Порошковий дріт для одержання покрить напиленням
Формула / Реферат
1. Порошковий дріт для одержання покрить напиленням, що складається Із стальної оболонки, наповненою порошковою алюмініймісткою шихтою, який відрізняється тим, що порошкова шихта додатково містить боромістку лігатуру при відповідній кількості компонентів порошкового дроту, мас.%.
при коефіцієнті заповнення порошкового дроту шихтою 16-22%.
2. Порошковий дріт для одержання покрить напиленням по п. 1, який відрізняється тим, що в якості боромісткої лігатури використовують лігатуру ферохромбор - ФХБ-1, ФХБ-2.
Текст
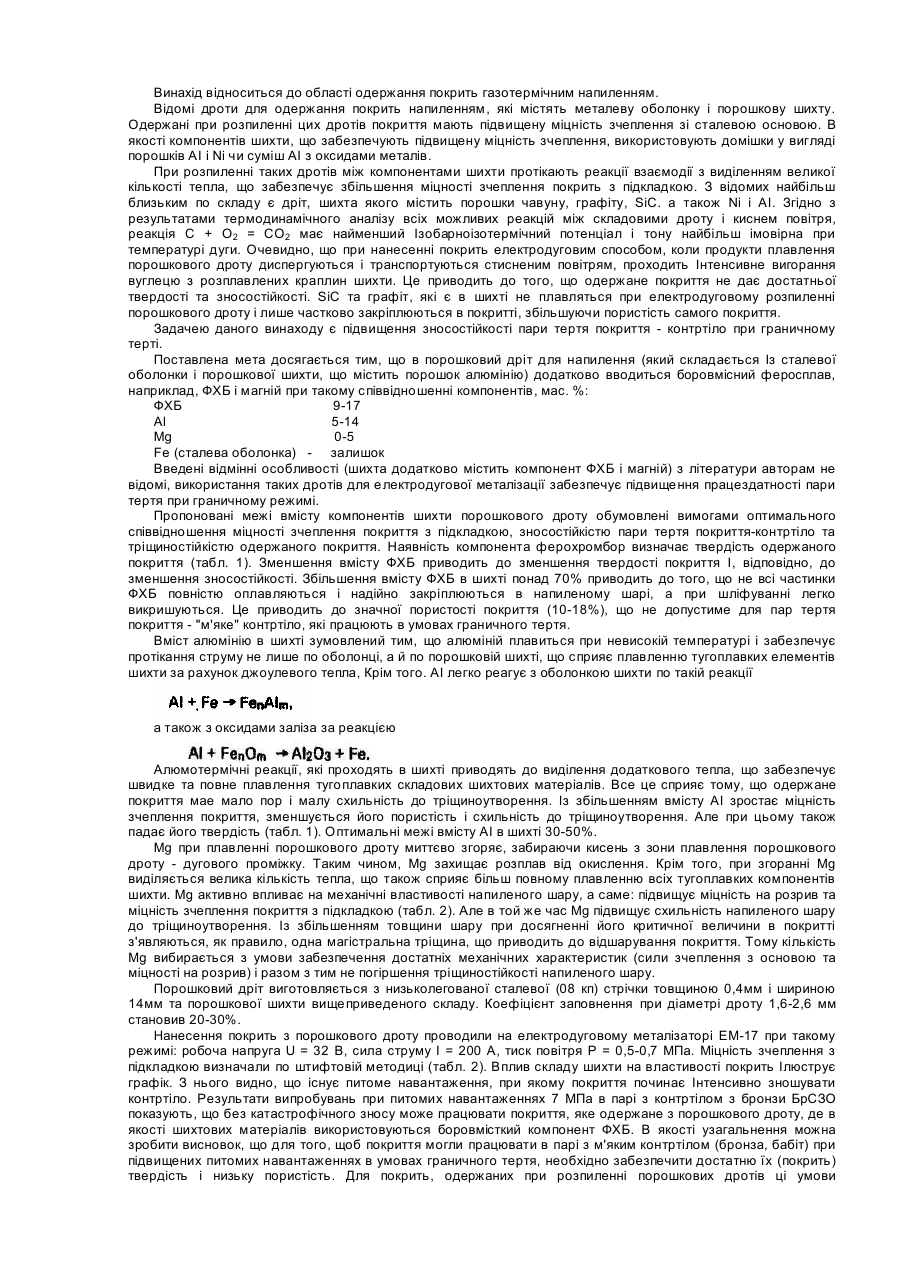
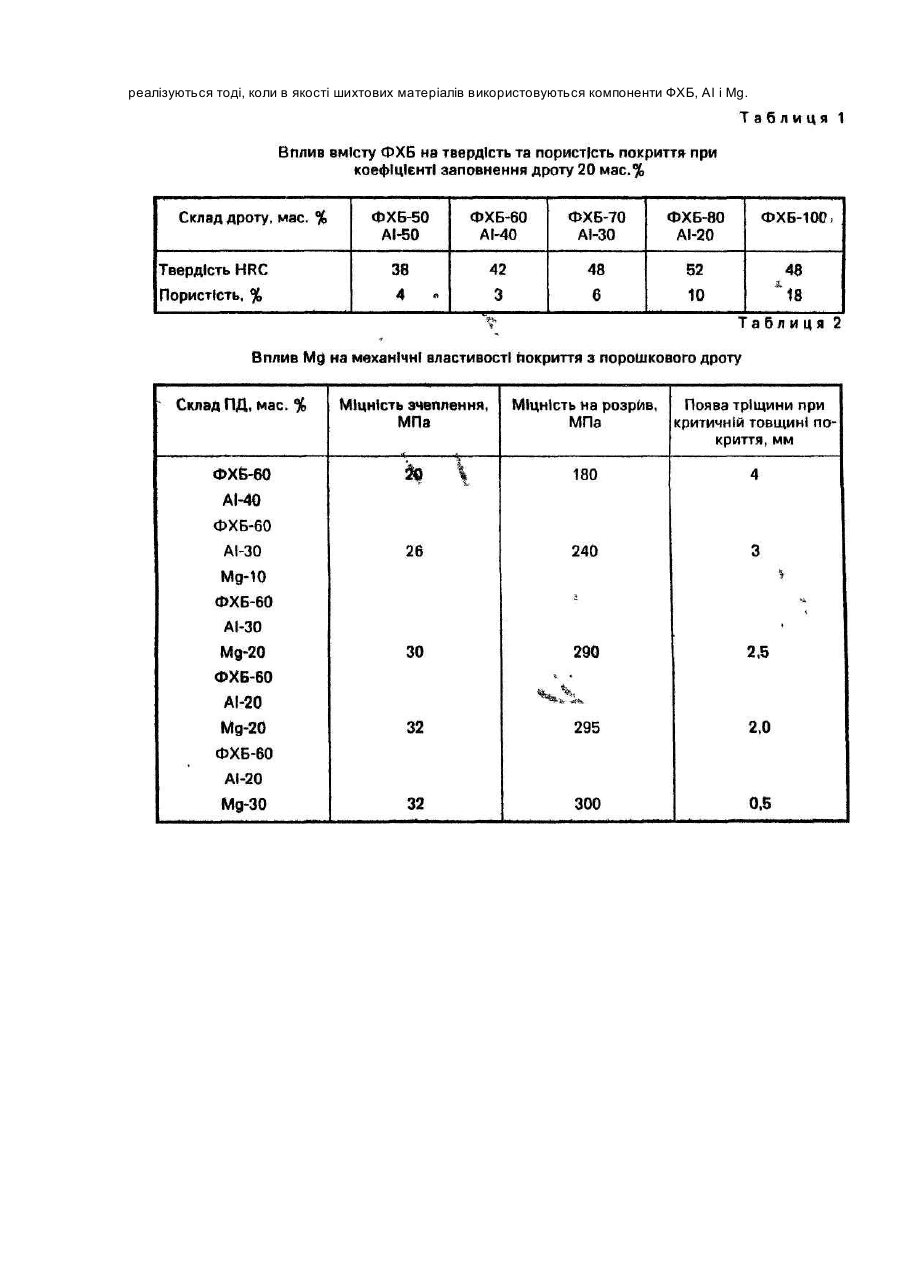
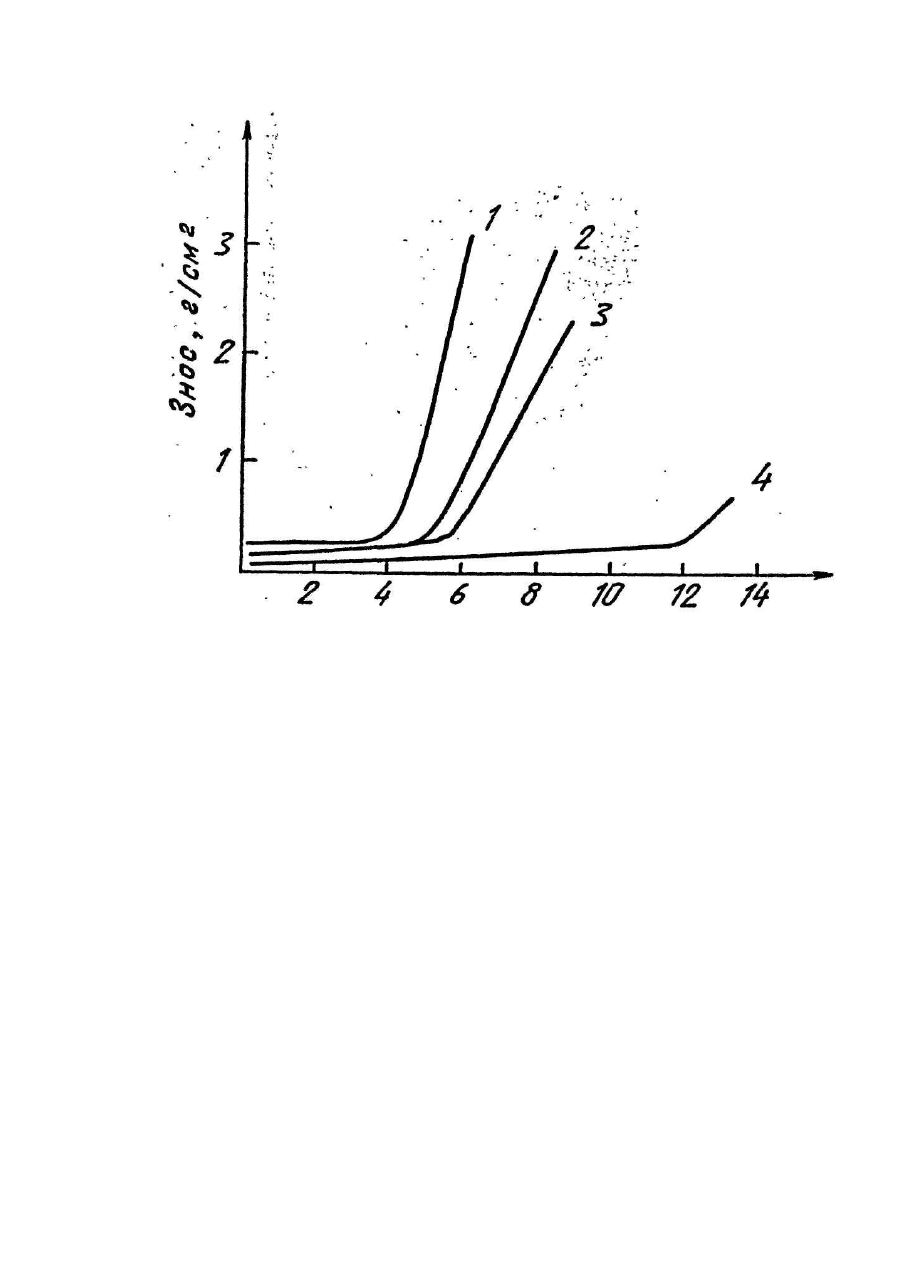
Винахід відноситься до області одержання покрить газотермічним напиленням. Відомі дроти для одержання покрить напиленням, які містять металеву оболонку і порошкову шихту. Одержані при розпиленні цих дротів покриття мають підвищену міцність зчеплення зі сталевою основою. В якості компонентів шихти, що забезпечують підвищену міцність зчеплення, використовують домішки у вигляді порошків АІ і Ni чи суміш АІ з оксидами металів. При розпиленні таких дротів між компонентами шихти протікають реакції взаємодії з виділенням великої кількості тепла, що забезпечує збільшення міцності зчеплення покрить з підкладкою. З відомих найбільш близьким по складу є дріт, шихта якого містить порошки чавуну, графіту, SiC. а також Ni і АІ. Згідно з результатами термодинамічного аналізу всіх можливих реакцій між складовими дроту і киснем повітря, реакція С + О2 = СО2 має найменший Ізобарноізотермічний потенціал і тону найбільш імовірна при температурі дуги. Очевидно, що при нанесенні покрить електродуговим способом, коли продукти плавлення порошкового дроту диспергуються і транспортуються стисненим повітрям, проходить Інтенсивне вигорання вуглецю з розплавлених краплин шихти. Це приводить до того, що одержане покриття не дає достатньої твердості та зносостійкості. SiC та графіт, які є в шихті не плавляться при електродуговому розпиленні порошкового дроту і лише частково закріплюються в покритті, збільшуючи пористість самого покриття. Задачею даного винаходу є підвищення зносостійкості пари тертя покриття - контртіло при граничному терті. Поставлена мета досягається тим, що в порошковий дріт для напилення (який складається Із сталевої оболонки і порошкової шихти, що містить порошок алюмінію) додатково вводиться боровмісний феросплав, наприклад, ФХБ і магній при такому співвідношенні компонентів, мас. %: ФХБ 9-17 Al 5-14 Mg 0-5 Fe (сталева оболонка) - залишок Введені відмінні особливості (шихта додатково містить компонент ФХБ і магній) з літератури авторам не відомі, використання таких дротів для електродугової металізації забезпечує підвищення працездатності пари тертя при граничному режимі. Пропоновані межі вмісту компонентів шихти порошкового дроту обумовлені вимогами оптимального співвідношення міцності зчеплення покриття з підкладкою, зносостійкістю пари тертя покриття-контртіло та тріщиностійкістю одержаного покриття. Наявність компонента ферохромбор визначає твердість одержаного покриття (табл. 1). Зменшення вмісту ФХБ приводить до зменшення твердості покриття І, відповідно, до зменшення зносостійкості. Збільшення вмісту ФХБ в шихті понад 70% приводить до того, що не всі частинки ФХБ повністю оплавляються і надійно закріплюються в напиленому шарі, а при шліфуванні легко викришуються. Це приводить до значної пористості покриття (10-18%), що не допустиме для пар тертя покриття - "м'яке" контртіло, які працюють в умовах граничного тертя. Вміст алюмінію в шихті зумовлений тим, що алюміній плавиться при невисокій температурі і забезпечує протікання струму не лише по оболонці, а й по порошковій шихті, що сприяє плавленню тугоплавких елементів шихти за рахунок джоулевого тепла, Крім того. АІ легко реагує з оболонкою шихти по такій реакції а також з оксидами заліза за реакцією Алюмотермічні реакції, які проходять в шихті приводять до виділення додаткового тепла, що забезпечує швидке та повне плавлення тугоплавких складових шихтових матеріалів. Все це сприяє тому, що одержане покриття мае мало пор і малу схильність до тріщиноутворення. Із збільшенням вмісту АІ зростає міцність зчеплення покриття, зменшується його пористість і схильність до тріщиноутворення. Але при цьому також падає його твердість (табл. 1). Оптимальні межі вмісту АІ в шихті 30-50%. Мg при плавленні порошкового дроту миттєво згоряє, забираючи кисень з зони плавлення порошкового дроту - дугового проміжку. Таким чином, Мg захищає розплав від окислення. Крім того, при згоранні Мg виділяється велика кількість тепла, що також сприяє більш повному плавленню всіх тугоплавких компонентів шихти. Мg активно впливає на механічні властивості напиленого шару, а саме: підвищує міцність на розрив та міцність зчеплення покриття з підкладкою (табл. 2). Але в той же час Мg підвищує схильність напиленого шару до тріщиноутворення. Із збільшенням товщини шару при досягненні його критичної величини в покритті з'являються, як правило, одна магістральна тріщина, що приводить до відшарування покриття. Тому кількість Мg вибирається з умови забезпечення достатніх механічних характеристик (сили зчеплення з основою та міцності на розрив) і разом з тим не погіршення тріщиностійкості напиленого шару. Порошковий дріт виготовляється з низьколегованої сталевої (08 кп) стрічки товщиною 0,4мм і шириною 14мм та порошкової шихти вищеприведеного складу. Коефіцієнт заповнення при діаметрі дроту 1,6-2,6 мм становив 20-30%. Нанесення покрить з порошкового дроту проводили на електродуговому металізаторі ЕМ-17 при такому режимі: робоча напруга U = 32 В, сила струму І = 200 А, тиск повітря Р = 0,5-0,7 МПа. Міцність зчеплення з підкладкою визначали по штифтовій методиці (табл. 2). Вплив складу шихти на властивості покрить Ілюструє графік. З нього видно, що існує питоме навантаження, при якому покриття починає Інтенсивно зношувати контртіло. Результати випробувань при питомих навантаженнях 7 МПа в парі з контртілом з бронзи БрСЗО показують, що без катастрофічного зносу може працювати покриття, яке одержане з порошкового дроту, де в якості шихтових матеріалів використовуються боровмісткий компонент ФХБ. В якості узагальнення можна зробити висновок, що для того, щоб покриття могли працювати в парі з м'яким контртілом (бронза, бабіт) при підвищених питомих навантаженнях в умовах граничного тертя, необхідно забезпечити достатню їх (покрить) твердість і низьку пористість. Для покрить, одержаних при розпиленні порошкових дротів ці умови реалізуються тоді, коли в якості шихтових матеріалів використовуються компоненти ФХБ, АІ і Мg.
ДивитисяДодаткова інформація
Автори англійськоюStudent Mykhailo Mykhailovych
Автори російськоюСтудент Михаил Михайлович
МПК / Мітки
МПК: C23C 4/12
Мітки: напиленням, покрить, одержання, порошковий, дріт
Код посилання
<a href="https://ua.patents.su/3-21270-poroshkovijj-drit-dlya-oderzhannya-pokrit-napilennyam.html" target="_blank" rel="follow" title="База патентів України">Порошковий дріт для одержання покрить напиленням</a>
Порошковий дріт для присадки магнію у розплав на основі заліза
Номер патенту: 14773
Опубліковано: 18.02.1997
Автори: Марінцев Сергій Миколайович, Гринберг Самуіл Юхимович, Оніщук Віталій Прохорович, Жабкін Віктор Петрович
МПК: C21C 7/06
Мітки: заліза, дріт, основі, розплав, порошковий, присадки, магнію
Формула / Реферат:
1. Порошковая проволока для присадки магния в расплавы на основе железа, содержащая металлическую оболочку и сердцевину из механической смеси порошков магния и обожженного доломита, отличающаяся тем, что в сердцевину дополнительно введен графит при следующем соотношении компонентов, мас.%:Магний 20-50 Обожженный доломит 40-78 Графит 2-102....
Порошковий дріт
Номер патенту: 4953
Опубліковано: 28.12.1994
Автори: Альтер Володимир Федорович, Походня Ігор Костянтинович, Рак Петро Іванович, Шлєпаков Валерій Миколайович
МПК: B23K 35/02
Мітки: порошковий, дріт
Формула / Реферат:
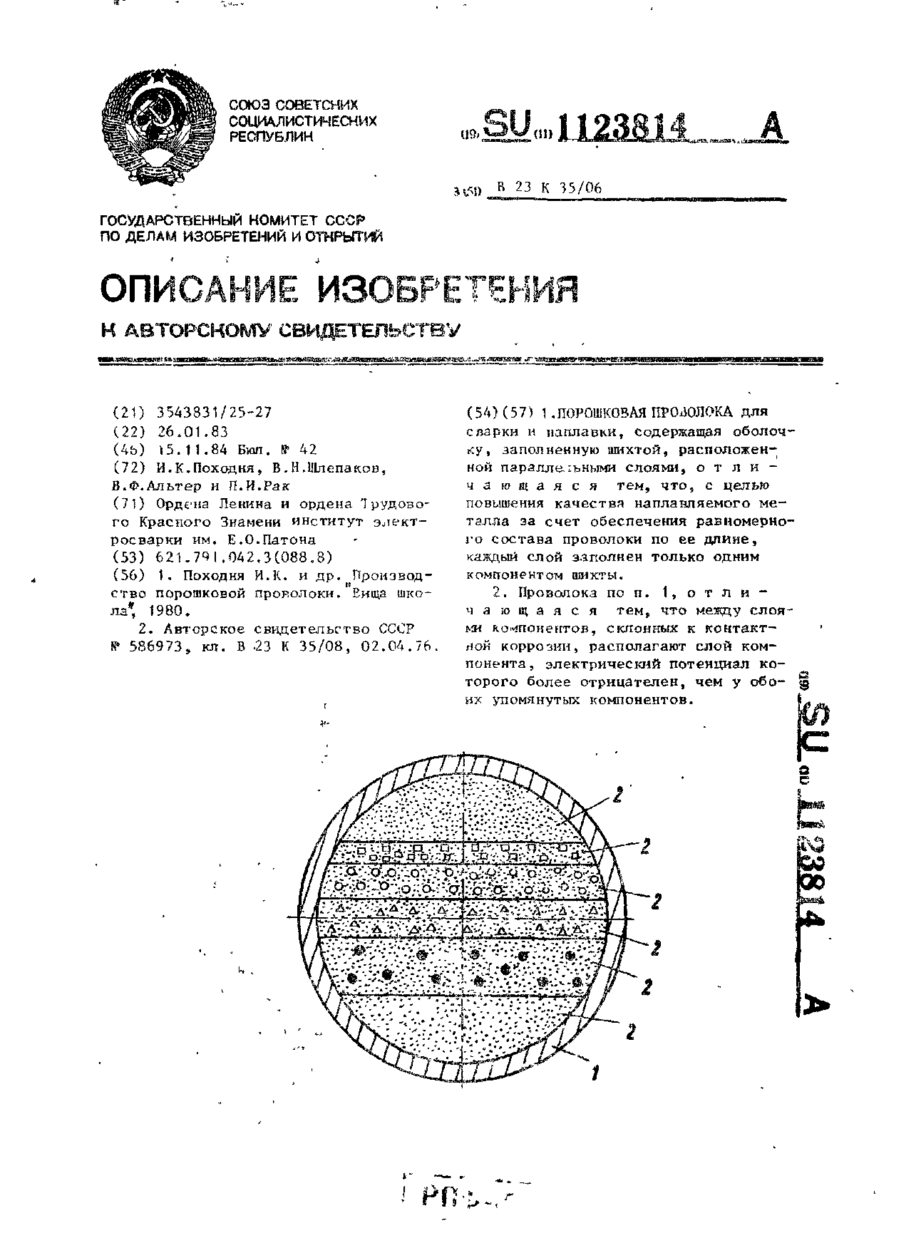
1. Порошковая проволока для сварки и наплавки, содержащая оболочку, заполненную шихтой, расположенной параллельными слоями, отличающаяся тем, что, с целью повышения качества наплавляемого металла за счет обеспечения равномерного состава проволоки по ее длине, каждый слой заполнен только одним компонентом шихты. 2. Проволока по п. 1, отличающаяся тем, что между слоями компонентов, склонных к контактной коррозии, располагают слой...
Порошковий дріт для підводного різання

Номер патенту: 3128
Опубліковано: 26.12.1994
Автори: Данченко Михайло Євгеньович, Савич Ігор Маврикійович, Грецький Юрій Якович, Головко Микола Вікторович, Нефедов Юрій Миколайович
МПК: B23K 35/368
Мітки: різання, порошковий, дріт, підводного
Формула / Реферат:
Порошковая проволока для подводной резки, состоящая из низколегированной стальной оболочки и порошкообразной шихты, содержащей гидроксид бария, газообразующий и стабилизирующий компоненты, отличающаяся тем, что, с целью увеличения скорости резки за счет стабилизации параметров дуги в условиях гидростатического давления на глубине до 15 м, шихта содержит в качестве газообразующего компонента селитру, а в качестве стабилизирующего —...
Порошковий дріт для підводного різання

Номер патенту: 3129
Опубліковано: 26.12.1994
Автори: Головко Микола Вікторович, Савич Ігор Маврикійович, Данченко Михайло Євгеньович
МПК: B23K 35/368
Мітки: порошковий, різання, дріт, підводного
Формула / Реферат:
Порошковая проволока для подводной резки, состоящая из стальной оболочки и порошкообразной шихты, содержащей гидроксид бария, газообразующий и стабилизирующий компоненты, отличающаяся тем, что, с целью повышения производительности и экономичности подводной резки и уменьшения удельного расхода электродных материалов, шихта в качестве газообразующего компонента содержит сидерит, а в качестве стабилизирующего компонента — щелочной силикат,...
Порошковий дріт для наплавки чавуну
Номер патенту: 6678
Опубліковано: 29.12.1994
Автори: Корягін Владімір Алєксєєвіч, Любич Олександр Йосипович, Анікін Анатолій Афанасьєвіч, Пчелінцев Віктор Олександрович, Любич Сергій Олександрович
МПК: B23K 35/368
Мітки: чавуну, дріт, наплавки, порошковий
Формула / Реферат:
(57) Порошковая проволока, для наплавки чугуна, состоящая из стальной малоуглеродистой оболочки и порошкообразной шихты, содержащей железный порошок, графит, ферротитан с содержанием титана на менее 60%, ферромарганец и ферросиликокальций, отличающаяся тем, что соотношение ферротитана и графита составляет 4:1 при следующем соотношении ингредиентов (мас. %): Графит 16,0-18,0 Ферротитан ...
Попередній патент: Прес для брикетування сипучих матеріалів
Наступний патент: Спосіб видобутку метану з вугільних пластів
Випадковий патент: Кремнієва пластина для сонячних елементів