Спосіб болтового з’єднання деталей
Номер патенту: 6990
Опубліковано: 15.06.2005
Автори: Нікітін Станіслав Петрович, Нікітіна Олена Станіславівна, Бакум Микола Васильович
Формула / Реферат
Спосіб болтового з'єднання деталей, що включає виконання крізних отворів під болт у деталях для з'єднання та посадочне гніздо у одній з деталей, в яке вставляють головку болта, який відрізняється тим, що посадочне гніздо у деталі виконують довільної форми, а головку болта по формі виконують подібною до форми посадочного гнізда у деталі, при цьому головку болта та посадочне гніздо деталі під головку болта виконують з ексцентриситетом відповідно до осі болта та осі крізного отвору під болт у деталі, крім того головку болта у посадочне гніздо деталі встановлюють з мінімальним зазором, а величину ексцентриситету виконують більшою за величину зазору між головкою болта та посадочним гніздом у деталі.
Текст
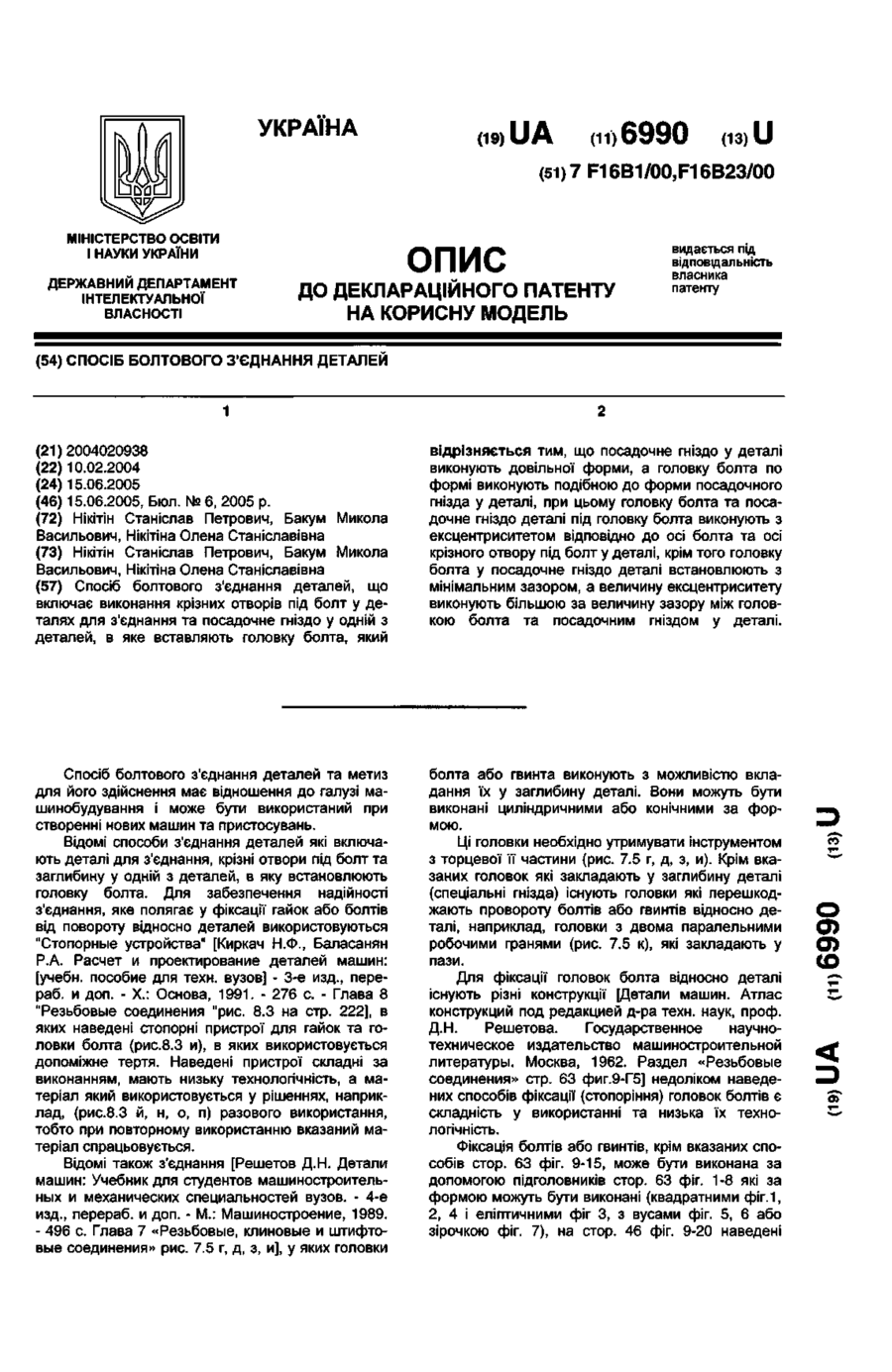
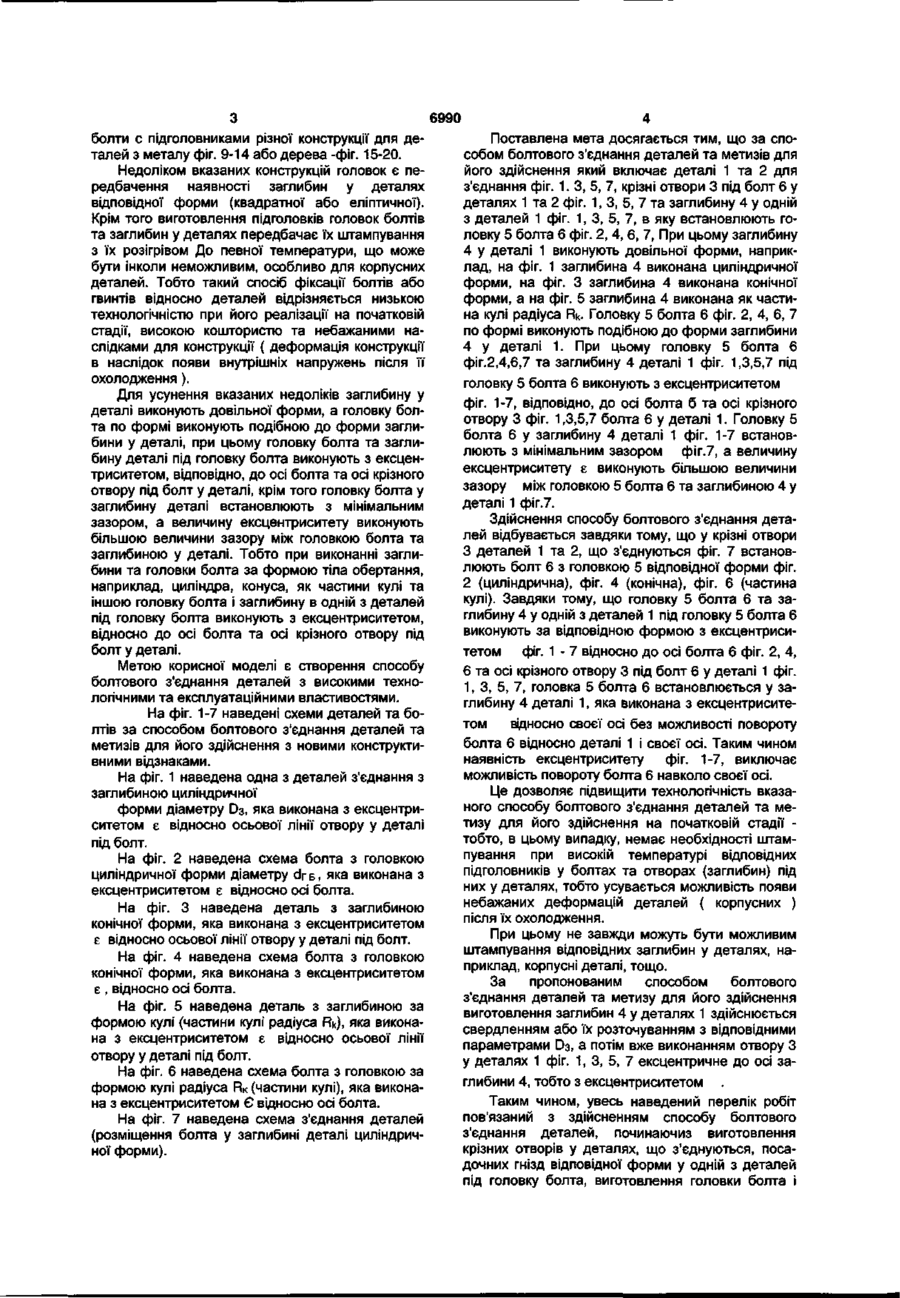
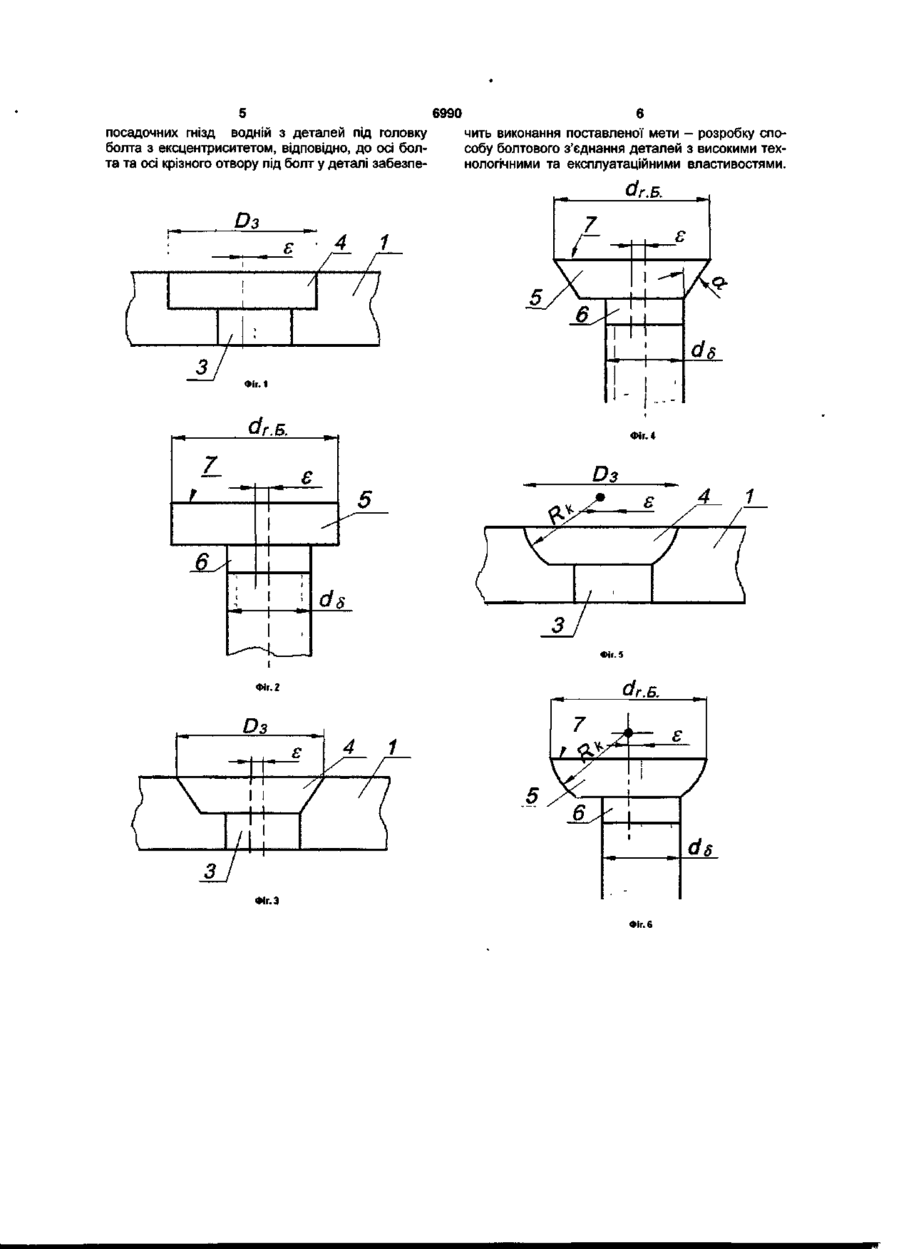
Спосіб болтового з'єднання деталей, що включає виконання крізних отворів під болт у деталях для з'єднання та посадочне гніздо у одній з деталей, в яке вставляють головку болта, який відрізняється тим, що посадочне гніздо у деталі виконують довільної форми, а головку болта по формі виконують подібною до форми посадочного гнізда у деталі, при цьому головку болта та посадочне гніздо деталі під головку болта виконують з ексцентриситетом відповідно до осі болта та осі крізного отвору під болт у деталі, крім того головку болта у посадочне гніздо деталі встановлюють з мінімальним зазором, а величину ексцентриситету виконують більшою за величину зазору між головкою болта та посадочним гніздом у деталі. Спосіб болтового з'єднання деталей та метиз для його здійснення має відношення до галузі машинобудування і може бути використаний при створенні нових машин та пристосувань. Відомі способи з'єднання деталей які включають деталі для з'єднання, крізні отвори під болт та заглибину у одній з деталей, в яку встановлюють головку болта. Для забезпечення надійності з'єднання, яке полягає у фіксації гайок або болтів від повороту відносно деталей використовуються "Стопорные устройства" [Киркач Н.Ф., Баласанян Р.А. Расчет и проектирование деталей машин: [учебн. пособие для техн. вузов] - 3-е изд., перераб. и доп. - X.: Основа, 1991. - 276 с. - Глава 8 "Резьбовые соединения "рис. 8.3 на стр. 222], в яких наведені стопорні пристрої для гайок та головки болта (рис.8.3 и), в яких використовується допоміжне тертя. Наведені пристрої складні за виконанням, мають низьку технологічність, а матеріал який використовується у рішеннях, наприклад, (рис.8.3 й, н, о, п) разового використання, тобто при повторному використанню вказаний матеріал спрацьовується. Відомі також з'єднання [Решетов Д.Н. Детали машин: Учебник для студентов машиностроительных и механических специальностей вузов. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1989. - 496 с. Глава 7 «Резьбовые, клиновые и штифтовые соединения» рис. 7.5 г, д, з, и], у яких головки болта або гвинта виконують з можливістю вкладання їх у заглибину деталі. Вони можуть бути виконані циліндричними або конічними за формою. Ці головки необхідно утримувати інструментом з торцевої її частини (рис. 7.5 г, д, з, и). Крім вказаних головок які закладають у заглибину деталі (спеціальні гнізда) існують головки які перешкоджають провороту болтів або гвинтів відносно деталі, наприклад, головки з двома паралельними робочими гранями (рис. 7.5 к), які закладають у пази. Для фіксації головок болта відносно деталі існують різні конструкції [Детали машин. Атлас конструкций под редакцией д-ра техн. наук, проф. Д.Н. Решетова. Государственное научнотехническое издательство машиностроительной литературы. Москва, 1962. Раздел «Резьбовые соединения» стр. 63 фиг.9-Г5] недоліком наведених способів фіксації (стопоріння) головок болтів є складність у використанні та низька їх технологічність. Фіксація болтів або гвинтів, крім вказаних способів стор. 63 фіг. 9-15, може бути виконана за допомогою підголовників стор. 63 фіг. 1-8 які за формою можуть бути виконані (квадратними фіг.1, 2, 4 і еліптичними фіг 3, з вусами фіг. 5, 6 або зірочкою фіг. 7), на стор. 46 фіг. 9-20 наведені О О) о> CD о> 6990 болти с підголовниками різної конструкції для деталей з металу фіг. 9-14 або дерева -фіг. 15-20. Недоліком вказаних конструкцій головок є передбачення наявності заглибин у деталях відповідної форми (квадратної або еліптичної). Крім того виготовлення підголовків головок болтів та заглибин у деталях передбачає їх штампування з їх розігрівом До певної температури, що може бути інколи неможливим, особливо для корпусних деталей. Тобто такий спосіб фіксації болтів або гвинтів відносно деталей відрізняється низькою технологічністю при його реалізації на початковій стадії, високою коштористю та небажаними наслідками для конструкції ( деформація конструкції в наслідок появи внутрішніх напружень після її охолодження ). Для усунення вказаних недоліків заглибину у деталі виконують довільної форми, а головку болта по формі виконують подібною до форми заглибини у деталі, при цьому головку болта та заглибину деталі під головку болта виконують з ексцентриситетом, відповідно, до осі болта та осі крізного отвору під болт у деталі, крім того головку болта у заглибину деталі встановлюють з мінімальним зазором, а величину ексцентриситету виконують більшою величини зазору між головкою болта та заглибиною у деталі. Тобто при виконанні заглибини та головки болта за формою тіла обертання, наприклад, циліндра, конуса, як частини кулі та іншою головку болта і заглибину в одній з деталей під головку болта виконують з ексцентриситетом, відносно до осі болта та осі крізного отвору під болт у деталі. Метою корисної моделі є створення способу болтового з'єднання деталей з високими технологічними та експлуатаційними властивостями. На фіг. 1 -7 наведені схеми деталей та болтів за способом болтового з'єднання деталей та метизів для його здійснення з новими конструктивними відзнаками. На фіг. 1 наведена одна з деталей з'єднання з заглибиною циліндричної форми діаметру D3, яка виконана з ексцентриситетом є відносно осьової лінії отвору у деталі під болт. На фіг. 2 наведена схема болта з головкою циліндричної форми діаметру СІГБ, яка виконана з ексцентриситетом є відносно осі болта. На фіг. З наведена деталь з заглибиною конічної форми, яка виконана з ексцентриситетом є відносно осьової лінії отвору у деталі під болт. На фіг. 4 наведена схема болта з головкою конічної форми, яка виконана з ексцентриситетом є , відносно осі болта. На фіг. 5 наведена деталь з заглибиною за формою кулі (частини кулі радіуса Rk), яка виконана з ексцентриситетом є відносно осьової лінії отвору у деталі під болт. На фіг. 6 наведена схема болта з головкою за формою кулі радіуса RK (частини кулі), яка виконана з ексцентриситетом Є відносно осі болта. На фіг. 7 наведена схема з'єднання деталей (розміщення болта у заглибині деталі циліндричної форми). Поставлена мета досягається тим, що за способом болтового з'єднання деталей та метизів для його здійснення який включає деталі 1 та 2 для з'єднання фіг. 1.3,5, 7, крізні отвори 3 під болт 6 у деталях 1 та 2 фіг. 1, 3, 5, 7 та заглибину 4 у одній 3 деталей 1 фіг. 1, 3, 5, 7, в яку встановлюють головку 5 болта 6 фіг. 2, 4, 6, 7, При цьому заглибину 4 у деталі 1 виконують довільної форми, наприклад, на фіг. 1 заглибина 4 виконана циліндричної форми, на фіг. З заглибина 4 виконана конічної форми, а на фіг. 5 заглибина 4 виконана як частина кулі радіуса Rk. Головку 5 болта 6 фіг. 2, 4, 6, 7 по формі виконують подібною до форми заглибини 4 у деталі 1. При цьому головку 5 болта 6 фіг.2,4,6,7 та заглибину 4 деталі 1 фіг. 1,3,5,7 під головку 5 болта 6 виконують з ексцентриситетом фіг. 1-7, відповідно, до осі болта б та осі крізного отвору 3 фіг. 1,3,5,7 болта 6 у деталі 1. Головку 5 болта 6 у заглибину 4 деталі 1 фіг. 1-7 встановлюють з мінімальним зазором фіг.7, а величину ексцентриситету є виконують більшою величини зазору між головкою 5 болта 6 та заглибиною 4 у деталі 1 фіг.7. Здійснення способу болтового з'єднання деталей відбувається завдяки тому, що у крізні отвори З деталей 1 та 2, що з'єднуються фіг. 7 встановлюють болт 6 з головкою 5 відповідної форми фіг. 2 (циліндрична), фіг. 4 (конічна), фіг. 6 (частина кулі). Завдяки тому, що головку 5 болта 6 та заглибину 4 у одній з деталей 1 під головку 5 болта 6 виконують за відповідною формою з ексцентриситетом фіг. 1 - 7 відносно до осі болта 6 фіг. 2, 4, 6 та осі крізного отвору 3 під болт 6 у деталі 1 фіг. 1,3,5, 7, головка 5 болта 6 встановлюється у заглибину 4 деталі 1, яка виконана з ексцентриситетом відносно своєї осі без можливості повороту болта 6 відносно деталі 1 і своєї осі. Таким чином наявність ексцентриситету фіг. 1-7, виключає можливість повороту болта 6 навколо своєї осі. Це дозволяє підвищити технологічність вказаного способу болтового з'єднання деталей та метизу для його здійснення на початковій стадії тобто, в цьому випадку, немає необхідності штампування при високій температурі відповідних підголовників у болтах та отворах (заглибин) під них у деталях, тобто усувається можливість появи небажаних деформацій деталей ( корпусних ) після їх охолодження. При цьому не завжди можуть бути можливим штампування відповідних заглибин у деталях, наприклад, корпусні деталі, тощо. За пропонованим способом болтового з'єднання деталей та метизу для його здійснення виготовлення заглибин 4 у деталях 1 здійснюється свердленням або їх розточуванням з відповідними параметрами D3, а потім вже виконанням отвору З у деталях 1 фіг. 1, 3, 5, 7 ексцентричне до осі заглибини 4,тобто з ексцентриситетом Таким чином, увесь наведений перелік робіт пов'язаний з здійсненням способу болтового з'єднання деталей, починаючиз виготовлення крізних отворів у деталях, що з'єднуються, посадочних гнізд відповідної форми у одній з деталей під головку болта, виготовлення головки болта і 5 6990 6 посадочних гнізд водній з деталей під головку чить виконання поставленої мети - розробку споболта з ексцентриситетом, відповідно, до осі болсобу болтового з'єднання деталей з високими техта та осі крізного отвору під болт у деталі забезпенологічними та експлуатаційними властивостями. D3 4 7 1 ds Фіг. 1 dr.B. Фіг. 4 7 4 X У ds Фіг. 5 dr.Б. Фіг. 2 Ds \ 4 1 .. 7 Фіг. З Фіг. 6 6990 Комп'ютерна верстка М. Клюкін Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for bolted connection of parts
Автори англійськоюNikitin Stanislav Petrovych, Bakum Mykola Vasyliovych, Nikitina Olena Stanislavivna
Назва патенту російськоюСпособ болтового соединения деталей
Автори російськоюНикитин Станислав Петрович, Бакум Николай Васильевич, Никитина Елена Станиславовна
МПК / Мітки
МПК: F16B 23/00, F16B 1/00
Мітки: деталей, з'єднання, спосіб, болтового
Код посилання
<a href="https://ua.patents.su/4-6990-sposib-boltovogo-zehdnannya-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб болтового з’єднання деталей</a>
Пристрій для вимірювання сили тертя спокою по дотичних поверхнях болтового зсувостійкого з’єднання з однією площиною тертя
Номер патенту: 40198
Опубліковано: 16.07.2001
Автор: Рабер Лев Матвійович
МПК: F16B 35/04, G01N 19/02
Мітки: площиною, однією, поверхнях, пристрій, вимірювання, болтового, з'єднання, спокою, дотичних, тертя, зсувостійкого, сили
Формула / Реферат:
1. Пристрій для вимірювання сили тертя спокою по дотичних поверхнях болтового зсувостійкого з'єднання з однією площиною тертя, що включає нерухому і зсувну деталі, сполучені з вузлами стиснення і зсуву, який відрізняється тим, що вузол стиснення виконаний у вигляді болтового з'єднання, забезпеченого кульовою опорою під головку і шайбою, твердість якої більше твердості деталі, що зсувається, а на її опорній поверхні, зв'язаній з гайкою,...
З’єднання двох деталей у стик
Номер патенту: 55826
Опубліковано: 15.04.2003
Автори: Ковалевський Іван Іванович, Чернигін Генадій Максимович, Дегтярьов Олександр Вікторович, Москаленко Володимир Георгійович, Мокін Олександр Васильович, Мокін Андрій Олександрович
МПК: F16B 35/04
Мітки: двох, стик, деталей, з'єднання
Формула / Реферат:
З'єднання двох деталей у стик, що містить болт, стержень котрого розташований у отворах деталей, шайбу, котра взаємодіє з головкою болта, і нарізну втулку, яке відрізняється тим, що шайба виконана з радіальним вирізом, наприклад U-подібної форми, а на стержні болта у зоні отвору у деталі, яка прилягає до головки болта, виконаний кільцевий конічний виступ, діаметр якого визначається із співвідношення:dσ ≤ dв ≤...
Спосіб з’єднання деталей
Номер патенту: 5466
Опубліковано: 15.03.2005
Автори: Іщенко Анатолій Олексійович, Голінка Сергій Миколайович
МПК: F16B 19/00
Мітки: з'єднання, деталей, спосіб
Формула / Реферат:
Спосіб з'єднання деталей з використанням болта та гайки, який відрізняється тим, що в з'єднуваних деталях виконують отвір, діаметр якого перевищує діаметр болта, що вставляється в отвір, після чого крізь отвори, виконані в тілі болта, подають металополімерний матеріал, заповнюючи при цьому зазор між циліндричною поверхнею болта та внутрішньою поверхнею отвору в деталі, який виходить крізь проточку, виконану в гайці.
Вузол осьової фіксації деталей

Номер патенту: 749
Опубліковано: 15.03.2001
Автори: Омеляненко Володимир Миколайович, Ситнік Анатолій Володимирович
Мітки: деталей, фіксації, осьової, вузол
Формула / Реферат:
1. Вузол осьової фіксації деталей, який містить в собі охоплювану деталь з кільцевою проточкою, d якій установлено знімну шайбу, який відрізняється тим, що шайба установлена з ексцентриситетом до охоплюваної деталі, має внутрішній діаметр, який більше або дорівнює зовнішньому діаметру охоплюваної деталі, і зафіксована від зміщення в поперечній площині.2. Вузол за п. 1, який відрізняється тим, що шайба зафіксована від зміщення в...
З’єднання деталей та спосіб його здійснення
Номер патенту: 62374
Опубліковано: 15.12.2003
Автори: Сігбатулін Олександр Томович, Оборський Іван Леонідович, Носік Віктор Сергійович, Кулюкін Сергій Васильович, Кантур В'ячеслав Григорович, Яковина Валерій Іванович
МПК: B23P 19/02, B23P 11/02
Мітки: деталей, здійснення, з'єднання, спосіб
Формула / Реферат:
1. З'єднання деталей, в якому дві деталі, що сполучаються торцями, мають сполучні елементи у вигляді заклепок та рельєф, яке відрізняється тим, що на торцях обох деталей виконаний рельєф з висотою 0,001<h<1,3 мм, а сполучні елементи заклепки виконані конусними.2. З'єднання деталей за п.1, яке відрізняється тим, що додатково містить прошарок в стику між деталями, що сполучаються.3. З'єднання деталей за пп. 1, 2, яке...
Попередній патент: Знаряддя для розпушування грунту
Наступний патент: Спосіб оптимального керування режимними параметрами процесів вуглезбагачення
Випадковий патент: Затвор шиберний