Спосіб отримання мірних та кратних заготовок на однострумковій машині безперервного лиття заготовок
Номер патенту: 20239
Опубліковано: 15.07.1997
Автори: Кац Григорій Аронович, Акулов Валєрій Володимирович, Ларіонов Олександр Олексійович, Каплан Володимир Нусійович

Формула / Реферат
Способ получения мерных и кратных заготовок на одноручьевой машине непрерывного литья заготовок, включающий измерение массы металла в промежуточном ковше и пересчет ее в длину слитка в соответствии с сечением кристаллизатора, измерение текущей длины слитка, измерение текущей мерной длины заготовки и выдачу команды на рез при совпадении заданной и текущей мерных длин, отличающийся тем, что после окончания разливки металла из сталеразливочного ковша определяют длину от мениска кристаллизатора до переднего торца слитка, длину слитка, который получится из металла, имеющегося в промежуточном ковше, с учетом массы неразливаемого остатка, длину слитка, необходимую для дополнения текущей мерной длины до заданной длины реза, и разливку металла из промежуточного ковша прекращают после отливки слитка длиной L, соответствующей следующему соотношению
L = Lпк– Lост, (1)
где Lпк - длина слитка, который получится из металла, имеющегося в промковше, за вычетом массы неразливаемого остатка;
Lост - длина остатка слитка после отливки заданного количества мерных и кратных заготовок, а величину lq„ определяют из соотношения (2)
где Lслит – длина от мениска кристаллизатора до переднего торца слитка;
Lобр - заданная длина хвостовой обрези;
Lкрт - длина, необходимая для дополнения текущей мерной длины до заданной;
1мерн – длина мерной заготовки;
1крт - длина заготовки кратной длины;
n1- количество заготовок мерной длины, отрезаемых в конце разливки;
n2 - количество заготовок кратной длины, отрезаемых в конце разливки.
Причем, если существует несколько вариантов n1 и n2 соответствующих соотношению (2), то при раскрое слитка предпочтение отдается варианту, соответствующему большему количеству заготовок мерной длины.
Текст
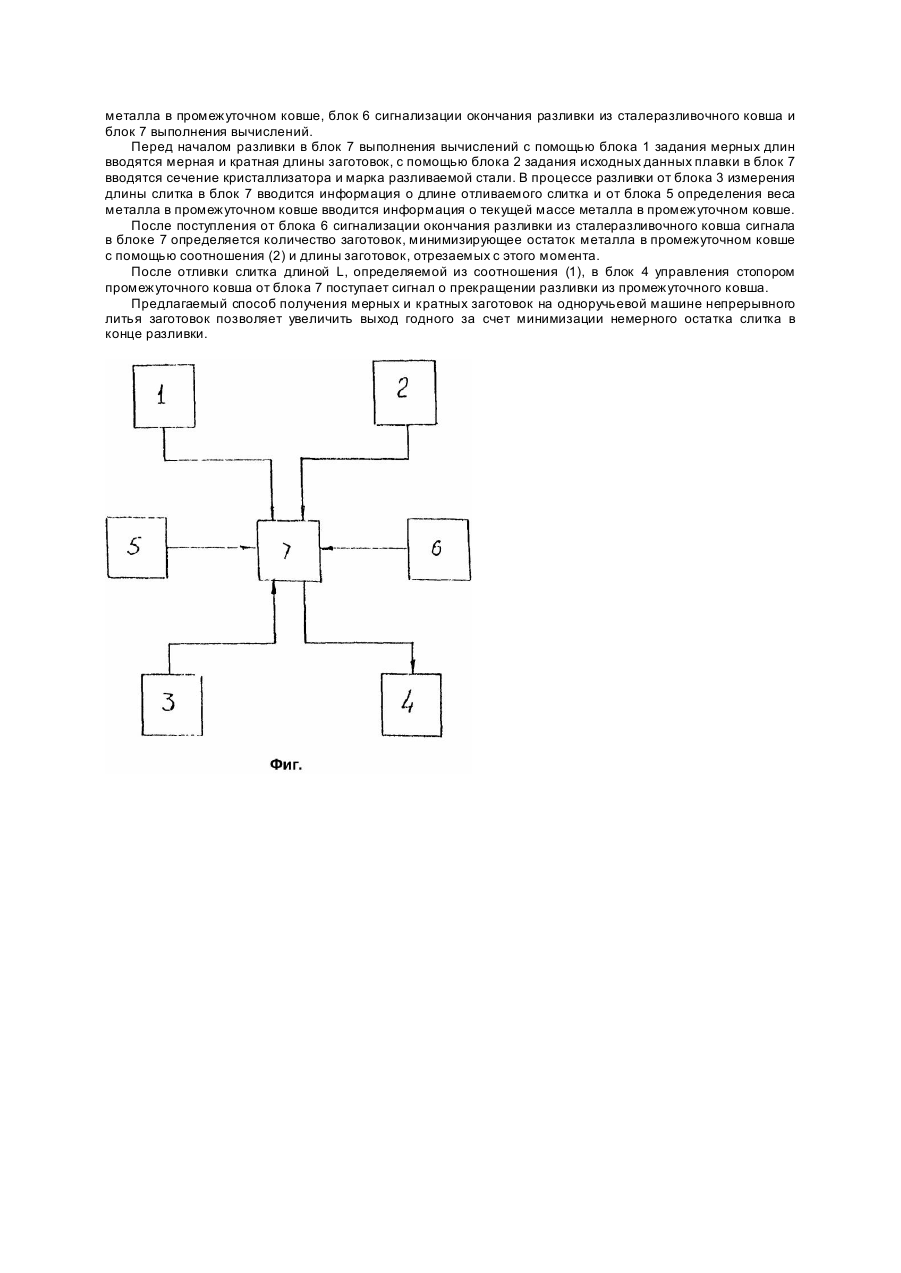
Предлагаемое изобретение относится к металлургии, конкретно к непрерывной разливке металла. Известны способы получения мерных заготовок на одноручьевой машине непрерывного литья заготовок, включающие измерение массы металла в промежуточном ковше и пересчет ее в длину слитка в соответствии с сечением кристаллизатора, измерение текущей длины слитка, измерение текущей мерной длины заготовки и выдачу команды на рез при совпадении заданной и текущей мерных длин [1, 2]. Наиболее близким по технической сущности к предлагаемому является способ получения мерных заготовок на одноручьевой машине непрерывного литья заготовок [2], включающий измерение массы металла в промежуточном ковше и пересчет ее в длину слитка в соответствии с сечением кристаллизатора, измерение текущей длины слитка и при достижении им заданной мерной длины выдачу команды на рез и прекращение подачи металла из сталеразливочного ковша при равенстве длины слитка, получаемого из металла в промежуточном ковше в сумме с длиной слитка от мениска кристаллизатора до переднего конца слитка кратной заданной длине заготовки. Однако указанный способ используется преимущественно в случае замены промежуточного ковша и не учитывает возможности получения заготовок как мерной, так и кратной длины. В основу предлагаемого изобретения поставлена задача усовершенствовать способ получения мерных заготовок на одноручьевой машине непрерывного литья заготовок путем учета возможности получения заготовок как мерной, так и кратной длины, и применимости способа в случае окончания разливки плавки (серии плавок), что приведет к повышению выхода годного в конце разливки. Решение поставленной задачи достигается тем, что согласно способу получения мерных заготовок на одноручьевой машине непрерывного литья заготовок, включающему измерение массы металла в промежуточном ковше и пересчет ее в длину слитка в соответствии с сечением кристаллизатора, измерение текущей длины слитка, измерение текущей мерной длины заготовки и выдачу команды на рез при совпадении заданной и текущей мерных длин, после окончания разливки металла из сталеразливочного ковша определяют длину от мениска кристаллизатора до переднего торца слитка, длину слитка, который получится из металла, имеющегося в промежуточном ковше, с учетом массы неразливаемого остатка, длину слитка, необходимую для дополнения текущей мерной длины до заданной длины реза, и разливку металла из промежуточного ковша прекращают после отливки слитка длиной L, соответствующей следующему соотношению. где Lпк - длина слитка, который получится из металла, имеющегося в промковше, за вычетом массы неразливаемого остатка; Lост - длина остатка слитка после отливки заданного количества мерных и кратных заготовок, а величину Lост определяют из соотношения где Lслит - длина от мениска кристаллизатора до переднего торца слитка; Lобр - заданная длина хвостовой обрези; Lкрт - длина, необходимая для дополнения текущей мерной длины до заданной; lмерн - длина мерной заготовки; lкрт - длина заготовки кратной длины; n1 - количество заготовок мерной длины, отрезаемых в конце разливки; n2 - количество заготовок кратной длины, отрезаемых в конце разливки. Причем, если существует несколько вариантов n1 и n2, соответствующи х соотношению (2), то при раскрое слитка предпочтение отдается варианту, соответствующему большему количеству заготовок мерной длины. Преимущество предлагаемого способа покажем на следующем числовом примере. Пусть в момент окончания разливки из сталеразливочного ковша в промежуточном ковше осталось 35т металла, а масса неразливаемого остатка равна 4т. Пусть длина мерной заготовки равна 12м, кратная длина равна 8,6м, длина хвостовой обрези - 1м. Пусть в момент окончания разливки металла из сталеразливочного ковша длина от мениска кристаллизатора до переднего торца слитка составляет 34,6м, а длина, необходимая для дополнения текущей мерной длины до заданной, составляет 7,4м. Пусть сечение кристаллизатора такое, что 1м слитка весит 1,24т. В принятых обозначениях имеем: Lпк = (35 - 4) : 1,24 = 25м; Lслит = 34,6м; Lобр =1м; Lкрт = 7,4м; lмерн = 12м; lкрт = 8,6м. Из соотношения (2) находим Lост, n1 и n2 n1 = 2; n2 = 3; L ост =1,4м. Таким образом, в конце разливки может быть получено две заготовки мерной длины и три заготовки кратной длины. При этом кроме неразливаемого остатка слитка в промежуточном ковше останется минимальное количество металла равное 1,129т, что соответствует 1,4м слитка. Если получать заготовки только мерной длины, как это предлагается в прототипе, то кроме неразливаемого остатка в промежуточном ковше останется 3,968т металла, что на 2,39т больше, чем в соответствии с предлагаемым способом. Реализовать предлагаемый способ можно с помощью устройства, блок-схема которого представлена на чертеже (фиг.). Устройство содержит блок 1 задания мерных длин, блок 2 задания исходных данных плавки, блок 3 измерения длины слитка, блок 4 управления стопором промежуточного ковша, блок 5 определения веса металла в промежуточном ковше, блок 6 сигнализации окончания разливки из сталеразливочного ковша и блок 7 выполнения вычислений. Перед началом разливки в блок 7 выполнения вычислений с помощью блока 1 задания мерных длин вводятся мерная и кратная длины заготовок, с помощью блока 2 задания исходных данных плавки в блок 7 вводятся сечение кристаллизатора и марка разливаемой стали. В процессе разливки от блока 3 измерения длины слитка в блок 7 вводится информация о длине отливаемого слитка и от блока 5 определения веса металла в промежуточном ковше вводится информация о текущей массе металла в промежуточном ковше. После поступления от блока 6 сигнализации окончания разливки из сталеразливочного ковша сигнала в блоке 7 определяется количество заготовок, минимизирующее остаток металла в промежуточном ковше с помощью соотношения (2) и длины заготовок, отрезаемых с этого момента. После отливки слитка длиной L, определяемой из соотношения (1), в блок 4 управления стопором промежуточного ковша от блока 7 поступает сигнал о прекращении разливки из промежуточного ковша. Предлагаемый способ получения мерных и кратных заготовок на одноручьевой машине непрерывного литья заготовок позволяет увеличить выход годного за счет минимизации немерного остатка слитка в конце разливки.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of billet of specified and multiple length on single strand continuous casting machine
Автори англійськоюKaplan Volodymyr Nusiiovych, Kats Hryhorii Aronovych, Larionov Oleksandr Oleksiiovych, Akulov Valierii Volodymyrovych
Назва патенту російськоюСпособ получения мерных и кратных заготовок на одноручьевой машине непрерывного литья заготовок
Автори російськоюКаплан Владимир Нусиевич, Кац Григорий Аронович, Ларионов Александр Алексеевич, Акулов Валерий Владимирович
МПК / Мітки
МПК: B22D 11/16
Мітки: заготовок, машини, однострумковій, мірних, лиття, безперервного, отримання, спосіб, кратних
Код посилання
<a href="https://ua.patents.su/2-20239-sposib-otrimannya-mirnikh-ta-kratnikh-zagotovok-na-odnostrumkovijj-mashini-bezperervnogo-littya-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання мірних та кратних заготовок на однострумковій машині безперервного лиття заготовок</a>
Спосіб управління розкроєм зливка на машині безперервного лиття заготовок
Номер патенту: 5399
Опубліковано: 28.12.1994
Автори: Кошелев Олександр Євдокимович, Худанов Володимир Констянтинович, Кац Григорій Аронович, Крамарь Віктор Григорович, Каплан Володимир Нусійович, Шмельцер Іван Іванович, Фалькович Валерій Михайлович
МПК: B22D 11/16
Мітки: заготовок, розкроєм, безперервного, управління, зливка, машини, лиття, спосіб
Формула / Реферат:
(57) Способ управления раскроем слитка на машине непрерывного литья заготовок, включающий размещение датчика длины на редукторе тянущей клети, задание длины заготовки, определение текущей длины заготовки и подачу команды на рез, отличающийся тем, что проводят измерение раствора валков тянущих клетей, по которым вычисляют коэффициенты удлинения слитка для каждой тянущей клети, а текущую длину заготовки определяют по...
Кристалізатор для безперервного лиття круглих заготовок
Номер патенту: 2287
Опубліковано: 26.12.1994
Автори: Якунін Іван Олексійович, Глібов Євген Валеріанович, Мартинов Валерій Васильович, Белкін Юхим Львович, Беседіна Елеонора Борисівна, Руденко Анатолій Олександрович, Шишков Михайло Михайлович, Чернишова Світлана Никодимівна, Афонін Володимир Олексійович
МПК: B22D 11/04
Мітки: лиття, безперервного, заготовок, кристалізатор, круглих
Формула / Реферат:
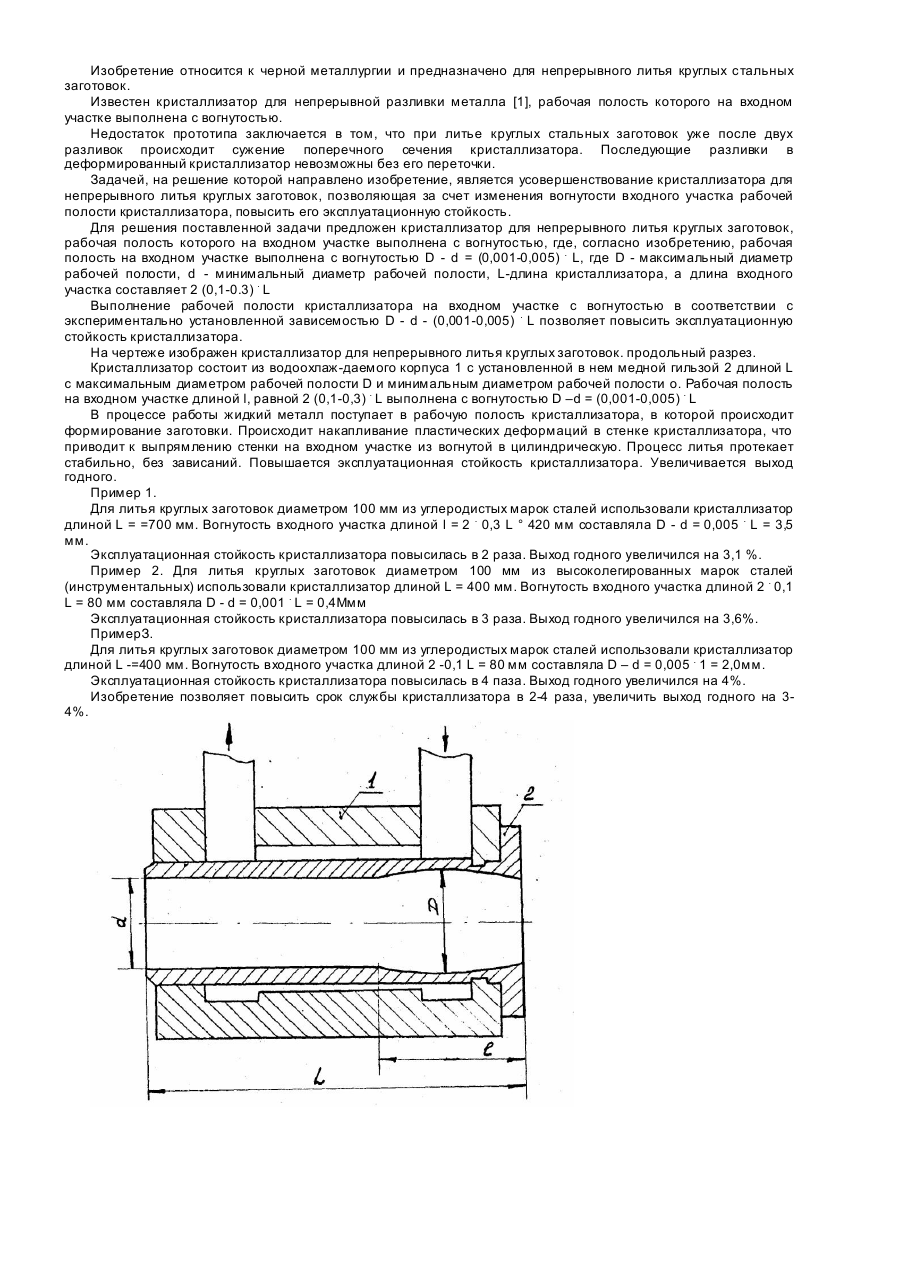
Кристаллизатор для непрерывного литья круглых заготовок, рабочая полость которого на входном участке выполнена с вогнутостью, отличающийся тем? что рабочая полость на входном участке выполнена с вогнутостью Д-d = (0,001...0,005) . L, гдеD - максимальный диаметр рабочей полости,d -минимальный диаметр рабочей полости,L - длина кристаллизатора, а длина входного участка составляет 2:(0,1...0,3) . L
Пристрій для одержання заготовок стабільної маси на машинах безперервного лиття заготовок
Номер патенту: 17491
Опубліковано: 06.05.1997
Автор: Зайцев Вадим Сергійович
МПК: B22D 11/126
Мітки: стабільної, маси, лиття, безперервного, машинах, пристрій, заготовок, одержання
Формула / Реферат:
Устройство для получения заготовок стабильной массы на машинах непрерывного литья заготовок, содержащее блоки измерителей отклонения площади поперечного сечения, температуры, длины и веса, выходы которых подключены ко входам вычислительной машины, выход которой подключен ко входу схемы управления машиной огневой резки заготовок, отличающееся тем, что в состав устройства введен дополнительный блок статистического учета отклонения площади...
Кристалізатор для горизонтального безперервного лиття стальних заготовок
Номер патенту: 1928
Опубліковано: 20.12.1994
Автори: Глазков Анатолій Якович, Петін Леонід Григорович, Чернишова Світлана Никодимівна, Дилдін Анатолій Михайлович, Беседіна Елеонора Борисівна, Кащенко Юрій Олексійович, Афонін Володимир Олексійович, Богданов Аркадій Іванович, Шишков Михайло Михайлович, Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: заготовок, лиття, кристалізатор, стальних, безперервного, горизонтального
Формула / Реферат:
Кристаллизатор для горизонтального непрерывного литья стальных заготовок, содержащий медную гильзу и кожух, образующие полость для подачи охладителя, отличающийся тем, что, с целью улучшения качества заготовок, на охлаждаемой поверхности гильзы выполнены винтовая нарезка и совмещенные с ней пазы, причем на участке зоны начального формирования заготовки, равном 0,1...0,3 длины рабочей полости гильзы, шаг пазов в нижней половине в 1,1...1,3...
Спосіб горизонтального безперервного лиття заготовок
Номер патенту: 17598
Опубліковано: 06.05.1997
Автори: Давиденко Петро Данилович, Зятіна Олександр Сергійович, Белякова Лілія Іванівна, Добровольський Владислав Борисович, Щербачев Василь Валентинович, Козаченко Станіслав Митрофанович, Герасименко Віктор Григорович
МПК: B22D 11/045, B22D 11/00
Мітки: заготовок, горизонтального, спосіб, лиття, безперервного
Формула / Реферат:
Способ горизонтального непрерывного литья заготовок, включающий подачу расплава в кристаллизатор, формирование в нем заготовки из трещиночувствительных сплавов, вытягивание ее в шаговом режиме и вторичное охлаждение заготовки за кристаллизатором, отличающийся тем, что вторичное охлаждение заготовки на участке жидкой фазы осуществляют со скоростью 2 ... 5град/с, а охлаждение остальной части полностью затвердевшей заготовки производят со...
Попередній патент: Спосіб лікування карієсу зубів
Наступний патент: Спосіб беззалишкового розкрою слябних розкатів у потоці обжимного цеху та система для його реалізації