Порошковий дріт для присадки магнію у розплав на основі заліза
Номер патенту: 14773
Опубліковано: 18.02.1997
Автори: Оніщук Віталій Прохорович, Гринберг Самуіл Юхимович, Марінцев Сергій Миколайович, Жабкін Віктор Петрович
Формула / Реферат
1. Порошковая проволока для присадки магния в расплавы на основе железа, содержащая металлическую оболочку и сердцевину из механической смеси порошков магния и обожженного доломита, отличающаяся тем, что в сердцевину дополнительно введен графит при следующем соотношении компонентов, мас.%:
Магний 20-50
Обожженный доломит 40-78
Графит 2-10
2. Порошковая проволока по п.1, отличающаяся тем, что графит введен в виде отсева боя электропечных графитовых электродов.
Текст
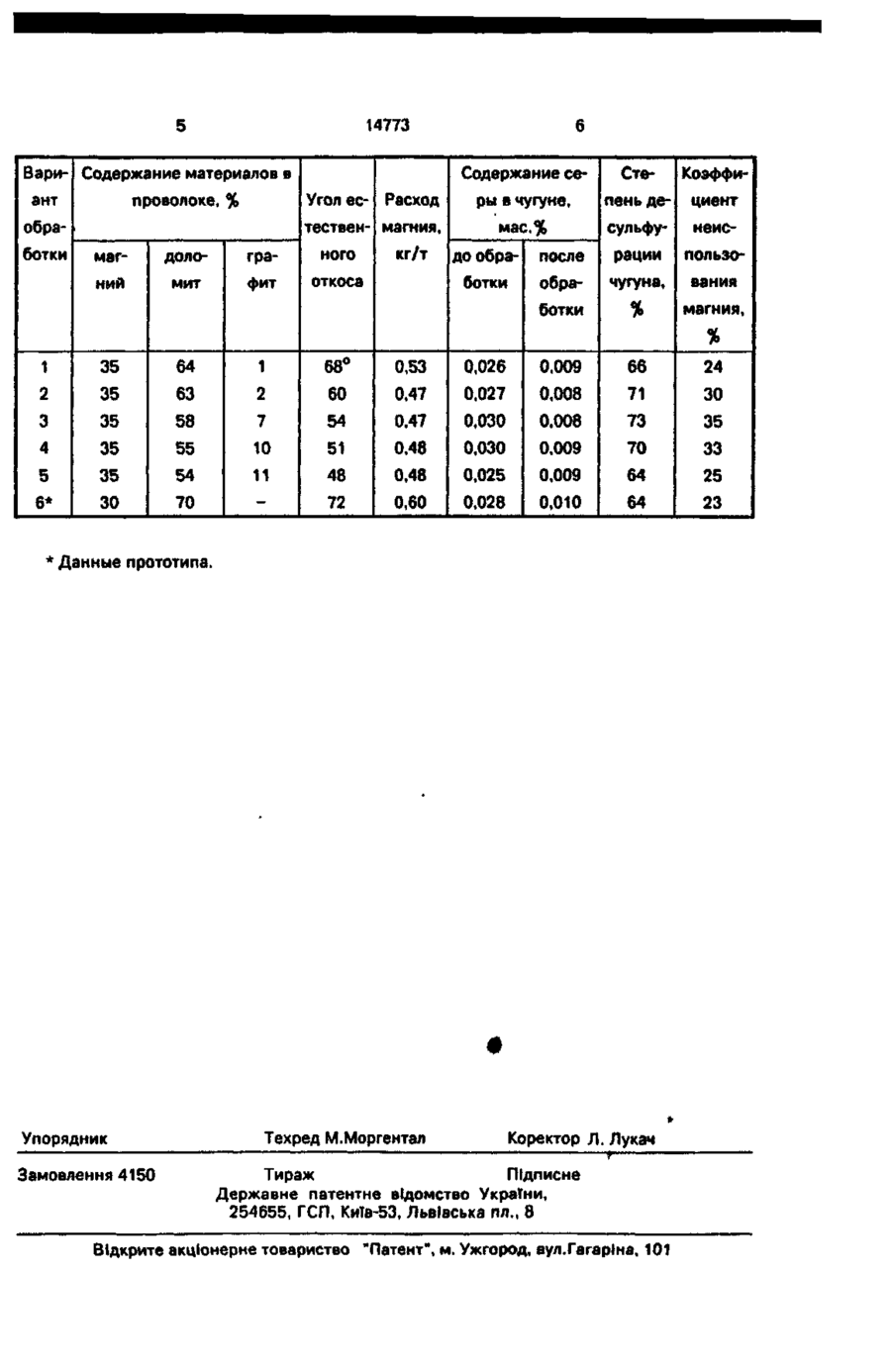
1. Порошковая проволока для присадки магния в расплавы на основе железа, содержащая металлическую оболочку и сердцеви 2. Порошковая проволока по п. 1, о т л ич а ю щ а я с я тем, что графит введен в виде отсева боя электропечных графитовых электродов. Изобретение относится к металлургии черных металлов, а именно к внепечной обработке металлургических расплавов на основе железа. Известна порошковая проволока для обработки чугуна, состоящая из металлической оболочки и сердечника из порошкового магния (патент США N=4162917, кл. 266-216, опубл. 1986 г.). Использование порошковой проволоки с сердечником из порошкового магния мало эффективно, так как в результате бурного выделения паров магния, большая их часть покидает металлургический расплав, не успев прореагировать с серой. В результате чего степень использования магния не превышает 25-30%, а из-за пылегазовыделений происходит загрязнение окружающей среды. Известна порошковая проволока для присадки магния в расплавы на основе железа, состоящая из металлической оболочки и сердечника из механической смеси порошков магния и обожженного доломита в количестве 20-40 и 80-60% соответственно (авт.св. СССР № 1655996, прототип). Использование такой проволоки позволяет несколько повысить степень десульфурации, а также улучшить экологичность процесса. В то же время степень использования магния остается низкой. Вызвано это тем, что в результате сегригации не обеспечивается равномерное распределение магния в объеме смеси и не обеспечивается равномерная засыпка смеси по длине проволоки. В основу изобретения поставлена задача усовершенствовать известную порошко С > СО 14773 ловия высыпания смеси из бункера при провую проволоку для присадки магния в расизводстве проволоки. Кроме того наличие плавы на основе железа путем дополнения графита в локальной зоне реагирования посердечника проволоки компонентом, уменьвышает активность серы, что способствует шающим сегригацию и обеспечивающим таким образом равномерное распределение 5 повышению степени десульфурации. Для определения оптимального количемагния в объеме шихты и равномерную заства графита в механической смеси и эффексыпку шихты по длине проволоки, что притивности десульфурации были проведены ведет к повышению степени десульфурации исследования по определению угла естести степени использования магния. 10 венного откоса, результаты которых предСущность изобретения состоит в том, ставлены в таблице. что в порошковую проволоку для присадки Из представленных в таблице данных магния в расплавы на основе железа, содерследует, что при содержании в смеси графижащую металлическую оболочку и сердечта менее 2% резко увеличивается угол естеник из механической смеси порошков магния и обожженного доломита, дополни- 15 ственного откоса. При увеличении содержания графита более 10% угол естесттельно введен графит, в частности отсев боя венного откоса продолжают снижаться, но электрических графитовых электродов. при этом снижается доля теплоизолируюСущественными признаками, общими с щего слоя доломита, что уменьшает глубину прототипом являются: 20 проникновения порошковой проволоки при - металлическая оболочка; необходимой интенсивности подачи маг- порошкообразный магний; ния, следовательно уменьшается время ре- обожженный доломит. агирования магния в расплаве и снижается Существенными отличительными пристепень десульфурации. знаками являются введенный в смесь серПри этом установлено, что при увеличедечника графит, при этом компоненты 25 нии содержания мелкой фракции (менее 0,5 смеси взяты в следующем соотношении, мм) более 20% угол естественного откоса мас.%: увеличивается до 70-75° вне зависимости от Порошкообразный магний 20-50 содержания графита. Обожженный доломит 40-78 30 П р и м е р . Из металлической ленты Графит " 2-Ю (сталь 08КП) шириной 40 мм и толщиной 0,5 Приведенные отличительные признаки мм лрофилегибочными роликами формироявляются достаточными во всех случаях, на вали вогнутый (желобчатый) профиль. В какоторые распространяется объем правовой честве компонентов шихты использовали охраны. Дополнительным признаком является 35 порошок магния крупностью 0,5-1 мм, обожженный доломит крупностью 1-2 мм, графит применение в качестве графита отсева боя крупностью 0-0,1 мм. Компоненты шихты с электропечных графитовых углеродов. соотношением: магний 35%, обожженный Между существенными признаками и доломит 58% и графит 7% загружали в сметехническим результатом - повышением степени десульфурации и коэффициента ис- 40 ситель для их смешивания. Готовую смесь загружали в бункер. Из бункера шихта ленпользования магния - существует причинточным дозатором подавалась непосредстно-следственная связь, которая венно в желобчатый профиль. Затем проявляется в следующем. Наличие в смеси заготовка поступала в формирующие замкосердечника порошковой проволоки компонента - графита, уменьшает сегригацию и 45 вое соединение ролики и далее в четырехобеспечивает более равномерное высыпавалковую клеть, где заготовка обжималась ние из бункера порошкообразной смеси на до диаметра готовой проволоки - 10 мм. питатель в процессе производства порошковой проволоки. Это достигается благодаПорошковой проволокой на комбинате ря тому, мелкоизмельченный графит, 50 им. Ильича обработали 10 ковшей с чугуном обволакивая частицы обожженного доломиемкостью 140 т. Скорость подачи проволоки та, выступает в данном случае как твердая составляла 1,8-2,2 м/с. Степень использовасмазка. В результате уменьшается угол есния магния 35%, а степень десульфурации тественного откоса смеси, что улучшает ус73%. 14773 Вари- Содержание материалов в ант Угол ес- Расход проволоке, % тествен- магния, обработки Содержание се маг доло гра ного ний мит фит кг/т откоса Сте Коэффи ры в чугуне. пень де циент сульфу неис мае до обра после рации пользо ботки обра чугуна, вания магния. ботки * 1 35 64 1 68° 0,53 0,026 0,009 66 24 2 35 63 2 60 0,47 0,027 0,008 71 30 3 35 58 7 54 0,47 0,030 0.008 73 35 4 35 55 10 51 0,48 0,030 0,009 70 33 5 35 54 11 48 0,48 0,025 0,009 64 25 6* 30 70 72 0,60 0,028 0,010 64 23 Данные прототипа. Упорядник Замовлення 4150 Техред М.Моргентал Коректор Л. Лукач Тираж Підписне Державне патентне відомство УкраТни, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюPowder-like wire for magnesium addition into the melt based on iron
Автори англійськоюHrinberh Samuil Yukhymovych, Zhabkin Viktor Petrovych, Onischuk Vitalii Prokhorovych, Marintsev Serhii Mykolaiovych
Назва патенту російськоюПорошковый провод для присадки магния в расплав на основе железа
Автори російськоюГринберг Самуил Ефимович, Жабкин Виктор Петрович, Онищук Виталий Прохорович, Маринцев Сергей Николаевич
МПК / Мітки
МПК: C21C 7/06
Мітки: присадки, основі, дріт, магнію, заліза, розплав, порошковий
Код посилання
<a href="https://ua.patents.su/4-14773-poroshkovijj-drit-dlya-prisadki-magniyu-u-rozplav-na-osnovi-zaliza.html" target="_blank" rel="follow" title="База патентів України">Порошковий дріт для присадки магнію у розплав на основі заліза</a>
Порошковий дріт для наплавки чавуну
Номер патенту: 6678
Опубліковано: 29.12.1994
Автори: Пчелінцев Віктор Олександрович, Корягін Владімір Алєксєєвіч, Анікін Анатолій Афанасьєвіч, Любич Сергій Олександрович, Любич Олександр Йосипович
МПК: B23K 35/368
Мітки: порошковий, дріт, чавуну, наплавки
Формула / Реферат:
(57) Порошковая проволока, для наплавки чугуна, состоящая из стальной малоуглеродистой оболочки и порошкообразной шихты, содержащей железный порошок, графит, ферротитан с содержанием титана на менее 60%, ферромарганец и ферросиликокальций, отличающаяся тем, что соотношение ферротитана и графита составляет 4:1 при следующем соотношении ингредиентов (мас. %): Графит 16,0-18,0 Ферротитан ...
Порошковий дріт
Номер патенту: 4953
Опубліковано: 28.12.1994
Автори: Походня Ігор Костянтинович, Рак Петро Іванович, Альтер Володимир Федорович, Шлєпаков Валерій Миколайович
МПК: B23K 35/02
Мітки: порошковий, дріт
Формула / Реферат:
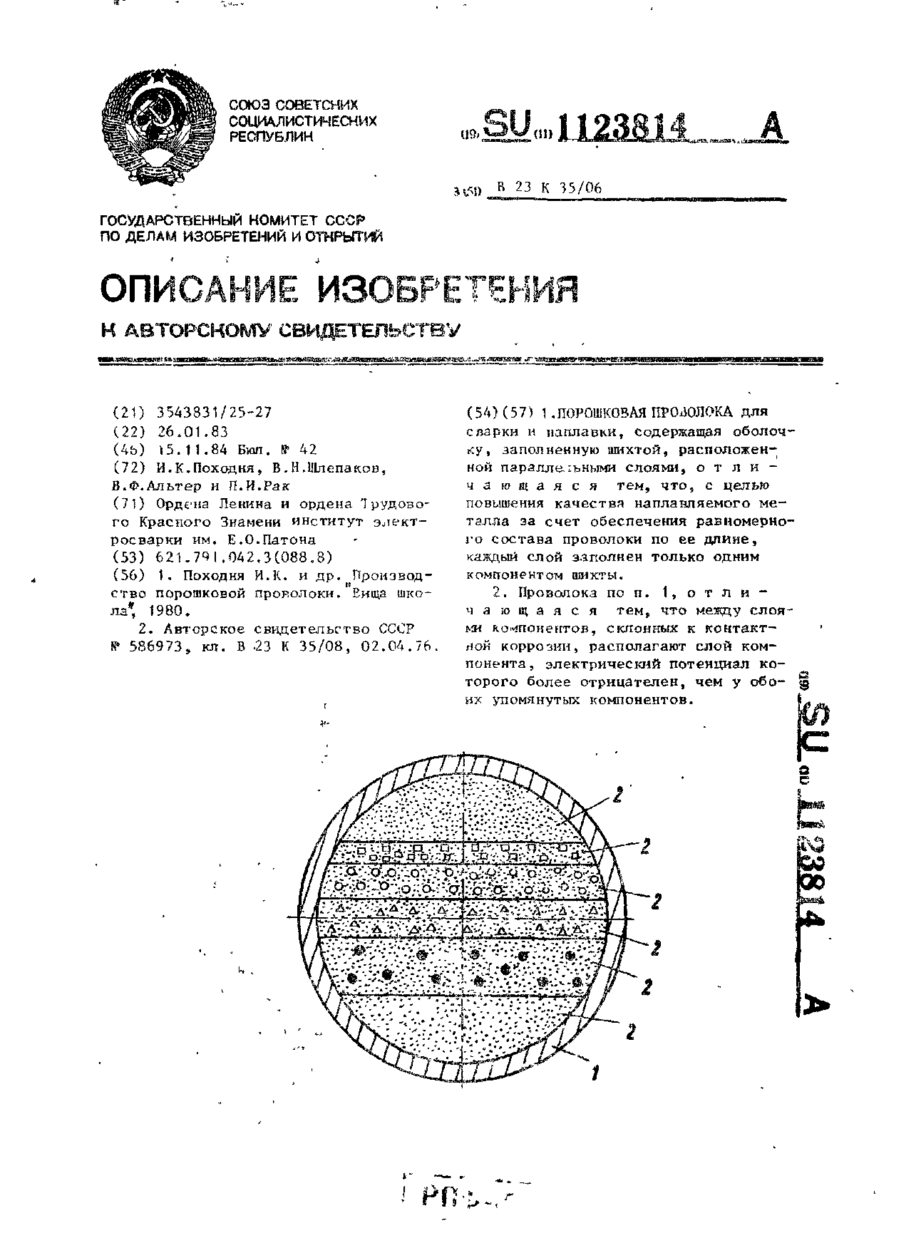
1. Порошковая проволока для сварки и наплавки, содержащая оболочку, заполненную шихтой, расположенной параллельными слоями, отличающаяся тем, что, с целью повышения качества наплавляемого металла за счет обеспечения равномерного состава проволоки по ее длине, каждый слой заполнен только одним компонентом шихты. 2. Проволока по п. 1, отличающаяся тем, что между слоями компонентов, склонных к контактной коррозии, располагают слой...
Порошковий дріт для підводного різання

Номер патенту: 3129
Опубліковано: 26.12.1994
Автори: Головко Микола Вікторович, Данченко Михайло Євгеньович, Савич Ігор Маврикійович
МПК: B23K 35/368
Мітки: різання, підводного, порошковий, дріт
Формула / Реферат:
Порошковая проволока для подводной резки, состоящая из стальной оболочки и порошкообразной шихты, содержащей гидроксид бария, газообразующий и стабилизирующий компоненты, отличающаяся тем, что, с целью повышения производительности и экономичности подводной резки и уменьшения удельного расхода электродных материалов, шихта в качестве газообразующего компонента содержит сидерит, а в качестве стабилизирующего компонента — щелочной силикат,...
Порошковий дріт для підводного різання

Номер патенту: 3128
Опубліковано: 26.12.1994
Автори: Головко Микола Вікторович, Нефедов Юрій Миколайович, Савич Ігор Маврикійович, Грецький Юрій Якович, Данченко Михайло Євгеньович
МПК: B23K 35/368
Мітки: підводного, порошковий, різання, дріт
Формула / Реферат:
Порошковая проволока для подводной резки, состоящая из низколегированной стальной оболочки и порошкообразной шихты, содержащей гидроксид бария, газообразующий и стабилизирующий компоненты, отличающаяся тем, что, с целью увеличения скорости резки за счет стабилизации параметров дуги в условиях гидростатического давления на глубине до 15 м, шихта содержит в качестве газообразующего компонента селитру, а в качестве стабилизирующего —...
Порошковий матеріал на основі графіту і спосіб його одержання
Номер патенту: 4706
Опубліковано: 28.12.1994
Автори: Сідоров Алєксєй Івановіч, Фесенко Олександр Васильович, Пікалов Владімір Карповіч, Кунцевіч Анатолій Дємьяновіч, Цуруль Михайло Федорович, Чуйко Олексій Олексійович, Захарова Зінаіда Алєксандровна, Озєрєнскій Алєксандр Павловіч, Захарова Євгенія Володимирівна, Огенко Володимир Михайлович
МПК: C04B 38/08, B22F 1/02, C01B 31/04
Мітки: спосіб, основі, порошковий, графіту, одержання, матеріал
Формула / Реферат:
(57) 1. Порошковый материал на основе графита, содержащий кристаллиты вспученного графита и металл, отличающийся тем, что в качестве металла он содержит медь или никель при следующем соотношении ингредиентов (в мас.%): медь или никель 5-50 графит остальное, причем металл расположен на внешней поверхности базовых плоскостей кристаллитов графита.2. Способ...
Попередній патент: Екструдер
Наступний патент: Буксир-гондола колдізєва
Випадковий патент: Спосіб обробки шкір