Спосіб чистової обробки зубчастих коліс
Номер патенту: 21035
Опубліковано: 15.02.2007
Автори: Коваленко Валентин Олександрович, Натаров Олександр Павлович, Луценко Микола Михайлович

Формула / Реферат
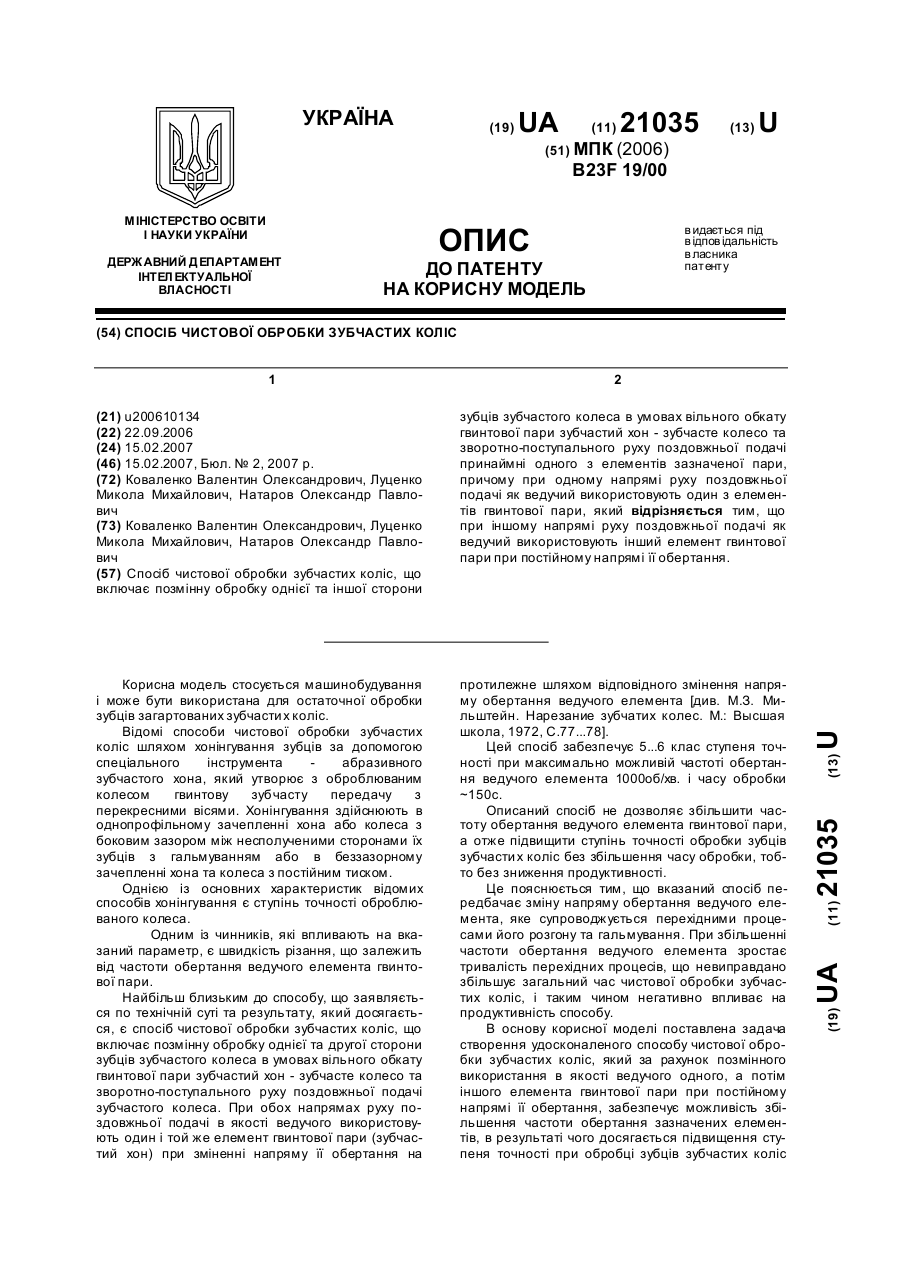
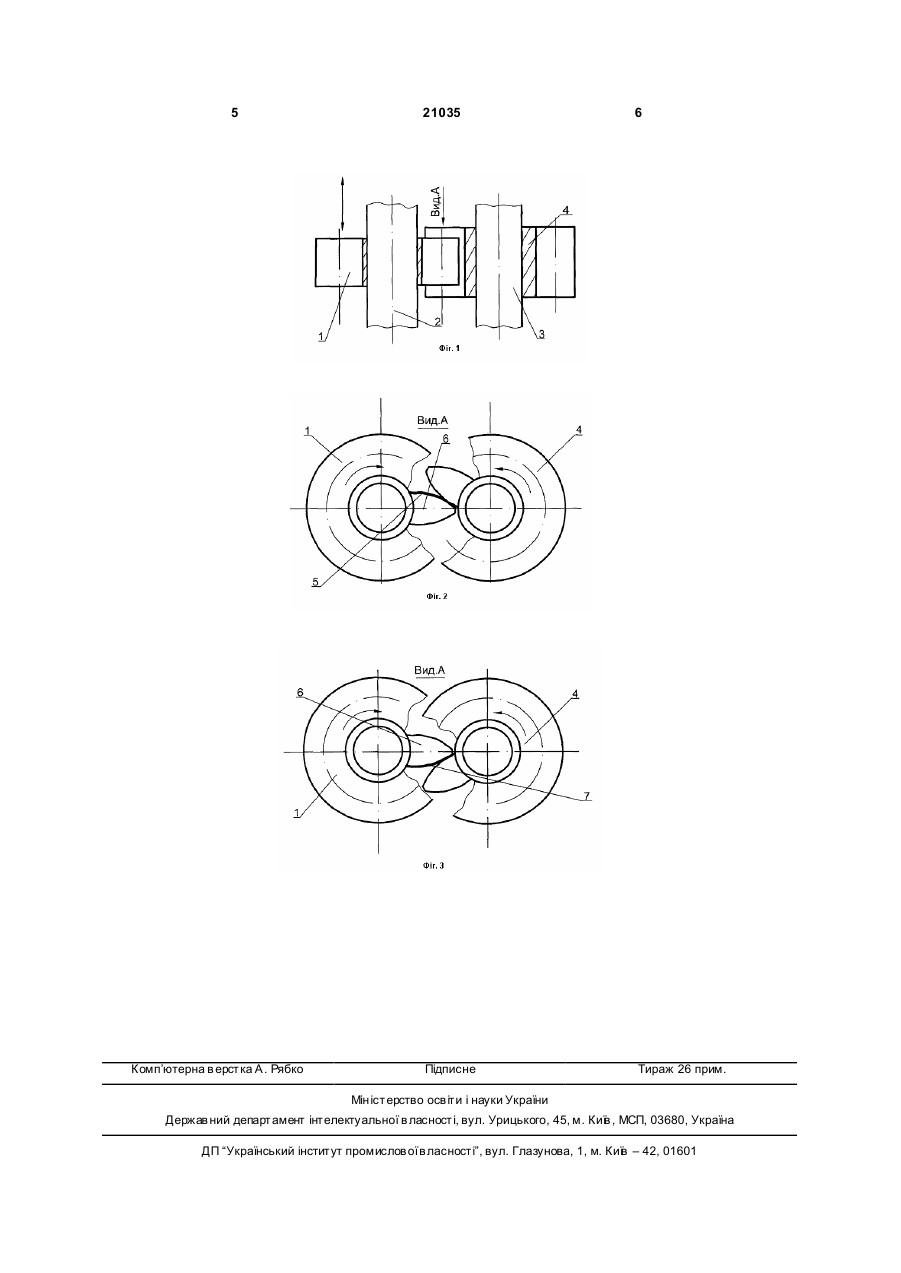
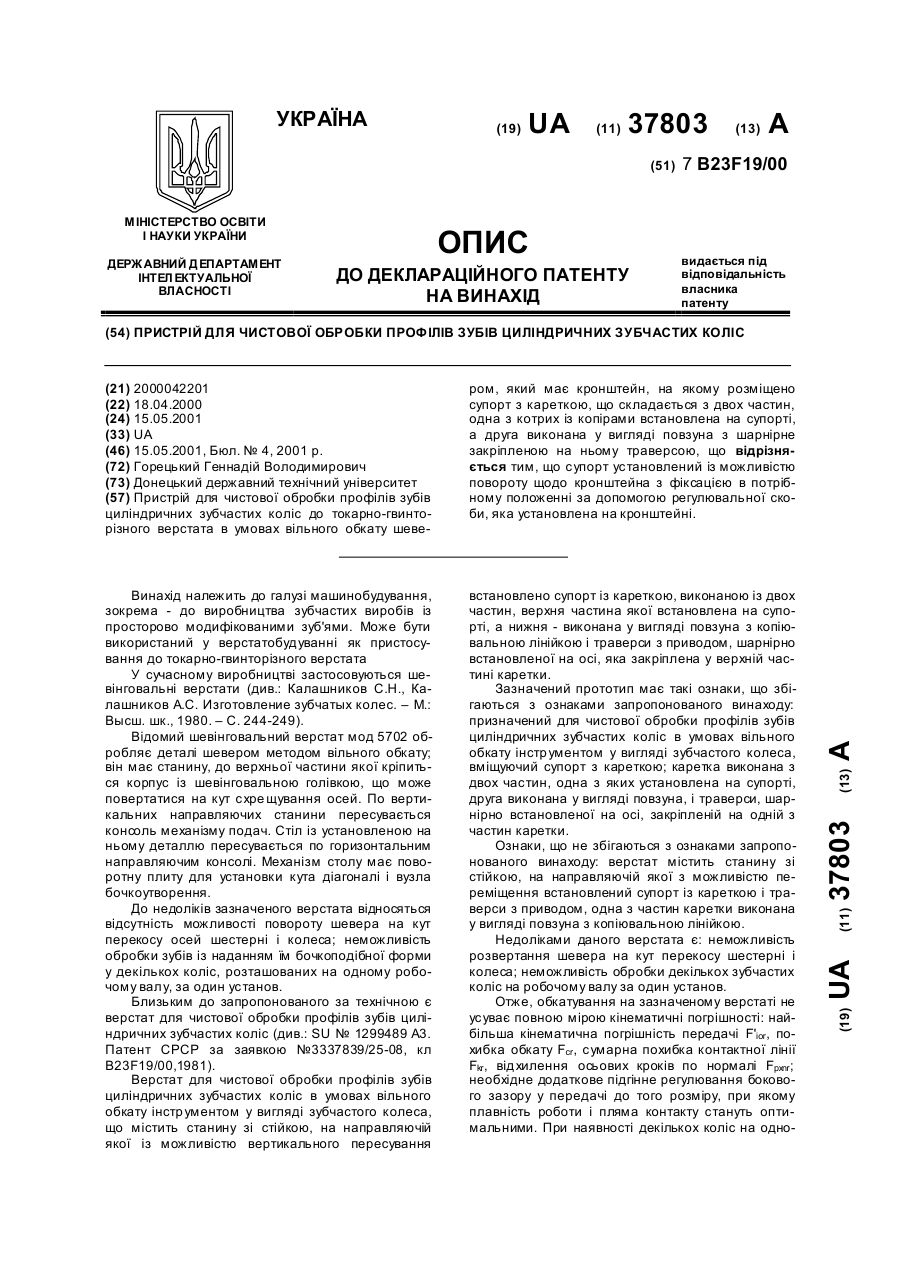
Спосіб чистової обробки зубчастих коліс, що включає позмінну обробку однієї та іншої сторони зубців зубчастого колеса в умовах вільного обкату гвинтової пари зубчастий хон - зубчасте колесо та зворотно-поступального руху поздовжньої подачі принаймні одного з елементів зазначеної пари, причому при одному напрямі руху поздовжньої подачі як ведучий використовують один з елементів гвинтової пари, який відрізняється тим, що при іншому напрямі руху поздовжньої подачі як ведучий використовують інший елемент гвинтової пари при постійному напрямі її обертання.
Текст
Спосіб чистової обробки зубчастих коліс, що включає позмінну обробку однієї та іншої сторони 3 21035 без збільшення часу їх обробки, тобто без зниження продуктивності. Поставлена задача вирішується завдяки тому, що у відомому способі чистової обробки зубчастих коліс, що включає позмінну обробку однієї та другої сторони зубців зубчастого колеса в умовах вільного обкату гвинтової пари зубчастий хон - зубчасте колесо і зворотно-поступального руху поздовжньої подачі принаймні одного з елементів зазначеної пари причому, при одному напрямі руху поздовжньої подачі в якості ведучого використовують один з елементів гвинтової пари, відповідно до корисної моделі, при іншому напрямі руху поздовжньої подачі в якості ведучого використовують інший елемент гвинтової пари при постійному напрямі її обертання. Причинно-наслідковий зв'язок між відмінними ознаками корисної моделі та результатом, що досягається полягає в наступному. Завдяки тому, що при іншому напрямі руху поздовжньої подачі в якості ведучого використовують інший елемент гвинтової пари при постійному напряму її обертання, виключається необхідність реверсу, тобто зміни напряму обертання елементу, який використовується в якості ведучого на попередньому етапі. Це дозволяє виключити процеси розгону та гальмування ведучого елемента, тобто забезпечити можливість збільшення частоти його обертання не менше, ніж в три рази. В результаті збільшується швидкість, а відповідно і інерційна маса всіх елементів гвинтової пари. Це призводить до збільшення рівномірності їх відносного обертання за рахунок чого досягається підвищення ступеня точності оброблюваних поверхонь на 1...2 класи. Окрім того, виключення процесів розгону та гальмування ведучого елемента забезпечує зменшення часу обробки, тобто підвищення продуктивності, що є додатковою перевагою запропонованого способу. На Фіг.1 наведена схема чистової обробки зубчастих коліс, на Фіг.2 та 3 - вид А на Фіг.1 при одному та іншому напрямі руху поздовжньої подачі. Запропонований спосіб включає позмінну обробку однієї та др угої сторони зубців зубчастого 4 колеса в умовах вільного обкату гвинтової пари зубчастий хон-зубчасте колесо та зворотнопоступального руху поздовжньої подачі принаймні одного з елементів гвинтової пари, а саме зубчастого хону, або зубчастого колеса, або і того і іншого елемента одночасно. При одному напрямі руху поздовжньої подачі в якості ведучого використовують один з елементів гвинтової пари (зубчастий хон або зубчасте колесо), а при іншому напрямі інший елемент гвинтової пари (відповідно зубчасте колесо або зубчастий хон) при постійному напрямі її обертання. Приклад здійснення способу Оброблюване зубчасте прямозубе колесо 1 з m=6мм, числом зубців z=18 та шириною вінця 20мм встановлюють на валу 2 верстата. Вводять його в зчеплення з встановленим на валу 3 зубчастим хоном 4 з m=6мм, числом зубців z=27, кутом нахилу зубців b =15°, який має алмазномісткий шар АСВ 125/100, 100%, M1. Валу 2 зубчастого колеса 1 надають зворотно-поступальний рух поздовжньої подачі з швидкістю 200мм/хв. Одночасно вмикають привід вала 3 зубчастого хона 4, надаючи йому рух обкату з частотою обертання 3000об/хв. При цьому пригальмовують обертання валу 2 зубчастого колеса 1 зусиллям ~14Нм. В результаті обробляють одну сторону 5 зубців 6 вказаного зубчастого колеса 1. При реверсі руху поздовжньої подачі, не змінюючи напрям обертання, вмикають привід вала 2 зубчастого колеса 1 і одночасно пригальмовують обертання валу 3 зубчасто го хона 4. Таким чином обробляють другу сторону 7 з убців 6. При заданому припуску на обробку до 0,04мм здійснюють 6 подвійних ходів поздовжньої подачі зубчастого колеса 1. При цьому час обробки складає ~100с, а ступінь точності оброблюваного колеса 7 клас. Таким чином запропонований спосіб дозволяє в 3 рази збільшити частоту обертання зубчастого хона (в межах припустимої швидкості різання для алмазного зубчастого хона). Це забезпечує підвищення ступеня точності при обробці зубців зубчастого колеса на 1 клас. 5 Комп’ютерна в ерстка А. Рябко 21035 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of finish working of gears
Автори англійськоюKovalenko Valentyn Oleksandrovych
Назва патенту російськоюСпособ чистовой обработки зубчатых колес
Автори російськоюКоваленко Валентин Александрович
МПК / Мітки
МПК: B23F 19/00
Мітки: чистової, обробки, зубчастих, коліс, спосіб
Код посилання
<a href="https://ua.patents.su/3-21035-sposib-chistovo-obrobki-zubchastikh-kolis.html" target="_blank" rel="follow" title="База патентів України">Спосіб чистової обробки зубчастих коліс</a>
Пристрій для чистової обробки профілів зубів циліндричних зубчастих коліс
Номер патенту: 37803
Опубліковано: 15.05.2001
Автор: Горецький Геннадій Володимирович
МПК: B23F 19/00
Мітки: коліс, обробки, пристрій, циліндричних, чистової, профілів, зубчастих, зубів
Формула / Реферат:
Пристрій для чистової обробки профілів зубів циліндричних зубчастих коліс до токарно-гвинторізного верстата в умовах вільного обкату шевером, який має кронштейн, на якому розміщено супорт з кареткою, що складається з двох частин, одна з котрих із копірами встановлена на супорті, а друга виконана у вигляді повзуна з шарнірно закріпленою на ньому траверсою, який відрізняється тим, що супорт установлений із можливістю повороту щодо кронштейна з...
Спосіб чистової обробки зубчастих коліс методом обкату черв’ячною фрезою “победа”
Номер патенту: 53967
Опубліковано: 17.02.2003
Автори: Давиденко Юрій Миколайович, Шаповалов Віктор Федорович, Колесник Володимир Федорович, Неженець Євген Іванович
МПК: B23F 5/00
Мітки: победа, чистової, обробки, черв'ячною, методом, обкату, спосіб, коліс, фрезою, зубчастих
Формула / Реферат:
Спосіб чистової обробки зубчастих коліс методом обкату черв'ячною фрезою "Победа", при якому обробку здійснюють у два прийоми: спочатку обробляють одну бічну поверхню зубів, а потім - іншу, при цьому перед кожним прийомом обробки інструмент установлюють на оправці зі зміщенням на розрахункову відстань у відповідний бік відносно міжосьового перпендикуляра, який відрізняється тим, що обробку ведуть одним інструментом, який при обробці...
Спосіб обробки великомодульних циліндричних зубчастих коліс
Номер патенту: 39595
Опубліковано: 15.06.2001
Автори: Розенберг Олег Олександрович, Маховський Юрій Олексійович, Рибак Валерій Якович, Микищенко Олександр Анатолійович
МПК: B23F 9/00
Мітки: обробки, спосіб, циліндричних, великомодульних, коліс, зубчастих
Формула / Реферат:
Спосіб обробки крупномодульних циліндричних зубчастих коліс, що включає обробку заготовок по зовнішньому діаметру зубчастих коліс i зубофрезерування бокових сторін зуб’їв безперервною обкаткою черв'ячною фрезою до отримання заданих розмірів, який відрізняється тим, що обробку заготовок по зовнішньому діаметру зубчастих коліс i зубофрезерування бокових сторін зуб’їв безперервною обкаткою черв'ячною фрезою здійснюють одночасно, при цьому на...
Спосіб обробки секторів зубчастих коліс внутрішнього зачеплення
Номер патенту: 65904
Опубліковано: 15.04.2004
Автори: Мамлюк Олег Володимирович, Лупкін Борис Володимирович, Равська Наталья Сергіївна, Родін Родіон Петрович
МПК: B23F 21/00
Мітки: внутрішнього, зачеплення, коліс, спосіб, секторів, зубчастих, обробки
Формула / Реферат:
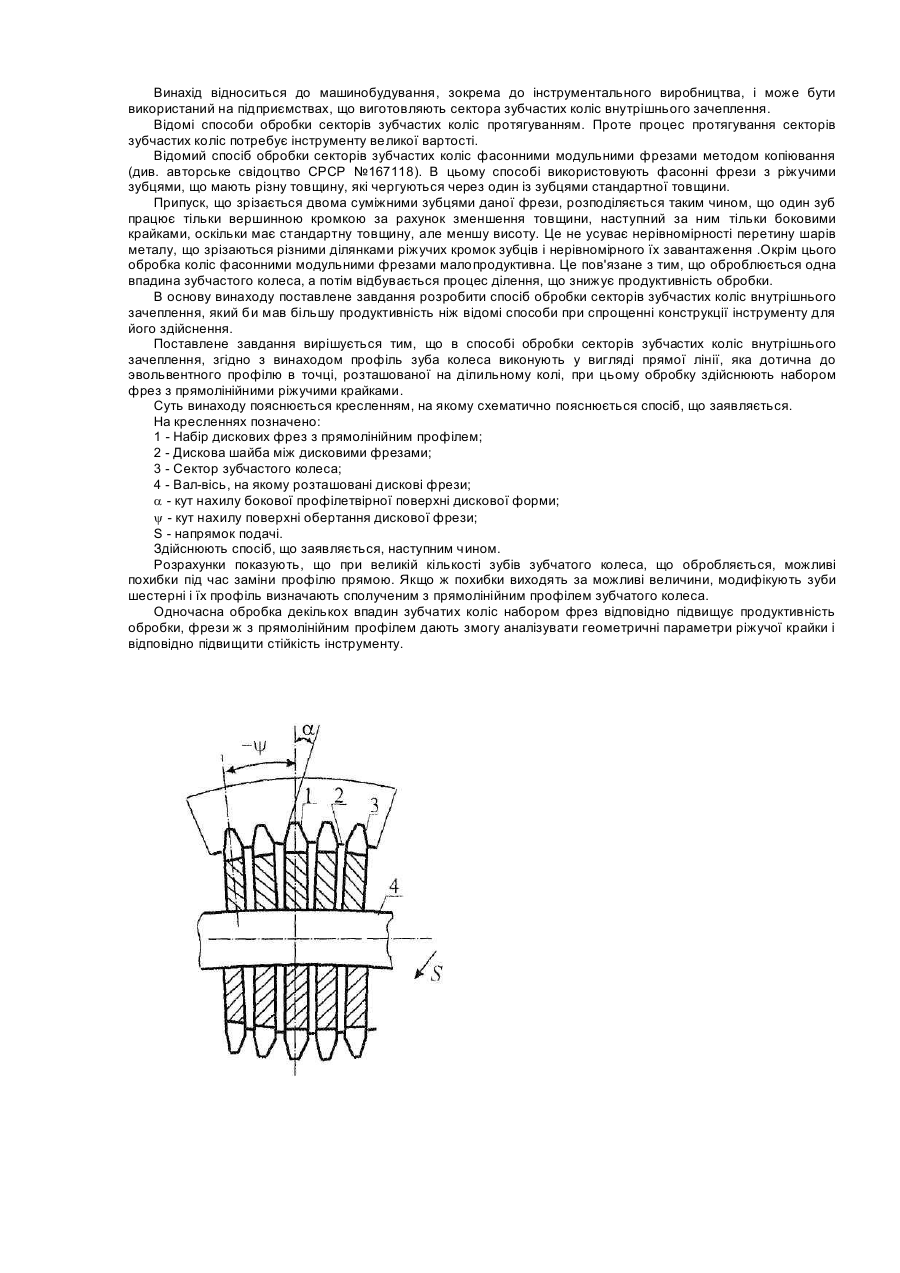
Спосіб обробки секторів зубчастих коліс внутрішнього зачеплення, що включає обробку секторів зубчатих коліс фасонними модульними фрезами, який відрізняється тим, що профіль зуба колеса виконують у вигляді прямої лінії, яка дотична до евольвентного профілю в точці, розташованій на ділильному колі, при цьому обробку здійснюють набором фрез з прямолінійними різальними крайками.
Інструмент для обробки зубчастих коліс, профілі яких окреслені обвідними сімейства еквідистант позацентроїдних епіциклоїд
Номер патенту: 46410
Опубліковано: 15.05.2002
Автори: Підгаєцький Михайло Матвійович, Скібінський Олександр Іванович
МПК: B23F 9/00
Мітки: сімейства, зубчастих, інструмент, яких, обробки, обвідними, коліс, еквідистант, профілі, позацентроїдних, окреслені, епіциклоїд
Формула / Реферат:
1. Інструмент для обробки зубчастих коліс позацентроїдних циклоїдальних передач внутрішнього зачеплення, профілі яких окреслені обвідними сім’ї еквідистант позацентроїдних епіциклоїд або цівкових коліс позацентроїдних епіциклоїдальних цівкових передач внутрішнього зачеплення, профілі яких окреслені дугами кола, виконаний у вигляді довбача, в основу профілювання зубців-різців якого покладено еквідистанту позацентроїдної епіциклоїди, який...
Попередній патент: Нульовий радіометричний пристрій
Наступний патент: Композиція трав’яного чаю від алкоголізму “продукт дієтичного харчування 31″
Випадковий патент: Спосіб захисту інформації від витоку за рахунок побічних електромагнітних випромінювань та наведень (пемвн)