Інструмент для виконання з`єднання деталей металовиробом
Номер патенту: 21594
Опубліковано: 15.03.2007
Автори: Нікітін Станіслав Петрович, Бакум Микола Васильович, Нікітіна Олена Станіславівна, Бакум Наталія Миколаївна
Формула / Реферат
Інструмент для виконання з'єднання деталей металовиробом, який має головку (гвинт, шуруп, саморіз), головка має заглибину у вигляді ексцентричних проточок циліндричної форми, який включає державку та робочу частину, який відрізняється тим, що робоча частина інструмента виконана у вигляді циліндрів розташованих ексцентрично відносно осі його робочої частини, причому величина ексцентриситету циліндрів робочої частини інструмента дорівнює величині ексцентриситету циліндричних проточок заглибин головки металовиробу, а радіус циліндрів інструмента ri визначається із залежності:
![]()
де rп - радіус проточки заглибини головки, мм;
Δ - зазор між циліндрами робочої частини інструмента та циліндричною поверхнею проточок заглибини головки металовиробу, мм.
Текст
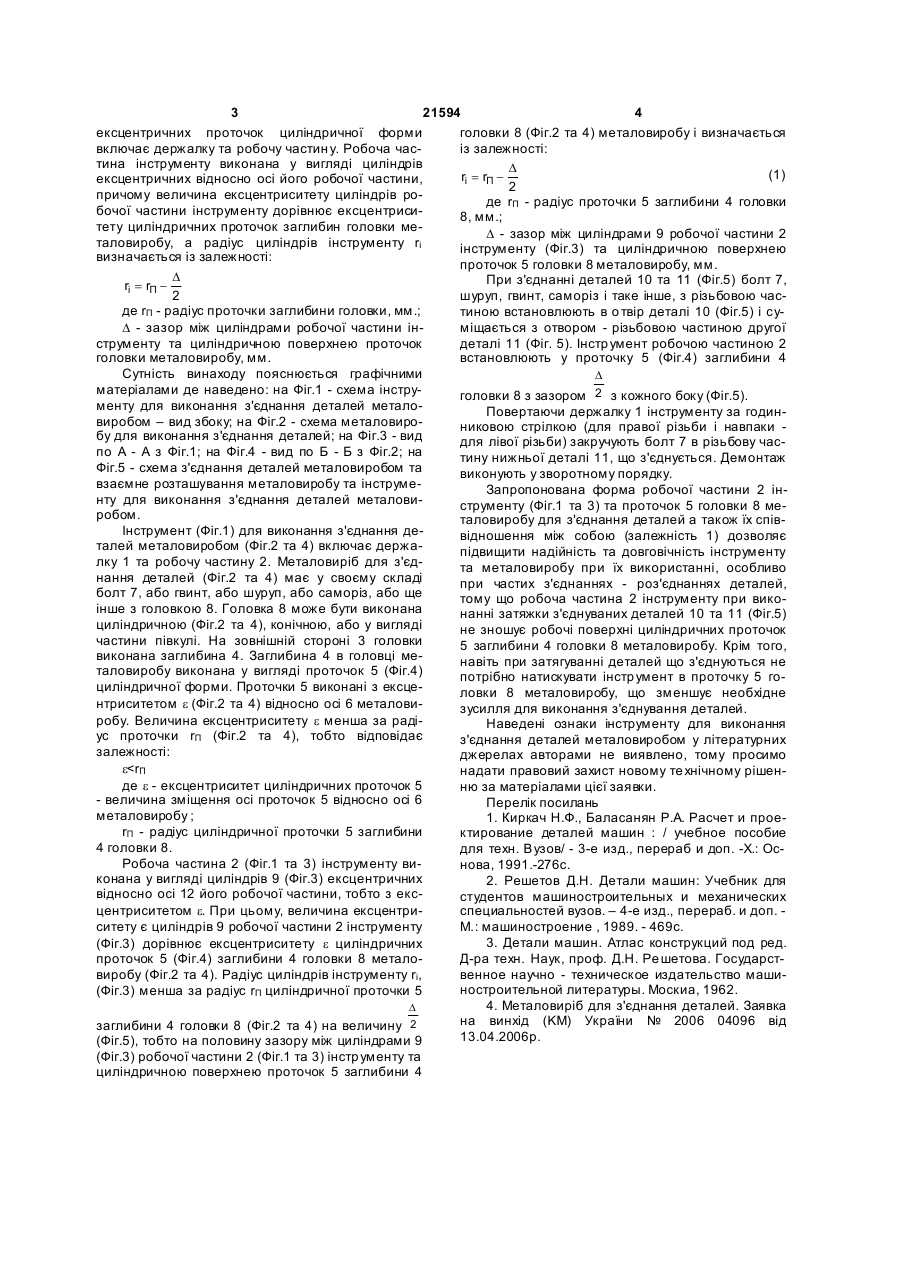
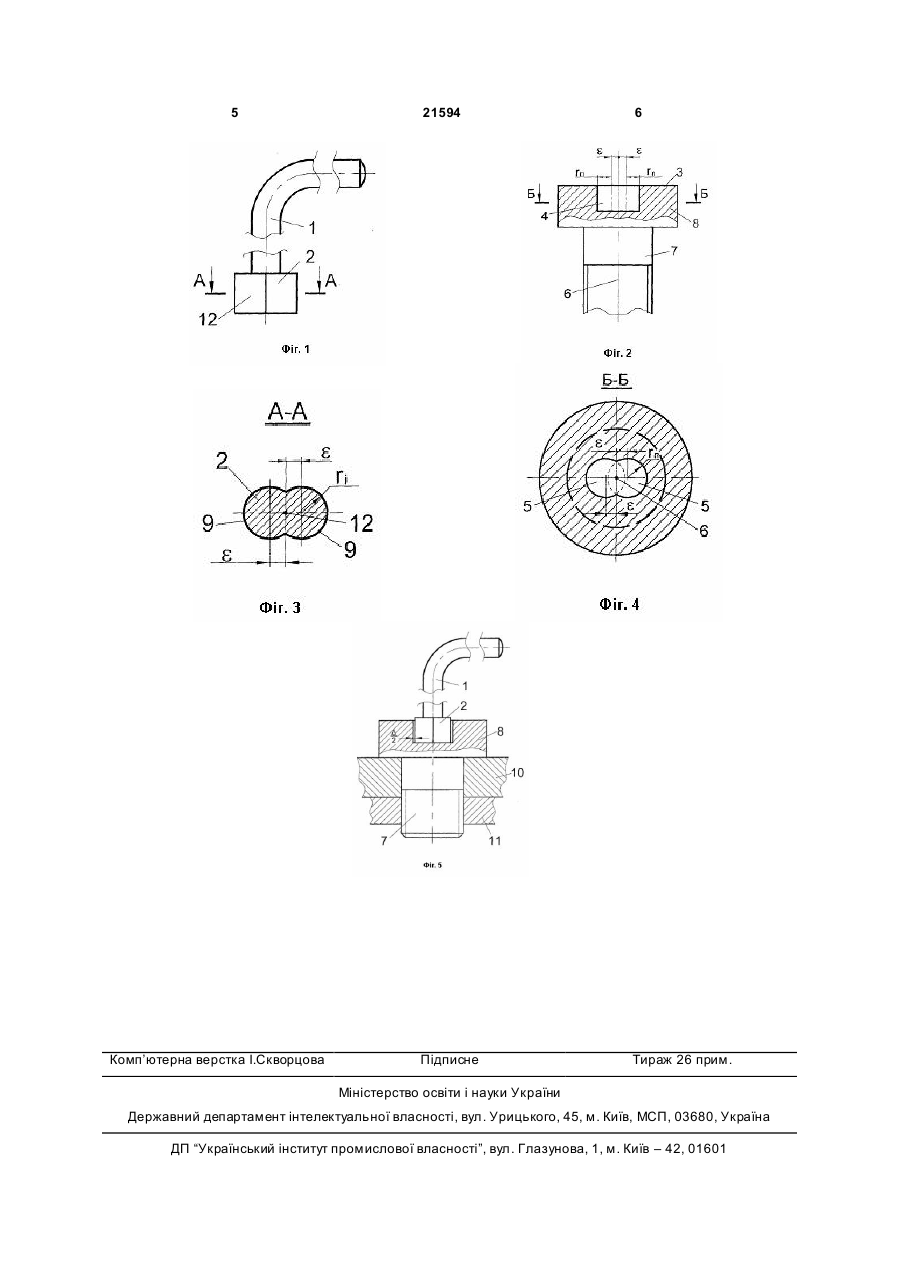
Інструмент для виконання з'єднання деталей металовиробом, який має головку (гвинт, шур уп, саморіз), головка має заглибину у вигляді ексцентричних проточок циліндричної форми, який включає державку та робочу частин у, який відрізняється тим, що робоча частина інструмента виконана у вигляді циліндрів розташованих ексцентрично відносно осі його робочої частини, причому величина ексцентриситету циліндрів робочої частини інструмента дорівнює величині ексцентриситету циліндричних проточок заглибин головки металовиробу, а радіус циліндрів інструмента ri визначається із залежності: Корисна модель має відношення до галузі машинобудування і може бути використаним при створенні нових машин та пристосувань а також у будівництві та дослідженнях космічного простору. Відомі способи з'єднання деталей / 1, 2, 3 / в яких використовують болти, гвинти, шур упи, саморізи та інше з головкою, яка виконана за формою тіла обертання. Головки цих металовиробів з зовнішньої (торцьової) сторони мають заглибину під інструмент для повороту металовиробу при монтажі або демонтажі деталей, що з'єднуються. Ці головки необхідно утримувати інструментом з торцьової її частини [2 (рис.7.5г, д, з, и), 3]. При цьому заглибини головок під інструмент виконують у вигляді шестигранника, зірочок з різним числом вершин, (+) - подібної форми, або прорізі. Недоліком останніх конструкцій головок є значне послаблення їх міцності наскрізною проріззю під інструмент, але робоча частина інструмента достатньо надійна. Заглибина (+) - подібної форми не знижує міцності головок, але при з'єднанні деталей необхідно інструмент притискувати до заглибини в головці з силою більшою сили прокручування, щоб не зминались грані заглибини та інструменту. Заглибини у ви гляді шестигранника, зірочок з різним числом вершин не потребують обов'язкового притискування інструменту до головок, але мають відносно невеликий об'єм граней, які часто зминаються при необхідності з'єднання деталей з великим зусиллям, або роз'єднанні застарілих з'єднань. Це призводить до зниження довговічності як металовиробів так і інструментів для виконання з'єднання. Відомі також заглибини в головці металовиробу виконані у вигляді проточок циліндричної форми, які ексцентричні відносно осі металовиробу [4]. Проточки металовиробу можуть бути виконані в залежності від розмірів головки, потреб та можливостей виробництва, наприклад, штампуванням, свердлуванням, фрезеруванням циліндричною фрезою, або розточуванням. А так як проточки виконані ексцентричне відносно осі обертання металовиробу, тобто відносно його осі - це значить що осі проточок зміщенні відносно осі металовиробу. Величина ексцентриситету, при цьому, менша радіусу проточок [4]. Метою корисної моделі є підвищення надійності та технологічності інструменту для виконання з'єднання деталей металовиробом. Поставлена мета досягається тим, що інструмент для виконання з'єднання деталей металовиробом, який може бути болт, гвинт, шуруп, саморіз та інше з головкою, яка має заглибину у вигляді ri = rП Δ , 2 (19) UA (11) 21594 (13) U де rП - радіус проточки заглибини головки, мм; Δ - зазор між циліндрами робочої частини інструмента та циліндричною поверхнею проточок заглибини головки металовиробу, мм. 3 21594 4 ексцентричних проточок циліндричної форми головки 8 (Фіг.2 та 4) металовиробу і визначається включає держалку та робочу частин у. Робоча часіз залежності: тина інструменту виконана у вигляді циліндрів D (1) ri = rП ексцентричних відносно осі його робочої частини, 2 причому величина ексцентриситету циліндрів роде rП - радіус проточки 5 заглибини 4 головки бочої частини інструменту дорівнює ексцентриси8, мм.; тету циліндричних проточок заглибин головки меD - зазор між циліндрами 9 робочої частини 2 таловиробу, а радіус циліндрів інструменту ri інструменту (Фіг.3) та циліндричною поверхнею визначається із залежності: проточок 5 головки 8 металовиробу, мм. D При з'єднанні деталей 10 та 11 (Фіг.5) болт 7, ri = rП 2 шуруп, гвинт, саморіз і таке інше, з різьбовою часде rП - радіус проточки заглибини головки, мм.; тиною встановлюють в о твір деталі 10 (Фіг.5) і суD - зазор між циліндрами робочої частини інміщається з отвором - різьбовою частиною другої струменту та циліндричною поверхнею проточок деталі 11 (Фіг. 5). Інстр умент робочою частиною 2 головки металовиробу, мм. встановлюють у проточку 5 (Фіг.4) заглибини 4 Сутність винаходу пояснюється графічними D матеріалами де наведено: на Фіг.1 - схема інструголовки 8 з зазором 2 з кожного боку (Фіг.5). менту для виконання з'єднання деталей металоПовертаючи держалку 1 інструменту за годинвиробом – вид збоку; на Фіг.2 - схема металовирониковою стрілкою (для правої різьби і навпаки бу для виконання з'єднання деталей; на Фіг.3 - вид для лівої різьби) закручують болт 7 в різьбову часпо А - А з Фіг.1; на Фіг.4 - вид по Б - Б з Фіг.2; на тину нижньої деталі 11, що з'єднується. Демонтаж Фіг.5 - схема з'єднання деталей металовиробом та виконують у зворотному порядку. взаємне розташування металовиробу та інструмеЗапропонована форма робочої частини 2 іннту для виконання з'єднання деталей металовиструменту (Фіг.1 та 3) та проточок 5 головки 8 меробом. таловиробу для з'єднання деталей а також їх співІнструмент (Фіг.1) для виконання з'єднання девідношення між собою (залежність 1) дозволяє талей металовиробом (Фіг.2 та 4) включає держапідвищити надійність та довговічність інструменту лку 1 та робочу частину 2. Металовиріб для з'єдта металовиробу при їх використанні, особливо нання деталей (Фіг.2 та 4) має у своєму складі при частих з'єднаннях - роз'єднаннях деталей, болт 7, або гвинт, або шуруп, або саморіз, або ще тому що робоча частина 2 інструменту при викоінше з головкою 8. Головка 8 може бути виконана нанні затяжки з'єднуваних деталей 10 та 11 (Фіг.5) циліндричною (Фіг.2 та 4), конічною, або у вигляді не зношує робочі поверхні циліндричних проточок частини півкулі. На зовнішній стороні 3 головки 5 заглибини 4 головки 8 металовиробу. Крім того, виконана заглибина 4. Заглибина 4 в головці менавіть при затягуванні деталей що з'єднуються не таловиробу виконана у вигляді проточок 5 (Фіг.4) потрібно натискувати інстр умент в проточку 5 гоциліндричної форми. Проточки 5 виконані з ексцеловки 8 металовиробу, що зменшує необхідне нтриситетом e (Фіг.2 та 4) відносно осі 6 металовизусилля для виконання з'єднування деталей. робу. Величина ексцентриситету e менша за радіНаведені ознаки інструменту для виконання ус проточки rП (Фіг.2 та 4), тобто відповідає з'єднання деталей металовиробом у літературних залежності: джерелах авторами не виявлено, тому просимо e
ДивитисяДодаткова інформація
Назва патенту англійськоюTool for creation of connection of components by hardware
Автори англійськоюNikitin Stanislav Petrovych, Bakum Mykola Vasyliovych, Nikitina Olena Stanislavivna, Bakum Natalia Mykolaivna
Назва патенту російськоюИнструмент для выполнения соединения деталей металлоизделием
Автори російськоюНикитин Станислав Петрович, Бакум Николай Васильевич, Никитина Елена Станиславовна, Бакум Наталья Николаевна
МПК / Мітки
МПК: B23P 19/04
Мітки: виконання, з'єднання, металовиробом, деталей, інструмент
Код посилання
<a href="https://ua.patents.su/3-21594-instrument-dlya-vikonannya-zehdnannya-detalejj-metalovirobom.html" target="_blank" rel="follow" title="База патентів України">Інструмент для виконання з`єднання деталей металовиробом</a>
Металовиріб для з’єднання деталей

Номер патенту: 18417
Опубліковано: 15.11.2006
Автори: Бакум Наталія Миколаївна, Нікітіна Олена Станіславівна, Нікітін Станіслав Петрович, Бакум Микола Васильович
МПК: F16B 35/00
Мітки: металовиріб, деталей, з'єднання
Формула / Реферат:
Металовиріб для з'єднання деталей, яким може бути болт, гвинт, шуруп, саморіз та інше з головкою, яка виконана за формою тіла обертання і має з зовнішнього боку заглибину під інструмент для повороту металовиробу при з'єднанні або роз'єднанні деталей, який відрізняється тим, що заглибина в головці металовиробу виконана у вигляді проточок циліндричної форми, ексцентричних відносно осі металовиробу, причому величина ексцентриситету менша радіусу...
Спосіб болтового з’єднання деталей
Номер патенту: 6990
Опубліковано: 15.06.2005
Автори: Бакум Микола Васильович, Нікітіна Олена Станіславівна, Нікітін Станіслав Петрович
МПК: F16B 23/00, F16B 1/00
Мітки: болтового, деталей, спосіб, з'єднання
Формула / Реферат:
Спосіб болтового з'єднання деталей, що включає виконання крізних отворів під болт у деталях для з'єднання та посадочне гніздо у одній з деталей, в яке вставляють головку болта, який відрізняється тим, що посадочне гніздо у деталі виконують довільної форми, а головку болта по формі виконують подібною до форми посадочного гнізда у деталі, при цьому головку болта та посадочне гніздо деталі під головку болта виконують з ексцентриситетом...
З’єднання деталей машин типу вал-втулка
Номер патенту: 5051
Опубліковано: 15.02.2005
Автори: Ловейкіна Світлана Олексіївна, Павленко Георгій Іванович, Піпа Борис Федорович
МПК: F16B 21/00
Мітки: машин, деталей, з'єднання, вал-втулка, типу
Формула / Реферат:
З'єднання деталей машин типу вал-втулка, що містить вал з робочою поверхнею та деталь типу втулки, встановлену на робочій поверхні вала, яке відрізняється тим, що робоча поверхня вала виконана конічною з переходом в кінці робочої поверхні з меншим діаметром в циліндричну з різьбою.
Штир для з’єднання деталей
Номер патенту: 449
Опубліковано: 12.11.1999
Автор: Мікульонок Ігор Олегович
МПК: F16B 19/00, F16B 5/00
Мітки: з'єднання, деталей, штир
Формула / Реферат:
Штир для з'єднання деталей, що містить дві взаємозамінні частини, кожна з яких має зовнішній бурт І засіб зчеплення з відповідною частиною, виконаний на кінцевих ділянках поверхні, оберненої до відповідної частини штиря, який відрізняється тим, що засіб зчеплення кожної частини штиря з відповідною частиною виконано у вигляді виступів і западин, які чергуються між собою вздовж поздовжньої осі штиря.
Пристрій для виконання перфорації деталей з м’якого еластичного матеріалу
Номер патенту: 68475
Опубліковано: 16.08.2004
Автори: Прибега Дмитро Володимирович, Поліщук Олег Степанович, Кармаліта Анатолій Костянтинович
МПК: A43D 8/00
Мітки: м'якого, пристрій, деталей, виконання, матеріалу, еластичного, перфорації
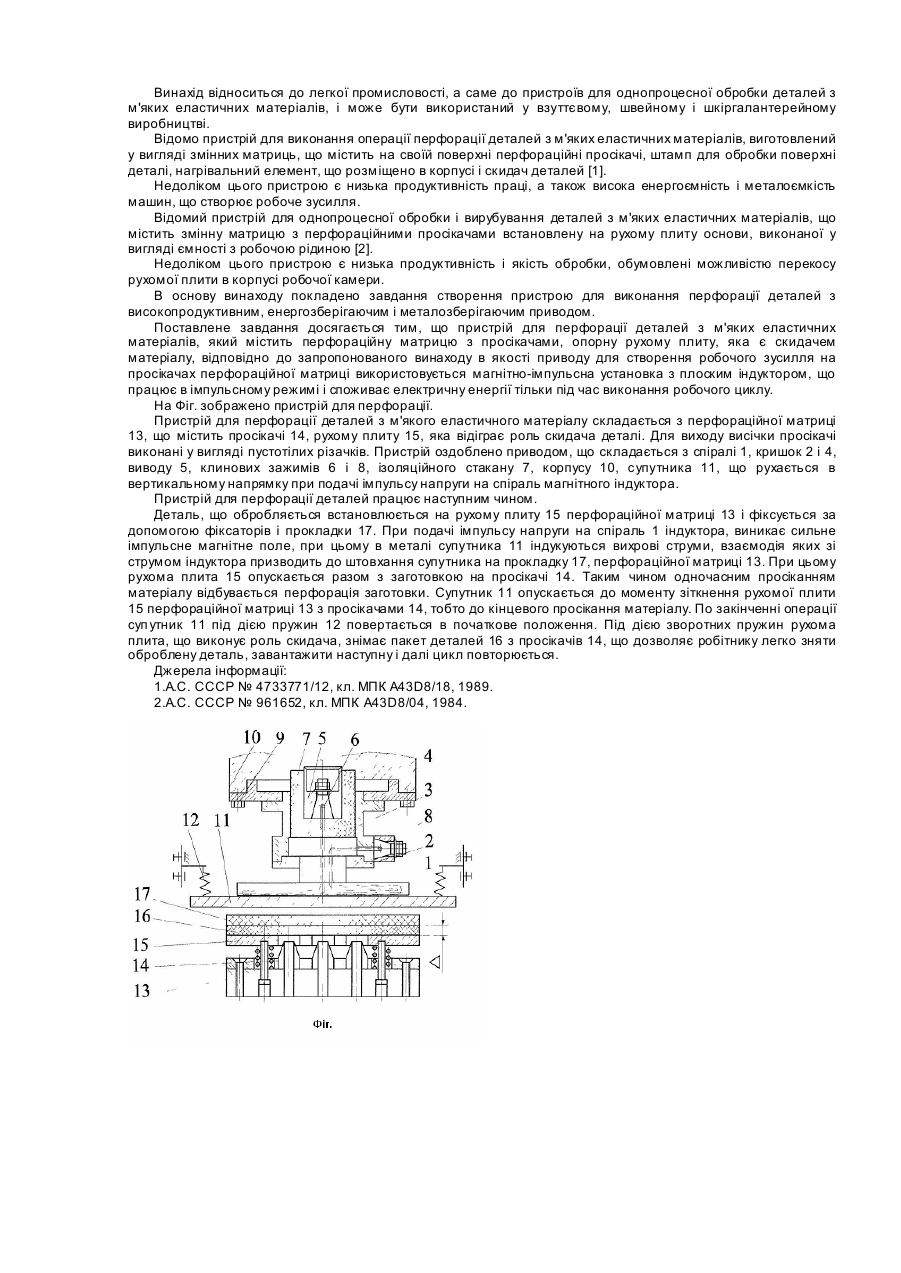
Формула / Реферат:
Пристрій для перфорації деталей з м'яких еластичних матеріалів, що містить перфораційну матрицю з просікачами, опорну рухому плиту, яка є скидачем матеріалу, який відрізняється тим, що як привід для створення робочого зусилля на просікачах перфораційної матриці використовується магнітно-імпульсна установка з плоским індуктором, що працює в імпульсному режимі і споживає електричну енергію тільки під час виконання робочого циклу.
Попередній патент: Пристрій для захисту електроприймачів від неприпустимих значень напруги в електричній мережі
Наступний патент: Вібраційний транспортер
Випадковий патент: Якір електричної машини