Спосіб безперервної розливки сталі
Номер патенту: 2165
Опубліковано: 26.12.1994
Автори: Панін Олексій Дмитрович, Зайцев Олександр Юрійович, Романенко Володимир Іванович, Ємельянов Володимир Володимирович, Трохимова Зоя Григоровна, Кологривова Лідія Миколаївна, Носоченко Олег Васильович, Плискановський Олександр Станіславович, Пєвцова Валентина Михайлівна, Шевченко Володимир Павлович, Луппов Євген Петрович, Кулік Ніколай Ніколаєвіч, Табунщиков Віталій Юрійович, Наконечний Анатолій Якович, Шупенко Ігор Владленович, Булянда Олександр Олексійович
Формула / Реферат
Способ непрерывной разливки стали, включающий подачу металла в кристаллизатор, вытягивание слитка с рабочей скоростью и изменение скорости вытягивания, отличающийся тем, что изменение скорости осуществляют через 0,17...0,22 общей продолжительности разливки от рабочего значения до значения, определяемого из соотношения
где Vв - скорость вытягивания слитка, м/мин;
(СИ),(Р) - содержание меди и фосфора в металле, мас. %;
"-0,002" и
"0,957" - эмпирические коэффициенты, учитывающие скорость вытягивания слитка и содержание меди и фосфора в стали, и поддерживают эту скорость до окончания разливки.
Текст
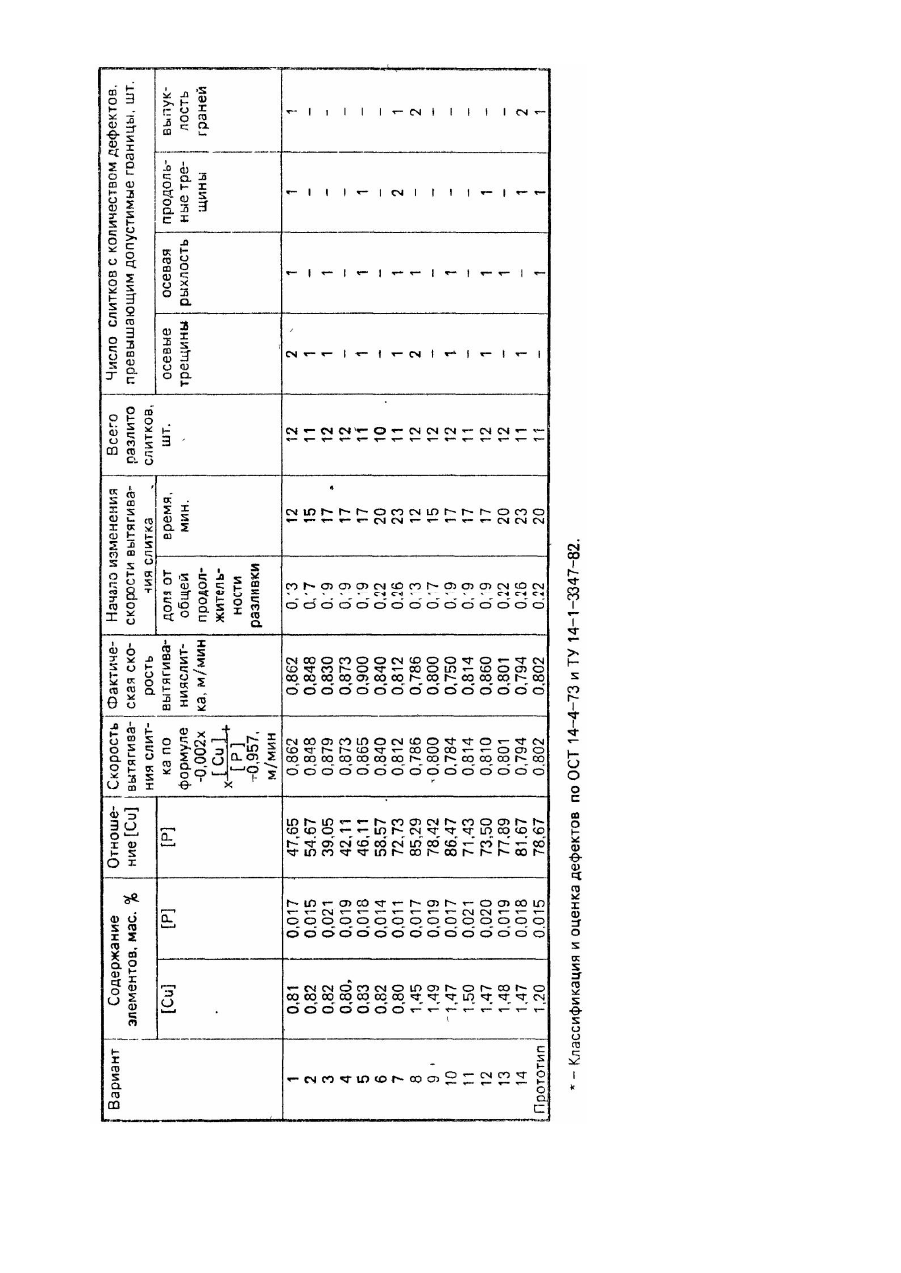
Изобретение относится к металлургии, конкретнее к непрерывной разливке стали с высоким содержанием меди. Известен способ непрерывной разливки заготовок прямоугольного сечения [1], включающий заливку металла в кристаллизатор, формирование слитка и его вытягивание с переменной скоростью, в котором начальную скорость вытягивания определяют из условия где То - первый замер температуры в промковше, К; M - отношение содержания марганца к сере; H - толщина заготовки, см; L - ширина заготовки, см; - комплекс технологических параметров, м .с-1К; S - амплитуда качания, м; f - частота качания, с-1; В - основность шлакообразующей смеси; G1 - расход воды на кристаллизатор, м 3.с-1; А - константа материала, м -2.К.с; G2 - удельный расход воды в зоне вторичного охлаждения, кг.кг-1.; h - уровень металла в кристаллизаторе, м и изменяют ее текущее значение Vi при изменении температуры металла по ходу плавки по условию: где Тi - текущее значение температуры металла. Недостатком данного способа является то, что не учитывает присутствие фосфора в стали и влияние высокою содержания меди на макроструктуру непрерывнолитого слитка. При повышении содержания меди до 0,8% и более корректировка скорости выгягивания слитка по соотношению содержании в металле марганца и серы не позволяет устранить такие дефекты, как осевая пористость и осевые трещины. Кроме того, медь и фосфор в значительной степени ответственны за возникновение наружных продольных трещин в слитках. Предложенный метод определения скорости вытягивания приводит к получению таких ее значений, при которых разливка стали с увеличенным содержанием меди (0,8-1,5%) сопровождаeтся появлением осевой пористости и осевых трещин в непрерывнолитых слитках. Наиболее близким к предлагаемому изобретению по технической сущности w-ляется способ непрерывной разливки стали [2], включающий заливку металла в кристаллизатор и вытягивание из него слито с периодически изменяемой скоростью, в котором увеличение скорости вытягивания осуществляют в течение 20-60 с до величины 1,2-1,6 рабочей скорости, а снижение ее до рабочей скорости осуществляют скачкообразно, после чего цикл повторяют. Основным недостатком данного способа является то, что при непрерывной разливке медьсодержащей стали (Сu - 0,80...1,5%) превышение значения скорости вьтягивания относительно рабочей скорости приводит к локальному повышению температуры отдельных участков заготовки в кристаллизаторе, на выходе из него и в зоне вторичного охлаждения. Это влечет за собой неравномерный теплоотвод в кристаллизаторе и развитие зон термических напряжений из-за неравномерного охлаждения различных участков непрерывнолитого слитка в зоне вторичного охлаждения. При этом увеличение скорости вытягивания сопровождается автоматическим повышением расхода воды на зону вторичного охлаждения и относительным переохлаждением участков слитка, а резкое снижение скорости вытягивания и удельного расхода воды на охлаждение поверхности слитка вызывает увеличение так называемой "выпуклости" слитков. К недостаткам данного способа следует также отнести невозможность обеспечения (вследствие циклического характера разливки) наилучши х условий охлаждения медьсодержащей стали в зоне вторичного охлаждения, а именно - изменение удельного расхода воды на охлаждение непрерывнолитого слитка вдоль зоны вторичного охлаждения по экспоненциальному закону. Это влечет за собой увеличение брака слитков по таким дефектам, как продольные и поперечные трещины и осевая рыхлость. В основу изобретения поставлена задача создания такого способа непрерывной разливки стали, в котором новые параметры технологических операций обеспечивают отсутствие осевой рыхлости, продольных трещин и выпуклости граней непрерывнолитого слитка и за счет этого позволяют повысить качество слитков из стали с содержанием меди 0,8...1,5%. Поставленная задача решается тем, что в способе непрерывной разливки стали, включающем подачу металла в кристаллизатор, вытягивание слитка с рабочей скоростью и изменение скорости вытягивания, согласно изобретению, изменение скорости осуществляют через 0,17...0,22 общей продолжительности разливки от рабочего значения до значения, определяемого из соотношения где Vв - скорость вытягивания слитка, м/мин; [Си], [Р]- содержание меди и фосфора в металле, мас. %; "-0,002" и "0,957" - эмпирические коэффициенты, учитывающие скорость вытягивания слитка и содержание меди и фосфора в стали, и поддерживают эту скорость до окончаний разливки. Вытягивание слитка при разливке стали с содержанием меди 0,8..,1,5% в первые 15-20 мин. (0,17...0,22 общей продолжительности разливки) ведут со скоростью, которая для данного класса сталей принята за рабочую. За это время длина слитка достигает 12...18 м и составляет 8...15% от общей длины непрерывнолитого слитка. Поверхность слитков на участке, соответствующем 8…15% общей длины, удовлетворяет требованиям по качеству к непрерывнолитым слиткам. При продолжении вытягивания слитка с рабочей скоростью в его структуре обнаруживаются продольные трещины и "ужимины". При этом в центральной части слитков заметно развивается осевая пористость и рыхлость. Это вызвано тем, что начальная скорость вытягивания, равная рабочей, не обеспечивает на протяжении всей разливки равномерность фронта затвердевания для сталей с содержанием меди от 0,8 до 1,5%, и это является одной из причин появления при последующем затвердевании слитка осевой пористости и рыхлости. Такой характер разливки медьсодержащей стали вызывает необходимость плавного изменения скорости вытягивания слитка по ходу разливки, Экспериментально установлено, что скорость вытягивания слитка необходимо изменять через 0,17...0,22 общей продолжительности от начала непрерывной разливки. При изменении скорости вытягивания менее чем через 0,17 от общей продолжительности разливки происходит увеличение осевых де фектов непрерывнолитого слитка, а при изменении скорости вытягивания слитка более чем через 0,22 от общей продолжительности разливки происходит рост брака непрерывного литья по поверхностным дефектам, вызываемым накоплением термических напряжений. Увеличение содержания меди в стали приводит к необходимости снижения начальной рабочей скорости вытягивания, а увеличение содержания фосфора в медьсодержащей стали вызывает необходимость увеличения скорости вытягивания слитка. При этом влияние меди на скорость вытягивания слитка существенно выше, чем влияние фосфора. Плавное изменение скорости вытягивания слитка необходимо для того, чтобы уменьшить отрицательное воздействие на качество слитка резких колебаний скорости и связанных с ними резких изменений условий охлаждения слитка. Изменение скорости целесообразно проводить в течение 60...100 с. Это время позволит при сохранении экспоненциального характера подачи воды в зону вторичного охлаждения исключить перегрев отдельного участка слитка или эффект "термического удара". Дальнейшую разливку вплоть до ее окончания ведут при постоянной скорости. Способ осуществляется следующим образом. Из конвертера емкостью 350 т выпускают в ковш металл и после продувки металла аргоном на установке доводки стали в ковше разливают на двухручьевой МНЛЗ криволинейного типа на заготовки сечением 250 х 1550 мм. Температура металла в промежуточном ковше составляет 1535-1540°С. Расход воды на кристаллизатор 330 м 3/ч, распределение воды в зоне вторичного охлаждения осуществляется по экспоненциальному закону. Величина отношения меди к фосфору составляла от 39,05 до 86,47 для различных плавок. Химический состав стали при разливке отдельных плавок колебался в следующи х пределах, %; углерод 0,06-0,12, кремний 0,150,40, марганец 0,7-1,2, медь 0,8-1,5, никель 1,15-1,55, ванадий 0,05-0,12, алюминий 0,02-0,06, барий 0,001-0,05, хром 0,1-0,4, сера 0,009-0,020, фосфор 0,011-0,021. Результаты непрерывной разливки приведены в таблице. Вытягивание слитка начинают при скорости 0,9 м/мин., которая является рабочей скоростью вытягивания для стали данного состава и температуры. Через 12, 15, 17, 20, и 23 мин, после начала разливки скорость вытягивания плавно снижают до величины абсолютные значения которой указаны в таблице. Кроме того, скорость вытягивания варьировали до величин, больших и меньших, чем величина, соответствующая соотношению содержаний меди и фосфора в составе данной плавки (варианты 3, 5, 10, 12). Разливка по предлагаемому способу обеспечивает получение требуемого качества непрерывнолитых слитков (варианты 2, 4, 6,9,11,13) при соблюдении всех заявляемых признаков. При выходе за заявленные параметры (варианты 1, 3, 5, 7, 8, 10, 12, 14) существенно увеличивается число забракованных слитков из-за возникновения термических напряжений, развития внутренних дефектов и трещинообразования. При разливке стали по способу-прототипу получены удовлетворительные показатели макроструктуры слитков только по осевым трещинам. Способ не обеспечил отсутствие таких дефектов как осевая рыхлость, продольные трещины и выпуклость.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of continuous teeming of steel
Автори англійськоюNakonechnyi Anatolii Yakovych, Kolohryvova Lidia Mykolaivna, Shevchenko Volodymyr Pavlovych, Yemelianov Volodymyr Volodymyrovych, Nosochenko Oleh Vasyliovych, Bulianda Oleksandr Oleksiiovych, Romanenko Volodymyr Ivanovych, Plyskanovskyi Oleksandr Stanyslavovych, Zaitsev Oleksandr Yuriiovych, Luppov Yevhen Petrovych, Tabunschykov Vitalii Yuriiovych, Panin Oleksii Dmytrovych, Shupenko Ihor Vladlenovych, Kulik Nikolai Nikolaievich, Pevtsova Valentyna Mykhailivna, Trokhymova Zoia Hryhorovna
Назва патенту російськоюСпособ непрерывной разливки стали
Автори російськоюНаконечный Анатолий Яковлевич, Кологривова Лидия Николаевна, Шевченко Владимир Павлович, Емельянов Владимир Владимирович, Носоченко Олег Васильевич, Булянда Александр Алексеевич, Романенко Владимир Иванович, Плискановский Александр Станиславович, Зайцев Александр Юрьевич, Луппов Евгений Петрович, Табунщиков Виталий Юрьевич, Панин Алексей Дмитриевич, Шупенко Игорь Владленович, Кулик Николай Николаевич, Певцова Валентина Михайловна, Трохимова Зоя Григорьевна
МПК / Мітки
МПК: B22D 11/14, B22D 11/00, B22D 11/04, B22D 11/16
Мітки: спосіб, сталі, безперервної, розливки
Код посилання
<a href="https://ua.patents.su/3-2165-sposib-bezperervno-rozlivki-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервної розливки сталі</a>
Спосіб безперервної розливки сталі
Номер патенту: 1440
Опубліковано: 25.03.1994
Автор: Дюдкін Дмитро Олександрович
МПК: B22D 11/00
Мітки: безперервної, сталі, розливки, спосіб
Формула / Реферат:
Способ непрерывной разливки стали, включающий подачу металла в кристаллизатор и охлаждение поверхности слитка с увеличением интенсивности в конце зоны охлаждения, отличающийся тем, что, с целью повышения качества стальных слитков, охлаждение поверхности слитка осуществляют на участке 1,14—1,25 глубины жидкой фазы, а интенсивность охлаждения увеличивают на участке 0,20—0,35 глубины жидкой фазы ступенчато до величины, равной 0,6—1,0...
Спосіб швидкісної розливки сталі
Номер патенту: 1385
Опубліковано: 25.03.1994
Автори: Димченко Євген Миколайович, Голіков Сєргєй Кузьміч, Авер'янов Олексій Венедиктович, Літвінов Леонід Федорович, Усік Володимир Пилипович, Оробцєв Юрій Вікторович, Голубєв Алєксандр Александровіч, Арцев Юрій Дмитрович, Батов Ігорь Вячеславовіч, Клєпіков Сєргєй Анатольєвіч, Єрмоленко Ганна Володимирівна, Борисов Юрій Миколайович
МПК: B22D 7/00
Мітки: розливки, спосіб, швидкісної, сталі
Формула / Реферат:
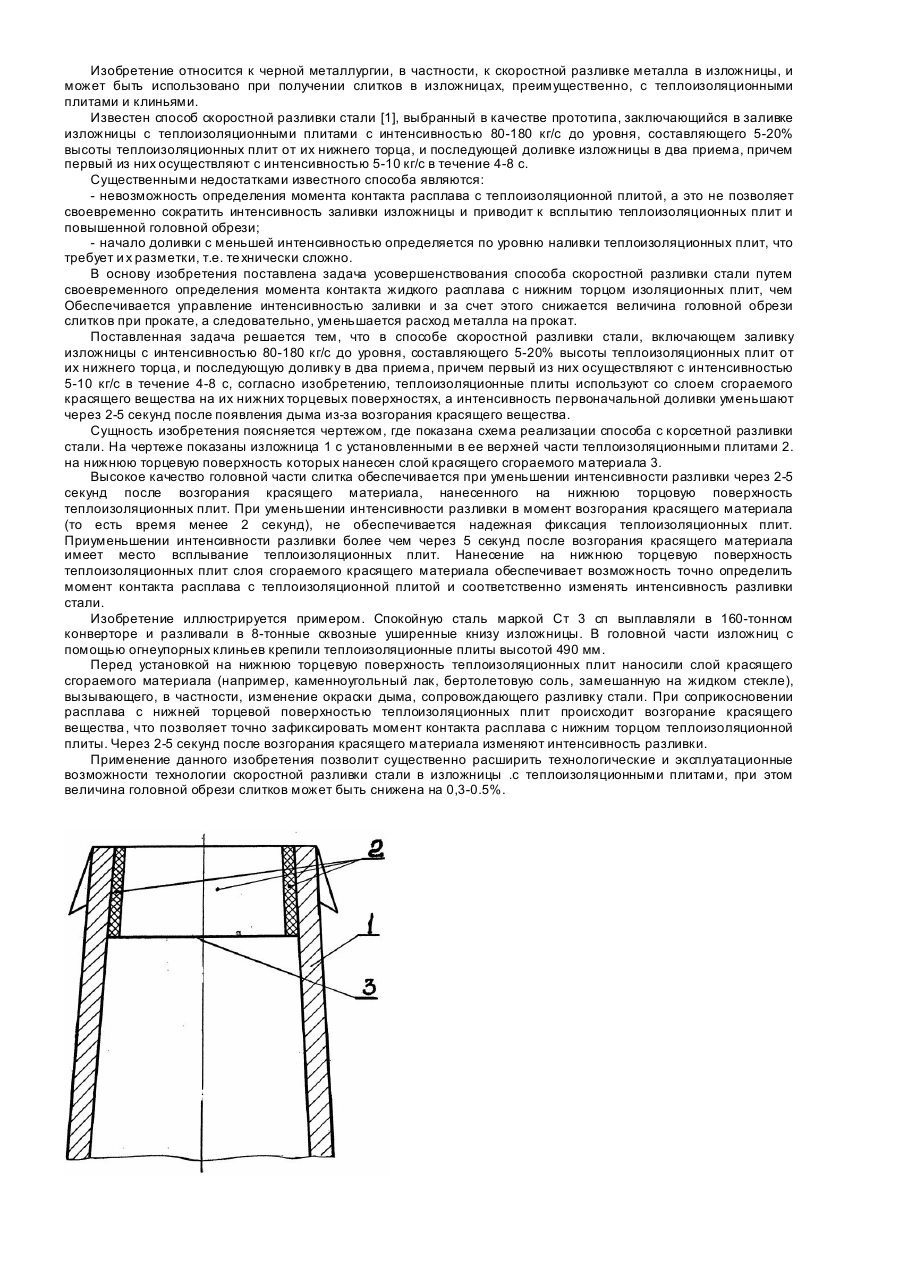
Способ скоростной разливки стали сверху. преимущественно в изложницы с теплоизоляционными плитами, включающий заливку изложницы с интенсивностью 80-180 кг/с до уровня, составляющего 5-20% высоты теплоизоляционных плит от их нижнего торца, а последующую доливку в два приема, причем, первый из них осуществляют с интенсивностью 5-10 кг/с в течение 4-8 с, отличающийся тем, что теплоизоляционные плиты используют со слоем сгораемого красящего...
Пристрій для сифонної розливки сталі
Номер патенту: 1954
Опубліковано: 20.12.1994
Автор: Муровцев Віктор Петрович
МПК: B22D 7/00
Мітки: пристрій, розливки, сифонної, сталі
Формула / Реферат:
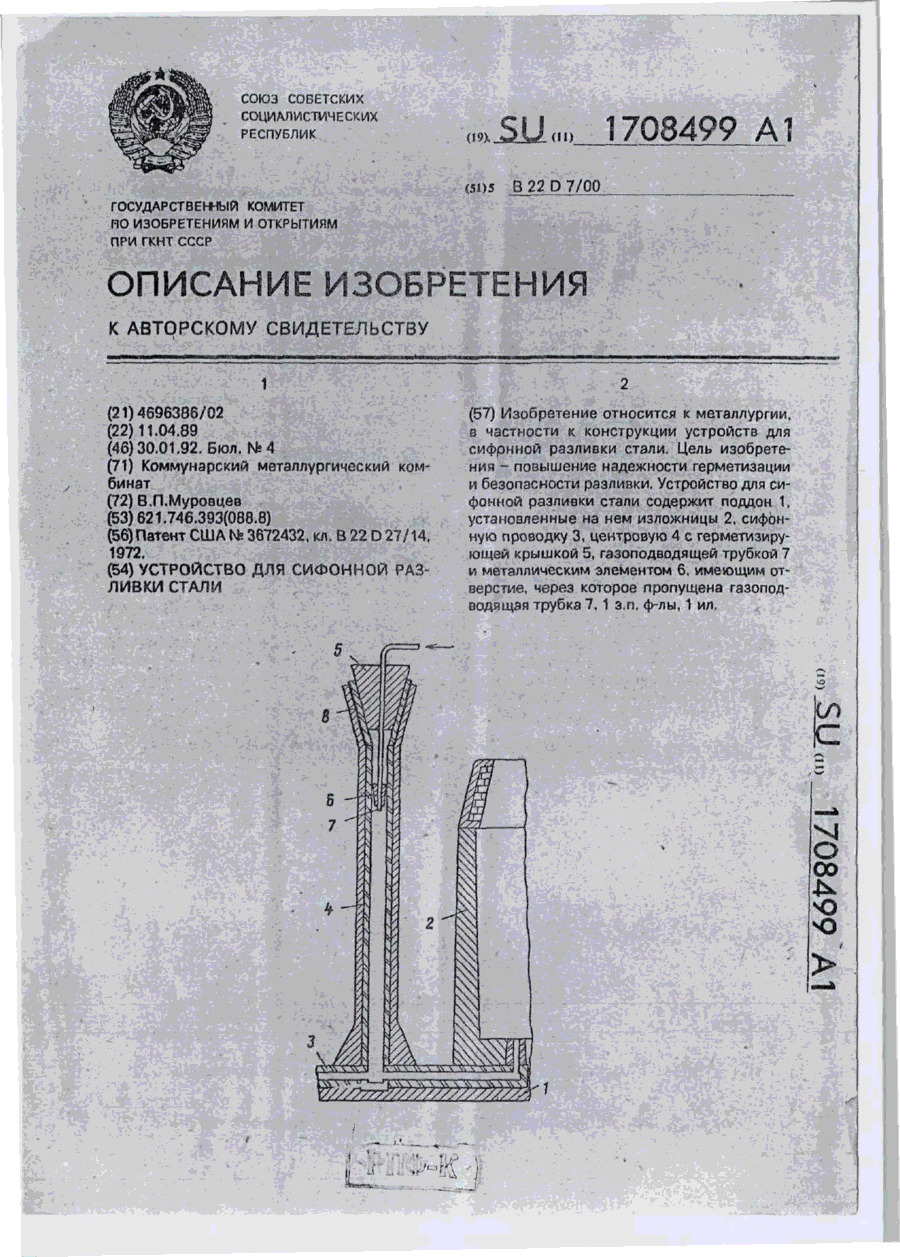
1. Устройство для сифонной разливки стали, содержащее поддон с сифонной проводкой, изложницы, центровую с герметизирующей крышкой, соединенную газоподводящей трубкой с системой подачи газа, отличающееся тем, что, с целью повышения надежности герметизации и безопасности процесса разливки, оно снабжено холодильником, а газоподводящая трубка введена через крышку в полость центровой, причем холодильник закреплен на конце этой трубки. 2....
Спосіб швидкісної розливки сталі

Номер патенту: 1053
Опубліковано: 30.12.1993
Автори: Літвінов Леонід Федорович, Голубєв Олександр Олександрович, Усік Володимир Пилипович, Клепіков Сергій Анатолійович, Димченко Євген Миколайович, Дагаєв Михайло Григорович, Єрмоленко Ганна Володимирівна, Голіков Сергій Кузьмич, Борисов Юрій Миколайович, Оробцєв Юрій Вікторович
МПК: B22D 7/00
Мітки: сталі, спосіб, розливки, швидкісної
Формула / Реферат:
Способ скоростной разливки стали сверху преимущественно в изложницы с теплоизоляционными плитами, включающий заливку изложницы с интенсивностью 80-180 кг/с до уровня, составляющего 5-20% высоты теплоизоляционных плит от их нижнего торца, и последующую доливку, отличающийся тем, что, с целью ускорения наполнения изложницы и уменьшения зарастания отверстия сталеразливочного стакана, доливку проводят в два приема, причем первый из них...
Спосіб розливу сталі

Номер патенту: 130
Опубліковано: 30.04.1993
Автори: Трілевська Людмила Микитівна, Грєбєнюков Анатолій Васильович, Явойський Володимир Іванович, Воронов Юрій Федосович, Ігнатьєв Вадим Петрович, Сарамутін Валерій Іванович, Фролов Володимир Миколайович
МПК: B22D 7/00
Формула / Реферат:
Формула изобретенияСпособ разливки стали, включающий заполнение изложницы металлом сверху и регулирование скорости разливки с учетом содержания кремния в стали, отличающийся тем, что, с целью обеспечения высокого качества слитка за счет повышения скорости разливки полуспокойной стали до максимально допустимой для данного химического состава стали, скорость разливки регулируют в зависимости от величины произведения – процентное...
Попередній патент: Лазер
Наступний патент: Спосіб виготовлення стереопари
Випадковий патент: Спосіб формування колоноподібної крони абрикоса