Спосіб отримання комбінованого покриття на корпусі занурювального насоса
Номер патенту: 21242
Опубліковано: 04.11.1997
Автори: Норвилло Надія Юріївна, Лісовий Станіслав Семенович, Лисунець Борис Самійлович, Рябко Олег Онуфрійович, Проскуркін Євгеній Васильович, Колодяжний Альберт Павлович, Ткач Валер'ян Іванович, Сотсков Ніколай Іванович



Формула / Реферат
Способ получения комбинированного покрытия на корпусе погружного насоса, включающий последовательное нанесение на стальную поверхность корпуса диффузионного цинкового покрытия и лакокрасочного материала, отличающийся тем, что после нанесения цинкового покрытия осуществляют дробеструйную обработку его поверхностного слоя, а в качестве лакокрасочного материала используют соединение на основе латекса, причем, перед нанесением лакокрасочного материала его разбавляют водой до образования сухого остатка 45-50%.
Текст
Изобретение относится к области нанесения покрытий и может быть использовано при нанесении защитных покрытий на корпуса погружных насосов различных типов и конструкций. Погружные насосы широко используют для подъема воды из шахтных колодцев и скважин. Известно, что при работе в условиях транспортировки жидких водных сред, содержащих твердые частицы различных минералов, песка, угля и др., корпус и другие детали насоса подвергаются интенсивному коррозионноэрозионному разрушению. Поэтому корпуса насосов, как правило, делают из нержавеющей стали [Рекламный проспект ВНИИГИДРОМАША "Бытовой электронасосный агрегат" Внешторгиздат]. В настоящее время в связи с большой дефицитностью и высокой стоимостью нержавеющей стали целесообразно корпуса насосов изготавливать из стальных углеродистых труб. Для защиты от коррозии на такие корпуса наносят противокоррозионные покрытия. Наиболее эффективными являются диффузионные покрытия, например, цинковые, нанесенные из расплава цинка и шерардизацией (из порошковых смесей). Для повышения защитной способности таких покрытий и придания декоративного вида изделиям дополнительно наносят лакокрасочный материал, т.е. получают комбинированное покрытие. Так, известен способ получения комбинированного покрытия, включающий последовательное нанесение на стальную поверхность сначала цинкового покрытия, а затем органического покрытия [Патент США №4540637, В 05 D 3/02, 1985]. Использование данного способа приводит к повышению защитной способности стали, однако при нанесении органического материала происходит сильное загрязнение окружающей среды. Известен также способ получения комбинированного покрытия на стальном изделии, включающий последовательное нанесение на стальную поверхность корпуса диффузионного цинкового покрытия и лакокрасочного материла. При этом нанесение диффузионного цинкового покрытия осуществляют методом шерардизации, т.е. из порошковых смесей, согласно которому обрабатываемое изделие помещают в контейнер с цинковым порошком и инертным: наполнителем (например, кварцевым песком) и нагревают в течение определенного времени ["Rev. iberoam. corros. у prot", 1985, v. 16, № 3, 139-150]. Использование этого способа приводит к образованию комбинированного покрытия, обладающего недостаточной стойкостью к коррозионно-эрозионному разрушению из-за низкой коррозионной стойкости диффузионного цинкового покрытия вследствие имеющихся в его поверхностном слое дефектов в виде микропор, а также хаотичной микроструктуры самого слоя. Кроме того, данное комбинированное покрытие не обладает высокими гидроизолирующими свойствами из-за отсутствия прочной химической связи между поверхностным слоем диффузионного цинкового покрытия и лакокрасочным материалом. Задачей данного изобретения является создание способа получения на корпусе погружного насоса комбинированного покрытия, обладающего высокими защитными свойствами. Эта задача решена тем, что в способе получения комбинированного покрытия на корпусе погружного насоса, включающем последовательное нанесение на стальную поверхность корпуса диффузионного цинкового покрытия и лакокрасочного материала, согласно изобретению после нанесения цинкования покрытия осуществляют дробеструйную обработку его поверхностного слоя, а в качестве лакокрасочного материала используют соединение на основе латекса, причем, перед нанесением лакокрасочного материала его разбавляют водой до образования сухого остатка 45-50%. Отличием предлагаемого способа от прототипа является введение дополнительной обработки нанесенного диффузионного цинкового покрытия перед лакокрасочным материалом, а также вид используемого лакокрасочного материала и условия его нанесения. Техническим результатом от использования предлагаемого способа является повышение защитных свойств комбинированного покрытия. Это достигается как за счет нанесения диффузионного цинкового покрытия, так и дробеструйной обработки его поверхностного слоя. Результатом дробеструйной обработки является уплотнение поверхностного слоя покрытия с образованием строго ориентированной структуры и устранение дефектов (микропор), что обеспечивает повышение коррозионно-эрозионной стойкости покрытия. А последующее нанесение лакокрасочного материала, кроме дополнительного повышения противокоррозионных свойств, придает покрытию высокие гидроизолирующие свойства. Это достигается вследствие образования на поверхности корпуса комбинированного покрытия, представляющего собой "дуплекс-систему", состоящую из нижнего слоя диффузионного цинкового покрытия с уплотненным поверхностным слоем строго ориентированной структуры, и верхнего - покровного слоя лакокрасочного покрытия на основе латекса, обладающего высокой адгезией к нижнему цинковому покрытию за счет образования прочной химической связи с его поверхностным слоем. Предлагаемый способ осуществляется следующим образом. После подготовки поверхности корпус погружного насоса, изготовленный из углеродистой стальной трубы диаметром 83 мм, например, марки Ст35, для нанесения диффузионного цинкового покрытия помещают в стальной контейнер и засыпают диффузионной смесью состава: 50% (по массе) цинковый порошок (ГОСТ.12601-72 марки ПЦ-6) и 50% (по массе) кварцевый песок (ГОСТ 2138-76) с размерами зерен 0,15-0,5 мм. Герметически упакованный контейнер загружают в камерную электрическую печь, предварительно нагретую до температуры 460°С, и выдерживают при этой температуре в течение 60 мин. Затем контейнер выгружают из печи, охлаждают сжатым воздухом до комнатной температуры и извлекают корпус с нанесенным диффузионным цинковым покрытием, толщиной 25 мкм. Затем осуществляют дробеструйную обработку покрытия струей стальной дроби (ГОСТ 11964-81, с диаметром частиц 0,3-0,8 мм), направленной под углом 30° к поверхности корпуса, с помощью инжекционного аппарата. Продолжительность обработки составляет »15 мин. Затем на наружную поверхность корпуса насоса, вращающегося со скоростью 45-50 об/мин, методом облива, наносят лакокрасочный материал в виде соединения на основе латекса. В качестве этого материала может быть использован лакокрасочный материал на основе стиролбутадиенового латекса (ТУ 38.103550-84) с добавкой ингибитора. Причем, перед нанесением применяемый лакокрасочный материал разбавляют водой до образования сухого остатка 45-50%. После нанесения лакокрасочного материала корпус насоса выдерживают до полного высыхания покрытия. Это может быть осуществлено как на воздухе при комнатной температуре, так и в электрической сушильной камере при температуре 90°С. Толщина лакокрасочного покрытия составляет 15 мкм. Были проведены сравнительные испытания корпусов погружных насосов с нанесенными комбинированными покрытиями по предлагаемому способу и прототипу, а также по способу, в котором параметры нанесения лакокрасочного материала выходили за предлагаемые пределы. Причем некоторые испытания проводили после нанесения диффузионного цинкового покрытия и осуществления дробеструйной обработки его поверхностного слоя, т.е. до нанесения лакокрасочного материала, а именно: - плотность диффузионного цинкового покрытия оценивали путем измерения их микротвердости по ГОСТ 9450-76 на приборе ПМТ-3 с нагрузкой 20 г на специально изготовленных поперечных шлифах; - наличие микропор в поверхностном слое диффузионного цинкового покрытия, их количество и структурную ориентацию определяли с помощью растрового микроскопа РЭММА-202М путем изучения структуры и топографии поверхности образцов, вырезанных из корпусов наносов. Замеры проводили на микрошлифах, изготовленных по ГОСТ 9.302-79, в 3-5 точках поверхности на расстоянии 3-5 мкм. Кроме того, испытывали корпуса насосов с полученными комбинированными покрытиями на коррозионноэрозионное разрушение. Для изоляции внутренней поверхности корпуса насоса на его концы помещали заглушки. Испытания проводили с помощью специальной шпиндельной установки в протоке (0,4-0,8 м/с) водопроводной воды жесткостью 2,4-3,9 мг-экв/л, содержащей абразивные частицы, при комнатной температуре; окружающая скорость корпуса составляла 15 м/с. Испытания в воде продолжались 2160 ч, причем, каждые сутки в течение 12 ч изделия вращались, а остальное время находились в неподвижном состояния. Коррозионно-эрозионную стойкость оценивали по массовым (весовым) показателям. Массовый показатель стойкости вычисляли по формуле К = G/St, где К - потери массы образца в результате испытаний, г/м2×ч; G - абсолютные потери массы образца, г; S - общая поверхность корпуса, подвергающаяся разрушению, м2; t - время испытаний, ч. Гидроизолирующие свойства изучали путем испытания на водостойкость в стоячей водопроводной воде жесткостью 2,4-3,9 мк-экв/л в течение 1500 ч. Оценку производили по изменению внешнего вида лакокрасочного слоя. Результаты испытаний представлены в таблице. Как видно из таблицы, применение предлагаемого способа (см. поз. 1,2,3) позволяет наносить на корпус погружного насоса комбинированное покрытие, обладающее высокими защитными свойствами. Действительно, дробеструйная обработка нанесенного диффузионного цинкового покрытия приводит к получению плотного поверхностного слоя покрытия со строго ориентированной структурой, практически без микропор (см.поз. 1,2,3), тогда как диффузионное цинковое покрытие, полученное по прототипу, т.е. без дробеструйной обработки (см.поз.6), имеет микротвердость » на 100 МПа ниже, разноориентированную структуру, а процент поверхности с микропорами в 20 раз больше. Получение диффузионного цинкового покрытия, обладающего вышеперечисленные качествами, в сочетании с нанесенным покровным слоем лакокрасочного материала на основе латекса, обеспечивает корпусу насоса в 2 раза большую коррозионно-эрозионную стойкость (см.поз. 1,2,3), по сравнению с прототипом (см.поз.6). Кроме того, нанесение лакокрасочного материала придает корпусу наноса высокие гидроизолирующие свойства (см.поз.1,2,3). Так, поверхность корпуса после испытаний оставалась гладкой, чистой, набухания, отслаивания лакокрасочного покрытия не наблюдалось за весь период испытаний. Прототип же имеет гораздо более низкие гидроизолирующие свойства (наблюдалось набухание лакокрасочного покрытия через 1000 ч испытаний). В случае выхода за пределы условий нанесения лакокрасочного материала (см.поз.4 и 5) наблюдалось некоторое снижение коррозионно-эрозионной стойкости комбинированного покрытия, а также гидроизолирующих свойств лакокрасочного слоя: отслаивание покрытия (см.поз.4) и набухание поверхности покрытия (см.поз.5) через 1200 ч испытаний. Таким образом, предлагаемый способ нанесения комбинированного покрытия на корпус погружного насоса позволяет повысить срок службы насоса более чем в 2 раза по сравнению с прототипом.
ДивитисяДодаткова інформація
Автори англійськоюProskurkin Yevhenii Vasyliovych, Lysunets Borys Samiilovych, Lysovyi Stanislav Semenovych, Riabko Oleh Onufriiovych, Kolodiazhnyi Albert Pavlovych, Tkach Valerian Ivanovych
Автори російськоюПроскуркин Евгений Васильевич, Лисунец Борис Самойлович, Лисовый Станислав Семенович, Рябко Олег Онуфриевич, Колодяжный Альберт Павлович, Ткач Валерьян Иванович
МПК / Мітки
Мітки: отримання, занурювального, комбінованого, насоса, спосіб, покриття, корпусі
Код посилання
<a href="https://ua.patents.su/3-21242-sposib-otrimannya-kombinovanogo-pokrittya-na-korpusi-zanuryuvalnogo-nasosa.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання комбінованого покриття на корпусі занурювального насоса</a>
Корпус занурювального насоса

Номер патенту: 10666
Опубліковано: 25.12.1996
Автори: Проскуркін Євгеній Васильович, Лісовий Станіслав Семенович, Сидоров Віталій Григорович, Рябко Олег Онуфрійович, Колодяжний Альберт Павлович, Ткач Валер'ян Іванович, Норвилло Надія Юріївна, Сотсков Ніколай Іванович
МПК: F04B 47/00
Мітки: насоса, занурювального, корпус
Формула / Реферат:
Корпус погружного насоса, включающий несущую стальную трубу, отличающийся тем, что на несущей трубе дополнительно один на другом размещены два слоя, один из которых является диффузионным железоцинковым, а другой, представляющий собой наружный слой, лакокрасочным, при этом толщина лакокрасочного слоя в 1,2-2,0 раза больше толщины железоцинкового.
Спосіб отримання дифузійного цинкового покриття на трубах
Номер патенту: 12562
Опубліковано: 28.02.1997
Автори: Мітніков Ілля Юхимович, Мєньщіков Аскольд Міхайловіч, Зехов Сергій Васильович, Вавілін Алєксандр Сєргєєвіч, Сергєєв Віктор Володимирович, Міронєнко Лєонід Андрєєвіч, Проскуркін Євген Васильович, Гладуш Василь Макарович, Канов Генадій Лаврентійович, Солошенко Микола Павлович, Корольов Валєрій Ібрагімовіч
МПК: C23C 2/06
Мітки: цинкового, спосіб, покриття, дифузійного, отримання, трубах
Формула / Реферат:
Способ получения диффузионного цинкового покрытия на трубах, включающий цинкование в расплаве, извлечение из расплава, охлаждение, диффузионный отжиг, отличающийся тем, что перед отжигом трубы обрабатывают в растворе, состава, г/л:фосфорная кислота 50-120жидкое стекло 2-5окись цинка 0,1-1огнеупорные силикаты 0,2-0,8вода...
Пристрій для нанесення адгезивного покриття на тканинну основу
Номер патенту: 21053
Опубліковано: 04.11.1997
Автори: Конопляста Тамара Гнатівна, Литовченко Петро Григорович
Мітки: основу, адгезивного, пристрій, покриття, нанесення, тканинну
Формула / Реферат:
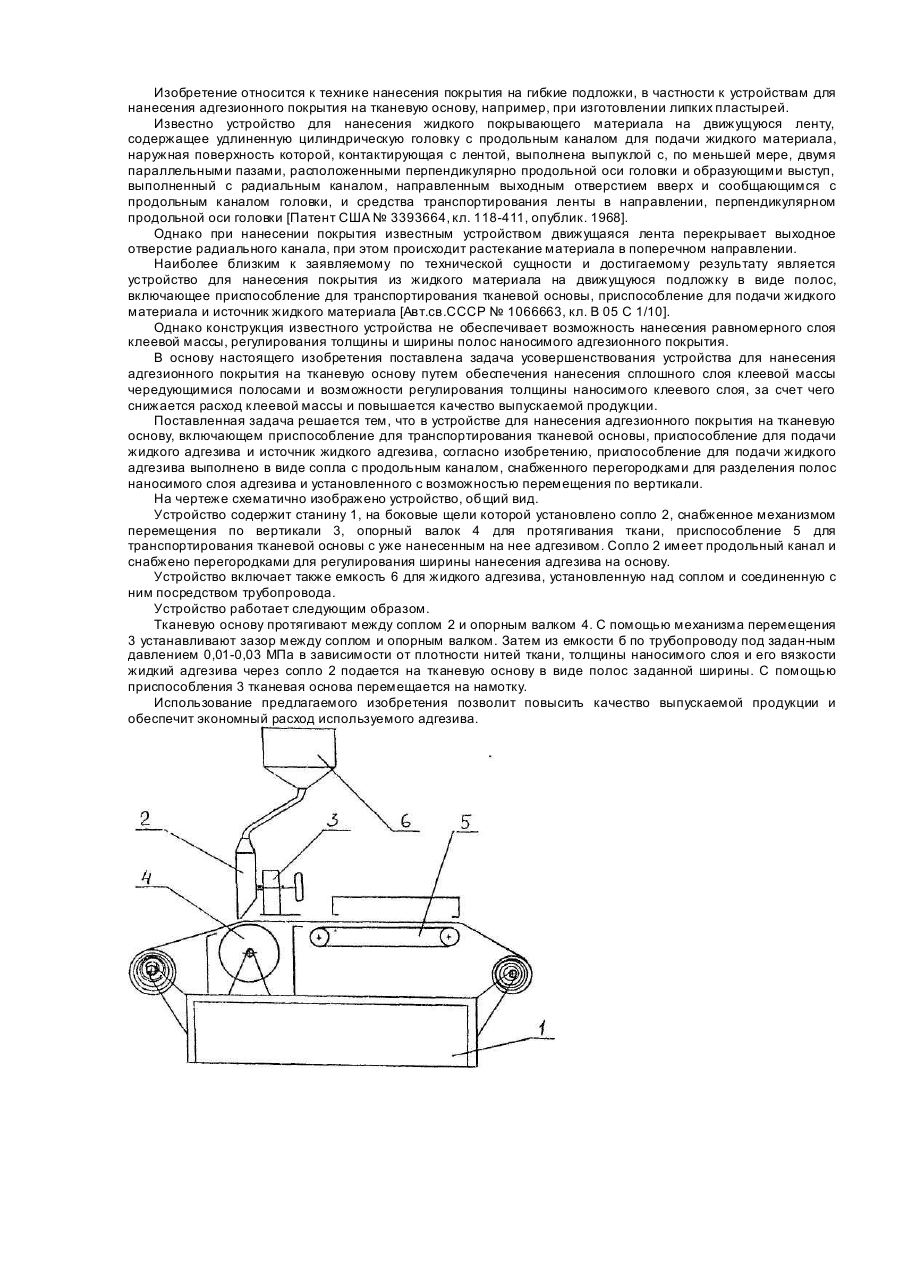
Устройство для нанесения адгезионного покрытия на тканевую основу, включающее приспособление для транспортирования тканевой основы, приспособление для подачи жидкого адгезива и источник жидкого адгезива, отличающееся тем, что приспособление для подачи жидкого адгезива выполнено в виде сопла с продольным каналом, снабженного перегородками для разделения полос наносимого слоя адгезива и установленного с возможностью перемещения по...
Пристрій для нанесення покриття на зовнішню та внутрішню поверхню труби
Номер патенту: 12955
Опубліковано: 28.02.1997
Автор: Борченко Дмитро Миколайович
МПК: B05C 19/00
Мітки: покриття, зовнішню, пристрій, трубі, поверхню, нанесення, внутрішню
Формула / Реферат:
(57) 1. Устройство для нанесения покрытия на наружную и внутреннюю поверхность трубы, содержащее трубчатую камеру нанесения с опорами для изделия, присоединительный патрубок конфузорного типа, заслонку и вентилятор, отличающееся тем, что оно снабжено установленным в присоединительном патрубке распылителем, а вентилятор установлен перед распылителем и снабжен нагревателем.2. Устройство по п.1,отличающеес я тем, что оно снабжено...
Випромінюючий нагрівник для сушіння полімерного та лакофарбового покриття виробів
Номер патенту: 1511
Опубліковано: 25.07.1994
Автори: Коба Олександр Леонідович, Майстренко Вадим Борисович, Лукашевич Олександр Володимирович
МПК: F26B 3/32, F26B 23/00
Мітки: виробів, випромінюючий, полімерного, лакофарбового, покриття, нагрівник, сушіння
Формула / Реферат:
Излучающий нагреватель для сушки полимерного лакокрасочного покрытия изделий, содержащий трубчатый электрический нагреватель, с отражающим экраном, отличающийся тем, что трубчатый электрический нагреватель снабжен поперечными ребрами, выполненными наклонными в сторону высушиваемого изделия, а угол наклона равен 2-4°.
Попередній патент: Спосіб визначення мононуклеарних фагоцитів
Наступний патент: Гумова суміш на основі хлоропренового каучуку
Випадковий патент: Спосіб і пристрій для ефективного інтерфейсу сервера vpn, виділення адреси і передачі сигналів з локальним доменом адресації