Спосіб кування заготовок у чотирьохбойковому кувальному пристрої
Формула / Реферат
1. Способ ковки заготовок в четырехбойковом ковочном устройстве, включающий обжатия заготовки двумя парами бойков в двух взаимно перпендикулярных плоскостях в радиальном направлении со сдвигом, подачи и кантовки с формированием на каждом проходе заготовки с поперечным сечением, центральная ось которого смещена относительно центральной оси заготовки, полученной на предыдущем проходе, отличающийся тем, что на каждом промежуточном проходе формируют заготовку многогранного поперечного сечения с разными по ширине гранями, а обжатия осуществляют по узким граням так, что на каждом новом проходе формируют заготовку, поперечное сечение которой вписывается в поперечное сечение предыдущей заготовки и повернуто относительно его своими гранями на 45°, при этом одной парой бойков производят радиальные обжатия со сдвигом бойков относительно друг друга, с формированием участков многогранного поперечного сечения заготовки на каждом проходе в два этапа обжатий в каждой плоскости и с разными степенями деформации на каждом этапе, а смещение центральной оси поперечного сечения заготовки осуществляют в окружном направлении.
2. Способ ковки заготовок в четырехбойковом ковочном устройстве по п. 1, отличающийся тем, что на каждом промежуточном проходе формируют заготовку восьмигранного поперечного сечения с разными по ширине гранями.
3. Способ ковки заготовок в четырехбойковом ковочном устройстве по п. 1, отличающийся тем, что на каждом промежуточном проходе формируют заготовку квадратного поперечного сечения, а обжатия осуществляют по ребрам.
Текст
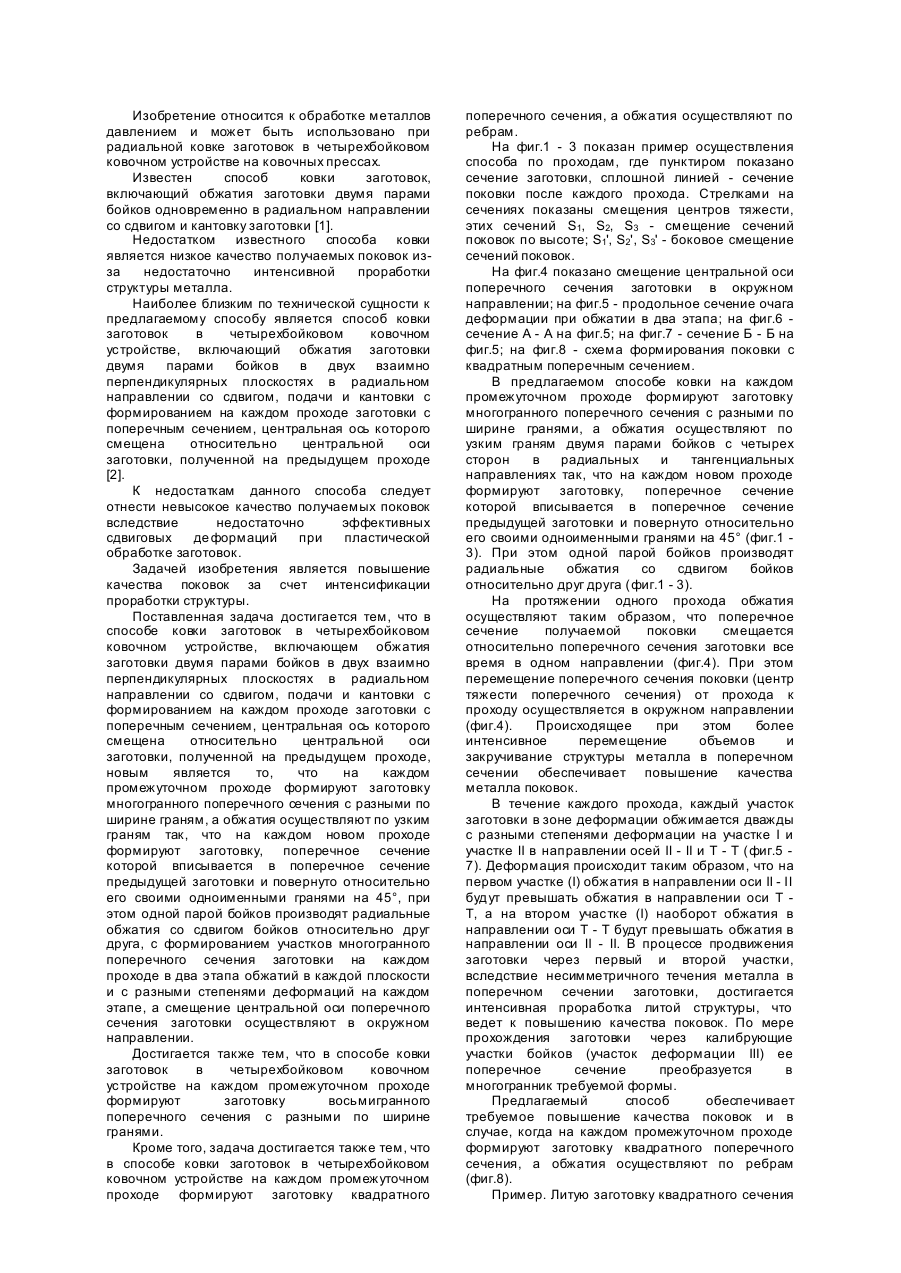
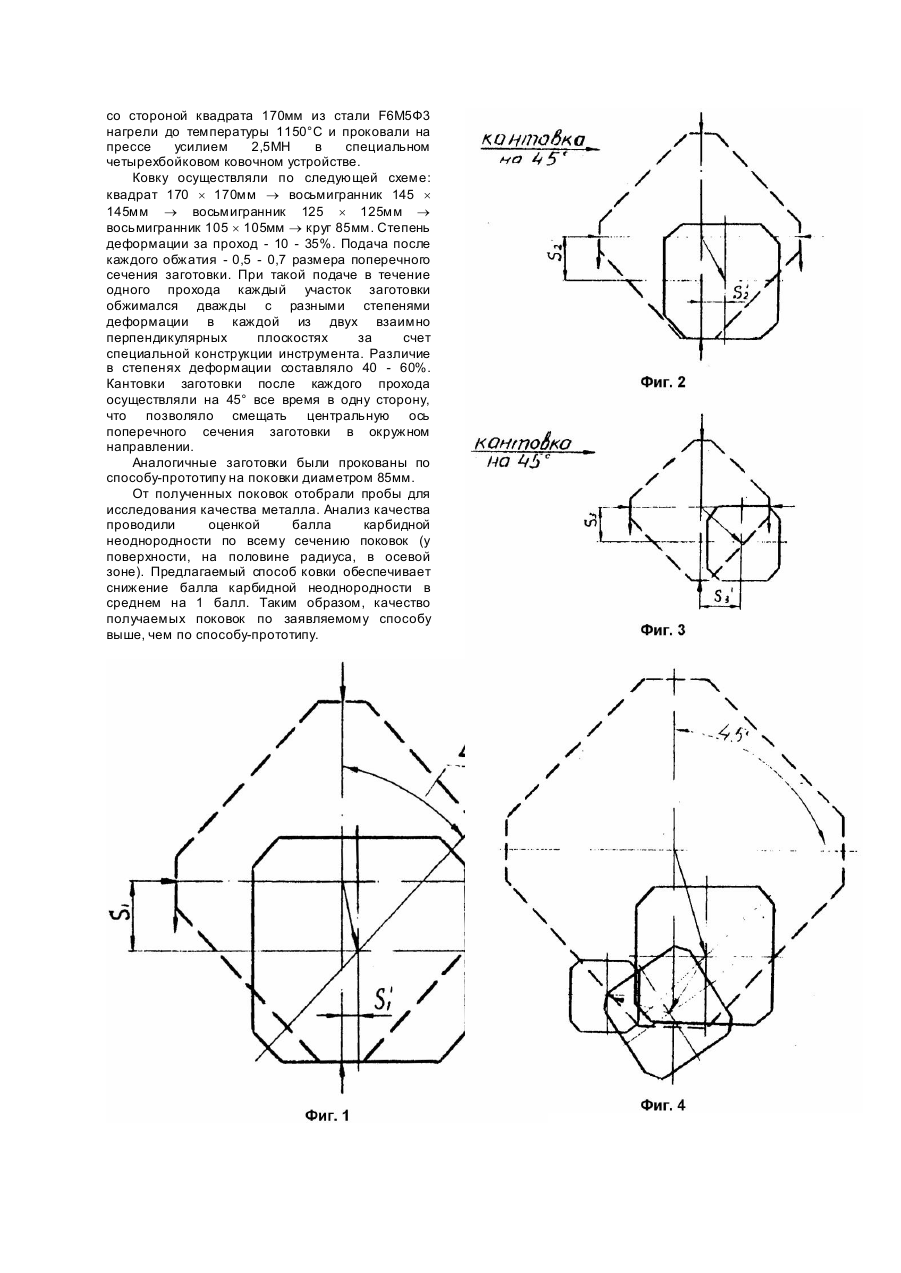
Изобретение относится к обработке металлов давлением и может быть использовано при радиальной ковке заготовок в четырехбойковом ковочном устройстве на ковочных прессах. Известен способ ковки заготовок, включающий обжатия заготовки двумя парами бойков одновременно в радиальном направлении со сдвигом и кантовку заготовки [1]. Недостатком известного способа ковки является низкое качество получаемых поковок изза недостаточно интенсивной проработки структуры металла. Наиболее близким по технической сущности к предлагаемому способу является способ ковки заготовок в четырехбойковом ковочном устройстве, включающий обжатия заготовки двумя парами бойков в двух взаимно перпендикулярных плоскостях в радиальном направлении со сдвигом, подачи и кантовки с формированием на каждом проходе заготовки с поперечным сечением, центральная ось которого смещена относительно центральной оси заготовки, полученной на предыдущем проходе [2]. К недостаткам данного способа следует отнести невысокое качество получаемых поковок вследствие недостаточно эффективных сдвиговых де формаций при пластической обработке заготовок. Задачей изобретения является повышение качества поковок за счет интенсификации проработки структуры. Поставленная задача достигается тем, что в способе ковки заготовок в четырехбойковом ковочном устройстве, включающем обжатия заготовки двумя парами бойков в двух взаимно перпендикулярных плоскостях в радиальном направлении со сдвигом, подачи и кантовки с формированием на каждом проходе заготовки с поперечным сечением, центральная ось которого смещена относительно центральной оси заготовки, полученной на предыдущем проходе, новым является то, что на каждом промежуточном проходе формируют заготовку многогранного поперечного сечения с разными по ширине граням, а обжатия осуществляют по узким граням так, что на каждом новом проходе формируют заготовку, поперечное сечение которой вписывается в поперечное сечение предыдущей заготовки и повернуто относительно его своими одноименными гранями на 45°, при этом одной парой бойков производят радиальные обжатия со сдвигом бойков относительно друг друга, с формированием участков многогранного поперечного сечения заготовки на каждом проходе в два этапа обжатий в каждой плоскости и с разными степенями деформаций на каждом этапе, а смещение центральной оси поперечного сечения заготовки осуществляют в окружном направлении. Достигается также тем, что в способе ковки заготовок в четырехбойковом ковочном устройстве на каждом промежуточном проходе формируют заготовку восьмигранного поперечного сечения с разными по ширине гранями. Кроме того, задача достигается также тем, что в способе ковки заготовок в четырехбойковом ковочном устройстве на каждом промежуточном проходе формируют заготовку квадратного поперечного сечения, а обжатия осуществляют по ребрам. На фиг.1 - 3 показан пример осуществления способа по проходам, где пунктиром показано сечение заготовки, сплошной линией - сечение поковки после каждого прохода. Стрелками на сечениях показаны смещения центров тяжести, этих сечений S1, S2, S3 - смещение сечений поковок по высоте; S1', S2', S3' - боковое смещение сечений поковок. На фиг.4 показано смещение центральной оси поперечного сечения заготовки в окружном направлении; на фиг.5 - продольное сечение очага деформации при обжатии в два этапа; на фиг.6 сечение А - А на фиг.5; на фиг.7 - сечение Б - Б на фиг.5; на фиг.8 - схема формирования поковки с квадратным поперечным сечением. В предлагаемом способе ковки на каждом промежуточном проходе формируют заготовку многогранного поперечного сечения с разными по ширине гранями, а обжатия осуществляют по узким граням двумя парами бойков с четырех сторон в радиальных и тангенциальных направлениях так, что на каждом новом проходе формируют заготовку, поперечное сечение которой вписывается в поперечное сечение предыдущей заготовки и повернуто относительно его своими одноименными гранями на 45° (фиг.1 3). При этом одной парой бойков производят радиальные обжатия со сдвигом бойков относительно друг друга (фиг.1 - 3). На протяжении одного прохода обжатия осуществляют таким образом, что поперечное сечение получаемой поковки смещается относительно поперечного сечения заготовки все время в одном направлении (фиг.4). При этом перемещение поперечного сечения поковки (центр тяжести поперечного сечения) от прохода к проходу осуществляется в окружном направлении (фиг.4). Происходящее при этом более интенсивное перемещение объемов и закручивание структуры металла в поперечном сечении обеспечивает повышение качества металла поковок. В течение каждого прохода, каждый участок заготовки в зоне деформации обжимается дважды с разными степенями деформации на участке I и участке II в направлении осей II - II и T - T (фиг.5 7). Деформация происходит таким образом, что на первом участке (I) обжатия в направлении оси II - II будут превышать обжатия в направлении оси T T, а на втором участке (I) наоборот обжатия в направлении оси T - T будут превышать обжатия в направлении оси II - II. В процессе продвижения заготовки через первый и второй участки, вследствие несимметричного течения металла в поперечном сечении заготовки, достигается интенсивная проработка литой структуры, что ведет к повышению качества поковок. По мере прохождения заготовки через калибрующие участки бойков (участок деформации III) ее поперечное сечение преобразуется в многогранник требуемой формы. Предлагаемый способ обеспечивает требуемое повышение качества поковок и в случае, когда на каждом промежуточном проходе формируют заготовку квадратного поперечного сечения, а обжатия осуществляют по ребрам (фиг.8). Пример. Литую заготовку квадратного сечения со стороной квадрата 170мм из стали F6М5Ф3 нагрели до температуры 1150°C и проковали на прессе усилием 2,5МН в специальном четырехбойковом ковочном устройстве. Ковку осуществляли по следующей схеме: квадрат 170 ´ 170мм ® восьмигранник 145 ´ 145мм ® восьмигранник 125 ´ 125мм ® восьмигранник 105 ´ 105мм ® круг 85мм. Степень деформации за проход - 10 - 35%. Подача после каждого обжатия - 0,5 - 0,7 размера поперечного сечения заготовки. При такой подаче в течение одного прохода каждый участок заготовки обжимался дважды с разными степенями деформации в каждой из двух взаимно перпендикулярных плоскостях за счет специальной конструкции инструмента. Различие в степенях деформации составляло 40 - 60%. Кантовки заготовки после каждого прохода осуществляли на 45° все время в одну сторону, что позволяло смещать центральную ось поперечного сечения заготовки в окружном направлении. Аналогичные заготовки были прокованы по способу-прототипу на поковки диаметром 85мм. От полученных поковок отобрали пробы для исследования качества металла. Анализ качества проводили оценкой балла карбидной неоднородности по всему сечению поковок (у поверхности, на половине радиуса, в осевой зоне). Предлагаемый способ ковки обеспечивает снижение балла карбидной неоднородности в среднем на 1 балл. Таким образом, качество получаемых поковок по заявляемому способу выше, чем по способу-прототипу.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of forging billets in four-striking forging device
Автори англійськоюLazorkin Viktor Andriiovych, Lazorkin Viktor Andriovych
Назва патенту російськоюСпособ ковки заготовок в четырехбойковом ковочном устройстве
Автори російськоюЛазоркин Виктор Андреевич
МПК / Мітки
МПК: B21J 1/04
Мітки: кувальному, кування, чотирьохбойковому, пристрої, заготовок, спосіб
Код посилання
<a href="https://ua.patents.su/3-21366-sposib-kuvannya-zagotovok-u-chotirokhbojjkovomu-kuvalnomu-pristro.html" target="_blank" rel="follow" title="База патентів України">Спосіб кування заготовок у чотирьохбойковому кувальному пристрої</a>
Спосіб прокатки заготовок
Номер патенту: 6060
Опубліковано: 29.12.1994
Автори: Шульгін Григорій Митрофанович, Тільга Степан Сергійович, Губайдулін Вячеслав Фуатович, Остапенко Віктор Володимирович, Левічев Павло Олексійович, Нечепоренко Володимир Андрійович, Максаков Анатолій Іванович, Костюченко Михайло Іванович
МПК: B21B 1/02
Мітки: прокатки, заготовок, спосіб
Формула / Реферат:
1. Способ прокатки заготовок, включающий последовательное формирование из исходной заготовки в многоручьевых калибрах двухниточного раската, состоящего из разноосных заготовок, соединенных между собой перемычкой, поворот заготовок вокруг их продольных осей в противоположные стороны и продольное разделение раската, отличающийся тем, что, с целью повышения технологичности процесса, смежные грани заготовок двухниточного раската формируют в...
Спосіб отримання мірних та кратних заготовок на однострумковій машині безперервного лиття заготовок

Номер патенту: 20239
Опубліковано: 15.07.1997
Автори: Ларіонов Олександр Олексійович, Каплан Володимир Нусійович, Кац Григорій Аронович, Акулов Валєрій Володимирович
МПК: B22D 11/16
Мітки: лиття, однострумковій, безперервного, мірних, кратних, заготовок, отримання, машини, спосіб
Формула / Реферат:
Способ получения мерных и кратных заготовок на одноручьевой машине непрерывного литья заготовок, включающий измерение массы металла в промежуточном ковше и пересчет ее в длину слитка в соответствии с сечением кристаллизатора, измерение текущей длины слитка, измерение текущей мерной длины заготовки и выдачу команды на рез при совпадении заданной и текущей мерных длин, отличающийся тем, что после окончания разливки металла из...
Спосіб виготовлення кільцевих заготовок масивних шин
Номер патенту: 2351
Опубліковано: 26.12.1994
Автори: Дзюра Євген Антонович, Столяр Ігор Анатолієвич, Науменко Олександр Петрович
МПК: B29C 35/02, B29D 30/00
Мітки: виготовлення, спосіб, масивних, шин, кільцевих, заготовок
Формула / Реферат:
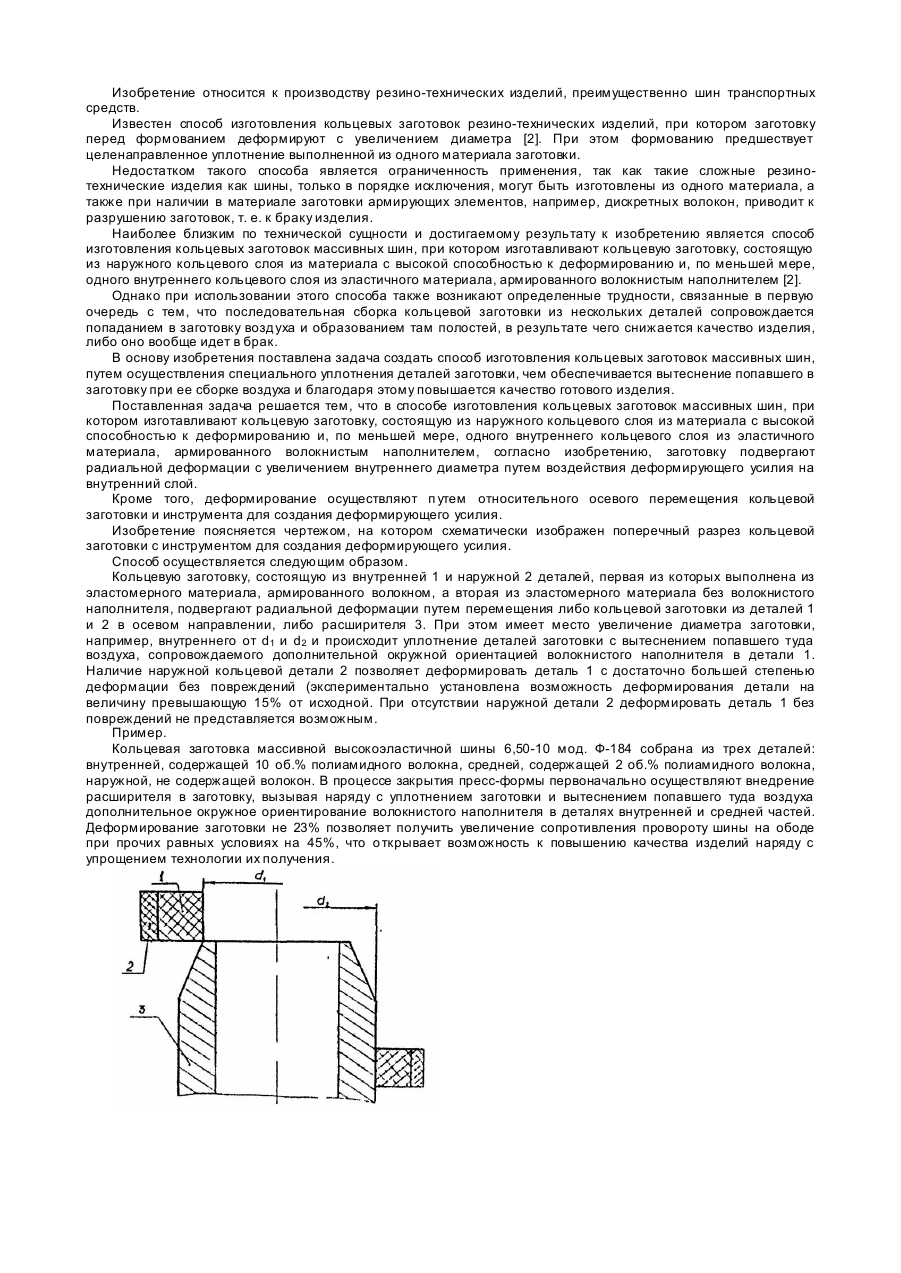
1. Способ изготовления кольцевых заготовок массивных шин, при котором изготовляют кольцевую заготовку, состоящую из наружного кольцевого слоя из материала с высокой способностью к деформированию и, по меньшей мере, одного внутреннего кольцевого слоя из эластичного материала, армированного волокнистым наполнителем, отличающийся тем, что заготовку подвергают радиальной деформации с увеличением внутреннего диаметра путем воздействия...
Спосіб прокатки заготовок на обтискних та заготівельних станах
Номер патенту: 10004
Опубліковано: 30.09.1996
Автори: Дишковець Генадій Анатольович, Губайдулін Вячеслав Фуатович, Корінь Андрій Олександрович, Шеремет Володимир Олександрович, Нечепоренко Володимир Андрійович, Кукуй Давид Пенхусович, Аскерко Григорій Михайлович
МПК: B21B 1/02
Мітки: спосіб, станах, обтискних, прокатки, заготовок, заготівельних
Формула / Реферат:
(57) Способ прокатки заготовок на обжимных и заготовочных станах, включающий деформацию раската в ящичных калибрах с формированием впадин на обжимаемых гранях глубиной, составляющей 15 - 30% от величины абсолютного обжатия в первом пропуске последующего калибра, отличающийся тем, что при прокатке раската с отношением его высоты к катающему диаметру последующего калибра более 0,45 в центре дна впадины раската формируют выпуклость высотой...
Пристрій для одержання заготовок стабільної маси на машинах безперервного лиття заготовок
Номер патенту: 17491
Опубліковано: 06.05.1997
Автор: Зайцев Вадим Сергійович
МПК: B22D 11/126
Мітки: пристрій, заготовок, стабільної, одержання, машинах, лиття, безперервного, маси
Формула / Реферат:
Устройство для получения заготовок стабильной массы на машинах непрерывного литья заготовок, содержащее блоки измерителей отклонения площади поперечного сечения, температуры, длины и веса, выходы которых подключены ко входам вычислительной машины, выход которой подключен ко входу схемы управления машиной огневой резки заготовок, отличающееся тем, что в состав устройства введен дополнительный блок статистического учета отклонения площади...
Попередній патент: Двигун
Наступний патент: Двигун внутрішнього згоряння
Випадковий патент: Ротор косарки