Спосіб оцінки впливу технологічних параметрів виробництва на якість прокату металу
Номер патенту: 20370
Опубліковано: 15.01.2007
Автори: Лазар Катерина Олександрівна, Троцан Анатолій Іванович, Кислиця Вячеслав Володимирович, Александров Валерій Дмитрович, Бродецький Ігор Леонідович, Крейденко Фіра Семенівна, Володарський Володимир Васильович, Бєлов Борис Федорович, Іценко Анатолій Іванович, Карлікова Яна Петрівна
Формула / Реферат
Спосіб оцінки впливу технологічних параметрів виробництва на якість прокату металу, що включає аналіз парних зв'язків yі=f(xj), де xj-технологічний параметр, а уі - показник оцінки якості металу, який відрізняється тим, що показником оцінки якості є кількість плавок в відсотках від загального їхнього числа, в яких проводилося відсортування за тим або іншим видом дефектів, причому використовують тільки ті дані, для яких ймовірність їхньої випадковості менше рівня значимості 0,05 для кожного виду відсортування.
Текст
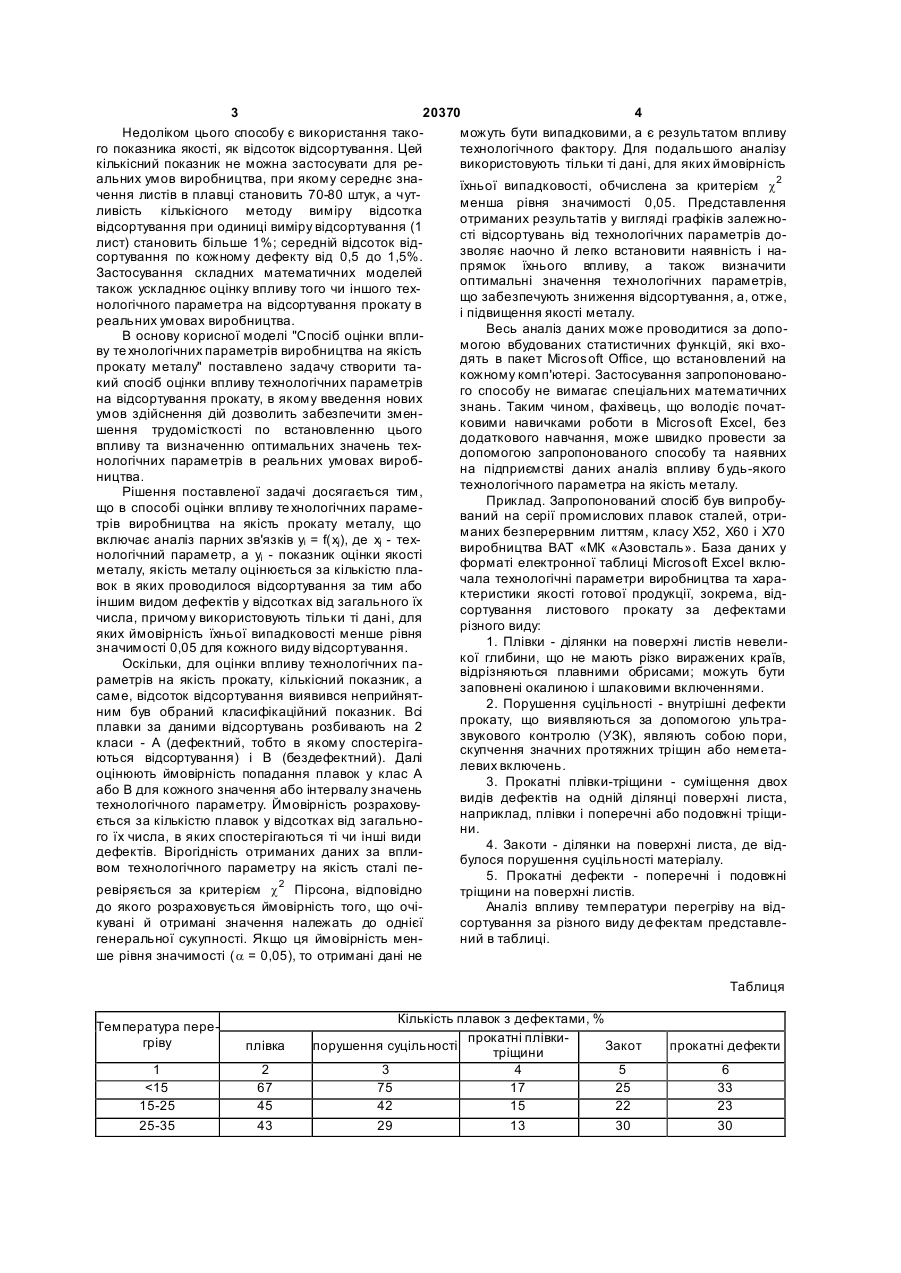
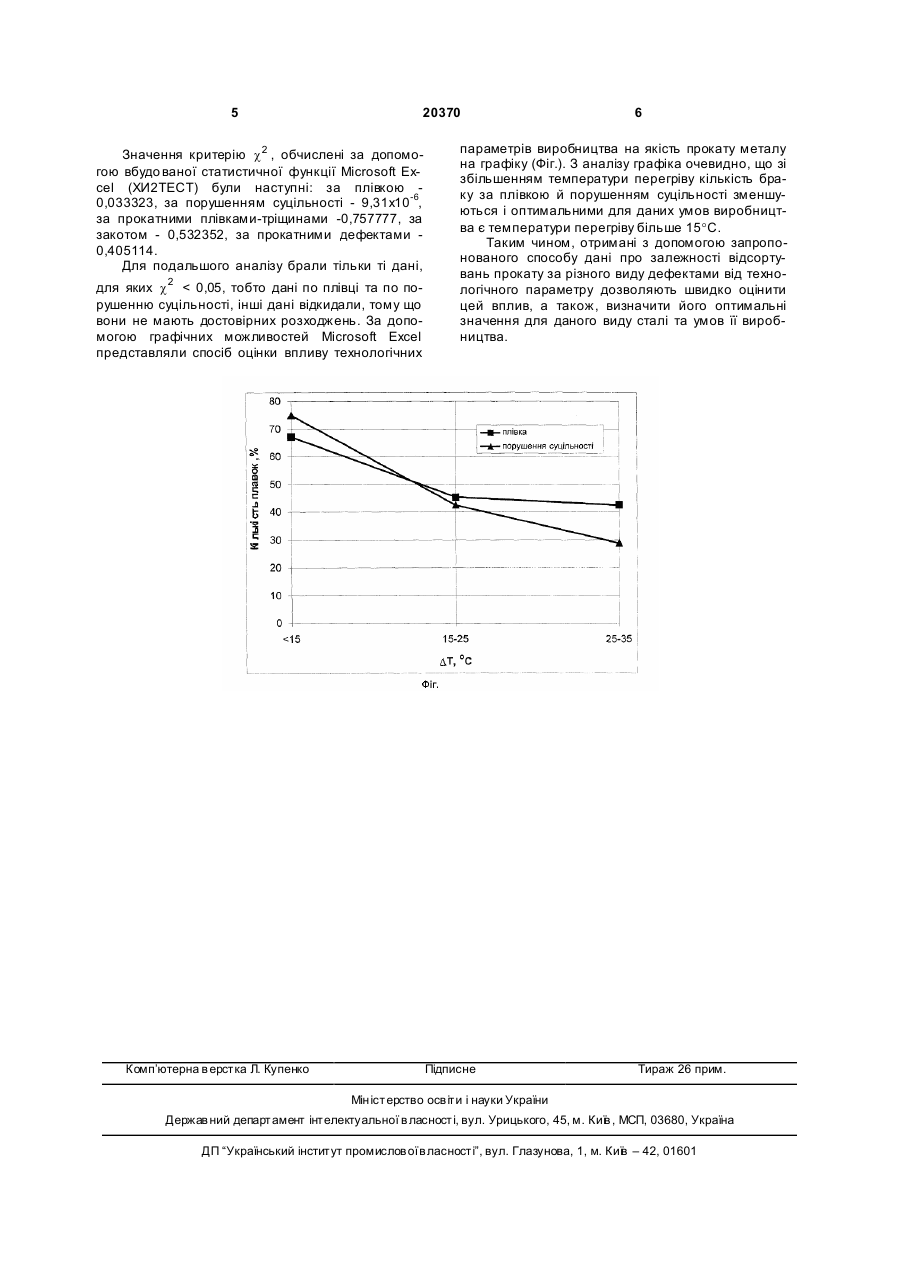
Спосіб оцінки впливу те хнологічних параметрів виробництва на якість прокату металу, що включає аналіз парних зв'язків yі=f(xj), де xjтехнологічний параметр, а уі - показник оцінки якості металу, який відрізняється тим, що показником оцінки якості є кількість плавок в відсотках від загального їхнього числа, в яких проводилося відсортування за тим або іншим видом дефектів, причому використовують тільки ті дані, для яких ймовірність їхньої випадковості менше рівня значимості 0,05 для кожного виду відсортування. (19) (21) u200608664 (22) 02.08.2006 (24) 15.01.2007 (46) 15.01.2007, Бюл. № 1, 2007 р. (72) Крейденко Фіра Семенівна, Троцан Анатолій Іванович, Бродецький Ігор Леонідович, Бєлов Борис Федорович, Кислиця Вячеслав Володимирович, Александров Валерій Дмитрович, Володарський Володимир Васильович, Лазар Катерина Олександрівна, Карликова Яна Петрівна, Іценко Анатолій Іванович (73) ІНСТИТУТ ПРОБЛЕМ МАТЕРІАЛОЗНАВСТВА ІМ. І.М. ФРАНЦЕВИЧА НАЦІОН АЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ 3 20370 4 Недоліком цього способу є використання такоможуть бути випадковими, а є результатом впливу го показника якості, як відсоток відсортування. Цей технологічного фактору. Для подальшого аналізу кількісний показник не можна застосувати для ревикористовують тільки ті дані, для яких ймовірність альних умов виробництва, при якому середнє знаїхньої випадковості, обчислена за критерієм c 2 чення листів в плавці становить 70-80 штук, а чутменша рівня значимості 0,05. Представлення ливість кількісного методу виміру відсотка отриманих результатів у вигляді графіків залежновідсортування при одиниці виміру відсортування (1 сті відсортувань від технологічних параметрів долист) становить більше 1%; середній відсоток відзволяє наочно й легко встановити наявність і насортування по кожному дефекту від 0,5 до 1,5%. прямок їхнього впливу, а також визначити Застосування складних математичних моделей оптимальні значення технологічних параметрів, також ускладнює оцінку впливу того чи іншого техщо забезпечують зниження відсортування, а, отже, нологічного параметра на відсортування прокату в і підвищення якості металу. реальних умовах виробництва. Весь аналіз даних може проводитися за допоВ основу корисної моделі "Спосіб оцінки вплимогою вбудованих статистичних функцій, які вхову те хнологічних параметрів виробництва на якість дять в пакет Microsoft Office, що встановлений на прокату металу" поставлено задачу створити такожному комп'ютері. Застосування запропонованокий спосіб оцінки впливу технологічних параметрів го способу не вимагає спеціальних математичних на відсортування прокату, в якому введення нових знань. Таким чином, фахівець, що володіє початумов здійснення дій дозволить забезпечити зменковими навичками роботи в Microsoft Excel, без шення трудомісткості по встановленню цього додаткового навчання, може швидко провести за впливу та визначенню оптимальних значень техдопомогою запропонованого способу та наявних нологічних параметрів в реальних умовах виробна підприємстві даних аналіз впливу будь-якого ництва. технологічного параметра на якість металу. Рішення поставленої задачі досягається тим, Приклад. Запропонований спосіб був випробущо в способі оцінки впливу те хнологічних парамеваний на серії промислових плавок сталей, отритрів виробництва на якість прокату металу, що маних безперервним литтям, класу Х52, Х60 і Х70 включає аналіз парних зв'язків yі = f(xj), де xj - техвиробництва ВАТ «МК «Азовсталь». База даних у нологічний параметр, а уі - показник оцінки якості форматі електронної таблиці Microsoft Excel вклюметалу, якість металу оцінюється за кількістю плачала технологічні параметри виробництва та харавок в яких проводилося відсортування за тим або ктеристики якості готової продукції, зокрема, відіншим видом дефектів у відсотках від загального їх сортування листового прокату за дефектами числа, причому використовують тільки ті дані, для різного виду: яких ймовірність їхньої випадковості менше рівня 1. Плівки - ділянки на поверхні листів невелизначимості 0,05 для кожного виду відсортування. кої глибини, що не мають різко виражених країв, Оскільки, для оцінки впливу технологічних павідрізняються плавними обрисами; можуть бути раметрів на якість прокату, кількісний показник, а заповнені окалиною і шлаковими включеннями. саме, відсоток відсортування виявився неприйнят2. Порушення суцільності - внутрішні дефекти ним був обраний класифікаційний показник. Всі прокату, що виявляються за допомогою ультраплавки за даними відсортувань розбивають на 2 звукового контролю (УЗК), являють собою пори, класи - А (дефектний, тобто в якому спостерігаскупчення значних протяжних тріщин або неметаються відсортування) і В (бездефектний). Далі левих включень. оцінюють ймовірність попадання плавок у клас А 3. Прокатні плівки-тріщини - суміщення двох або В для кожного значення або інтервалу значень видів дефектів на одній ділянці поверхні листа, технологічного параметру. Ймовірність розраховунаприклад, плівки і поперечні або подовжні тріщиється за кількістю плавок у відсотках від загальнони. го їх числа, в яких спостерігаються ті чи інші види 4. Закоти - ділянки на поверхні листа, де віддефектів. Вірогідність отриманих даних за вплибулося порушення суцільності матеріалу. вом технологічного параметру на якість сталі пе5. Прокатні дефекти - поперечні і подовжні ревіряється за критерієм c 2 Пірсона, відповідно тріщини на поверхні листів. до якого розраховується ймовірність того, що очіАналіз впливу температури перегріву на відкувані й отримані значення належать до однієї сортування за різного виду де фектам представлегенеральної сукупності. Якщо ця ймовірність менний в таблиці. ше рівня значимості ( a = 0,05), то отримані дані не Таблиця Температура перегріву плівка 1
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for determining the effect of process parameters on the quality of rolled metal
Автори англійськоюKreidenko Fira Semenivna, Trotsan Anatolii Ivanovych, Brodetskyi Ihor Leonidovych, Belov Borys Fedorovych, Kyslytsia Viacheslav Volodymyrovych, Aleksandrov Valerii Dmytrovych, Volodarskyi Volodymyr Vasyliovych, Karlykova Yana Petrivna, Itsenko Anatolii Ivanovych
Назва патенту російськоюСпособ определения влияния технологических параметров на качество прокатанного металла
Автори російськоюКрейденко Фира Семенивна, Троцан Анатолий Иванович, Бродецкий Игорь Леонидович, Белов Борис Федорович, Кислица Вячеслав Владимирович, Александров Валерий Дмитриевич, Володарский Владимир Васильевич, Карликова Яна Петровна, Иценко Анатолий Иванович
МПК / Мітки
МПК: G01N 33/20
Мітки: виробництва, оцінки, спосіб, параметрів, якість, технологічних, прокату, впливу, металу
Код посилання
<a href="https://ua.patents.su/3-20370-sposib-ocinki-vplivu-tekhnologichnikh-parametriv-virobnictva-na-yakist-prokatu-metalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб оцінки впливу технологічних параметрів виробництва на якість прокату металу</a>
Спосіб оцінки механічних властивостей металу у виробах із листового прокату
Номер патенту: 13670
Опубліковано: 17.04.2006
Автори: Левтерова Ірина Анатоліївна, Солошенко Павло Васильович, Мурашкін Олександр Вікторович, Кармазін Андрій Вікторович, Шебаніц Максим Юрієвич, Білосточний Василь Володимирович, Зерницький Давид Ілліч, Троцан Анатолій Іванович, Білосточний Андрій Васильович
МПК: G01N 1/04
Мітки: листового, прокату, механічних, спосіб, оцінки, властивостей, виробах, металу
Формула / Реферат:
1. Спосіб оцінки механічних властивостей металу у виробах із листового прокату, що включає вирізку проб з листового прокату, призначеного для виготовлення виробу, виготовлення з вирізаних проб стандартних зразків для випробування механічних властивостей, який відрізняється тим, що перед виготовленням стандартних зразків для випробування механічних властивостей проби металу піддають такому ж механічному впливу, як і листовий прокат при...
Спосіб виробництва прокату з безперервнолитого металу
Номер патенту: 75832
Опубліковано: 15.05.2006
Автори: Зуб Вадим Вікторович, Григор'єв Михайло Володимирович, Мягков Володимир Михайлович, Демидова Ірина Анатоліївна, Щєрбачов Василь Валентинович, Слугін Олексій Олексійович, Смирнов Євген Миколайович
Мітки: безперервнолитого, виробництва, металу, спосіб, прокату
Формула / Реферат:
1. Спосіб виробництва прокату з безперервнолитого металу, що включає його розкат в чорнових клітях, формування готового профілю в чистових клітях, який відрізняється тим, що перед або під час прокатки в чистовій лінії розкат розвертають на 180°, причому після розвороту здійснюють нагромадження не менше 60% сумарної деформації в чистових клітях, після чого проводять термообробку.2. Спосіб за п. 1, який відрізняється тим, що термообробку...
Спосіб виробництва прокату з безперервнолитого металу
Номер патенту: 7877
Опубліковано: 15.07.2005
Автори: Смирнов Євген Миколайович, Григор'єв Михайло Володимирович, Слугін Олексій Олексійович, Демидова Ірина Анатоліївна, Зуб Вадим Вікторович, Щєрбачов Василь Валентинович, Мягков Володимир Михайлович
Мітки: металу, прокату, безперервнолитого, виробництва, спосіб
Формула / Реферат:
1. Спосіб виробництва прокату з безперервнолитого металу, що включає прокатку в чорнових клітях, формування готового профілю в чистових клітях, який відрізняється тим, що перед або під час прокатки в чистовій лінії розкат розвертають на 180°, причому після розвороту здійснюють нагромадження не менше 60 % сумарної деформації в чистових клітях, після чого проводять термообробку.2. Спосіб за п. 1, який відрізняється тим, що термообробку...
Спосіб виробництва товстолистового прокату
Номер патенту: 69842
Опубліковано: 15.09.2004
Автори: Мурашкін Олександр Вікторович, Фентісов Ігор Миколайович, Климанчук Владислав Владиславович, Самохвалов Володимир Михайлович, Бочек Анатолій Павлович, Пушков Валерій Васильйович, Бойко Володимир Семенович, Ларіонов Олександр Олексійович, Шебаніц Едуард Миколайович
МПК: B21B 1/26
Мітки: прокату, виробництва, спосіб, товстолистового
Формула / Реферат:
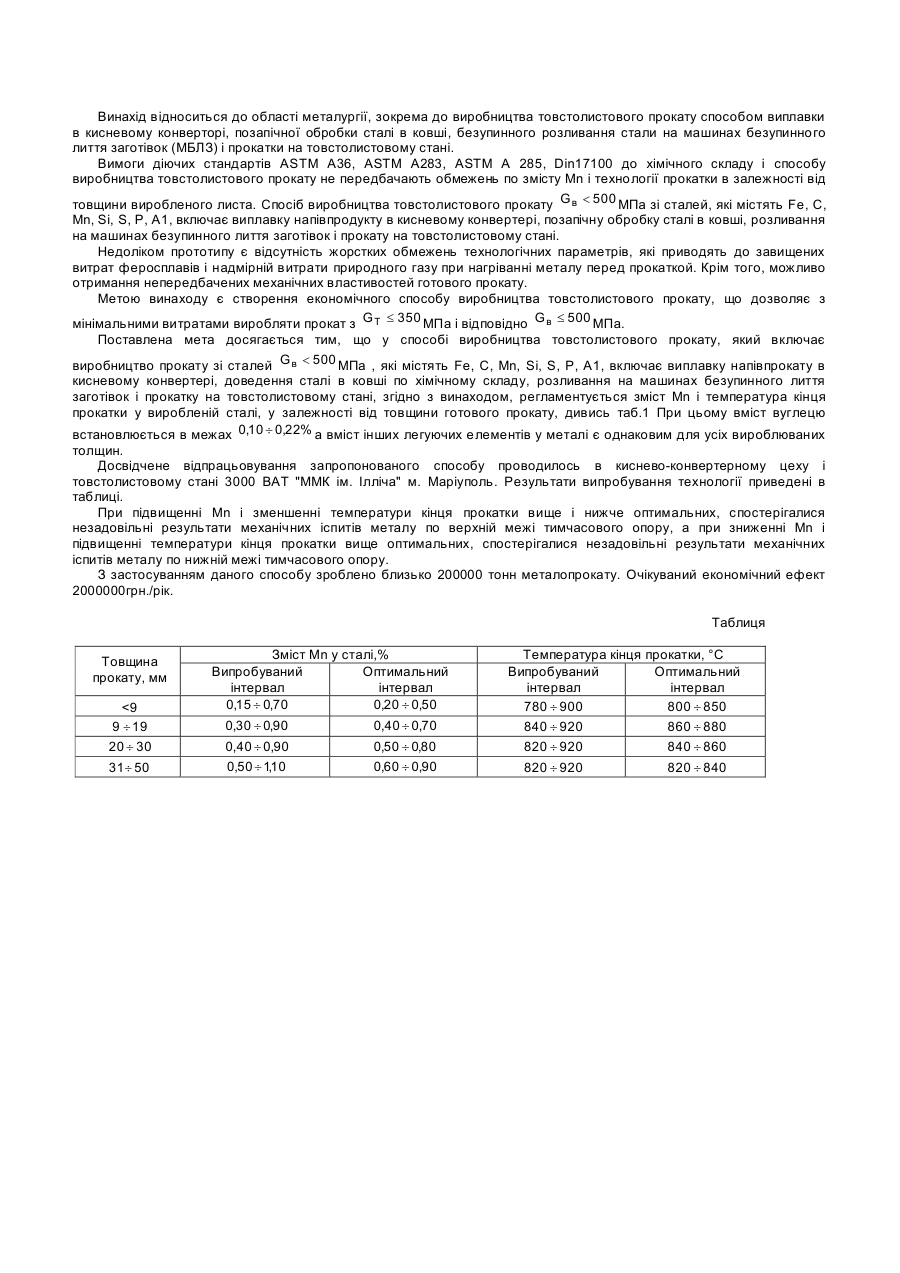
Спосіб виробництва товстолистового прокату з Gв ≤ 500 МПа зі сталей, які містять Fe, С, Mn, Si, S, P, Al, що включає виплавку напівпродукту в кисневому конверторі, доведення сталі в ковші по хімічному складу, розливання на машинах безупинного лиття заготівок і прокатку на товстолистовому стані, який відрізняється тим, що вміст Mn і температуру кінця прокатки, залежно від товщини готового прокату, встановлють в наступних межах: ...
Спосіб виробництва прокату з кольорового металу
Номер патенту: 26660
Опубліковано: 12.11.1999
Автор: РАНТАНЕН Маурі Віхторі
МПК: B21B 23/00, B21B 19/00, B21B 3/00
Мітки: прокату, кольорового, спосіб, металу, виробництва
Формула / Реферат:
1. Способ производства проката из цветного металла, содержащий холодную планетарную поперечно-винтовую прокатку заготовки, полученной в результате непрерывного литья или методом выдавливания, отличающийся тем, что деформацию осуществляют с обжатием, по меньшей мере, 70% при температуре разогрева металла в очаге деформации 250 - 750°C.2. Способ по п.1, отличающийся тем, что обжатие, преимущественно равно 90%.3. Способ по пп.1 и...