виступ не утворюєтьзазор, який утворено торцевою поверхнею електся) та у вигляді продуктів ерозії автоматично вилурода - інструмента та паралельно розташованою чається робочою рідиною із робочої зони торцевою поверхнею електропровідної накладки, нерухомо закріпленої на стартовій поверхні електВикористання пропонуємого способу размірної рода - заготовки, причому накладку виконано з обробки електричною дугою глухих отворів та стецентральним отвором, діаметр якого рівний або ржнів з похилою по відношенню до стартової побільший діаметра отвору в електроді - інструменті верхні електрода - заготовки торцевою поверхнею розширяє його технологічні можливості та дозвоНа приведених фігурах 1 - 4 зображено схеми ляє підвищити кут а нахилу стартової поверхні до реалізації способу розмірної обробки електричною торцевої поверхні отвору або стержня принаймні в дугою глухих отворів та стержнів з похилою по ЗО разів(зО-1° до 30°) відношенню до стартової поверхні електрода ФІГ.1 Фіг.2 55619 9 h ФІГ.З Фіг.4 Підписано до друку 05 05 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for dimensional machining with electric arc of blind holes and rods with inclined end face with respect to initial surface of blank electrode
Автори англійськоюBokov Viktor Myhailovych, Shmeliov Vitalii Mykolaiovych
Назва патенту російськоюСпособ размерной обработки электрической дугой глухих отверстий и стержней с наклонной по отношению к стартовой поверхности электрода-заготовки торцевой поверхностью
Автори російськоюБоков Виктор Михайлович, Шмелев Виталий Николаевич
МПК / Мітки
МПК: B23K 7/00, B23H 1/00, B23H 3/00
Мітки: дугою, відношенню, обробки, стрижнів, поверхнею, похилою, стартової, отворів, розмірної, спосіб, торцевою, глухих, поверхні, електрода-заготовки, електричною
Код посилання
<a href="https://ua.patents.su/3-55619-sposib-rozmirno-obrobki-elektrichnoyu-dugoyu-glukhikh-otvoriv-ta-strizhniv-z-pokhiloyu-po-vidnoshennyu-do-startovo-poverkhni-elektroda-zagotovki-torcevoyu-poverkhneyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб розмірної обробки електричною дугою глухих отворів та стрижнів з похилою по відношенню до стартової поверхні електрода-заготовки торцевою поверхнею</a>
Спосіб розмірної обробки електричною дугою наскрізних отворів та стрижнів
Номер патенту: 51049
Опубліковано: 15.11.2002
Автори: Попова Маргарита Іванівна, Шмельов Віталій Миколайович, Боков Віктор Михайлович
МПК: B23P 6/00
Мітки: дугою, наскрізних, стрижнів, обробки, електричною, отворів, спосіб, розмірної
Формула / Реферат:
Спосіб розмірної обробки електричною дугою наскрізних отворів та стрижнів з прокачуванням робочої рідини крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють одним двоступінчастим електродом-інструментом послідовно в три етапи: на першому етапі (чорнова обробка нижнім ступенем: знімання основного за об'ємом припуску) силу технологічного струму підтримують на максимально можливому рівні (I =...
Спосіб розмірної обробки електричною дугою отворів та порожнин

Номер патенту: 22072
Опубліковано: 30.04.1998
Автори: Попова Маргарита Іванівна, Боков Віктор Михайлович
МПК: B23H 7/00
Мітки: розмірної, електричною, обробки, спосіб, порожнин, отворів, дугою
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою отворів та порожнин, що мають паралельні бічні стінки і стартову обробляєму поверхню не паралельну донної поверхні отвору, при якому робочу рідину нагнітають із герметизованої камери у торцевий міжелектродний зазор під тиском у напрямку від периферії до центру електрода-інструмента, який відрізняється тим, що нагнітання робочої рідини у торцевий міжелектродний зазор здійснюють крізь штучний...
Спосіб розмірної обробки стрижнів електричною дугою
Номер патенту: 44970
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23P 6/00
Мітки: електричною, стрижнів, спосіб, дугою, обробки, розмірної
Формула / Реферат:
1. Спосіб розмірної обробки стрижнів електричною дугою з прокачуванням робочої рідини крізь торцевий міжелектродний зазор, який відрізняється тим, що обробку здійснюють при однозонному способі комбінованого зворотного прокачування, який характеризується напрямком течії потоку на периферійній частині зазору до центру електрода-інструмента (зворотне прокачування), а в центральній частині зазору - від центру електрода-інструмента (пряме...
Спосіб розмірної обробки стрижнів та порожнин електричною дугою

Номер патенту: 50415
Опубліковано: 15.10.2002
Автори: Шмельов Віталій Миколайович, Боков Віктор Михайлович
МПК: B23P 6/00
Мітки: спосіб, розмірної, обробки, електричною, дугою, стрижнів, порожнин
Формула / Реферат:
Спосіб розмірної обробки стрижнів та порожнин електричною дугою з однозонним комбінованим зворотним (зустрічним) прокачуванням робочої рідини крізь торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що статичні тиски робочої рідини на входах в міжелектродні зазори Рст1, Рст2 регулюють із умови досягання рівності середніх швидкостей потоків V в них, тобто пропорційно гідравлічним опорам течії потоків на даних...
Спосіб поверхневої розмірної обробки електричною дугою
Номер патенту: 44974
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: обробки, поверхневої, електричною, розмірної, дугою, спосіб
Формула / Реферат:
Спосіб поверхневої розмірної обробки електричною дугою з прокачуванням робочої рідини під технологічний тиском крізь торцевий міжелектродний зазор, який відрізняється тим, що обробку здійснюють при постійній швидкості потоку в торцевому міжелектродному зазорі шляхом застосування плоскопаралельного бічного режиму прокачування.
Попередній патент: Спосіб заземлення відключеної лінії електропередачі, що знаходиться під наведеною напругою
Наступний патент: Спосіб підвищення симбіотичних властивостей повільнорослих бульбочкових бактерій bradyrhizobium
Випадковий патент: Штампова сталь