Спосіб безперервної розливки сталі
Формула / Реферат
Способ непрерывной разливки стали, включающий подачу металла в кристаллизатор и охлаждение поверхности слитка с увеличением интенсивности в конце зоны охлаждения, отличающийся тем, что, с целью повышения качества стальных слитков, охлаждение поверхности слитка осуществляют на участке 1,14—1,25 глубины жидкой фазы, а интенсивность охлаждения увеличивают на участке 0,20—0,35 глубины жидкой фазы ступенчато до величины, равной 0,6—1,0 интенсивности охлаждения в начале зоны.
Текст
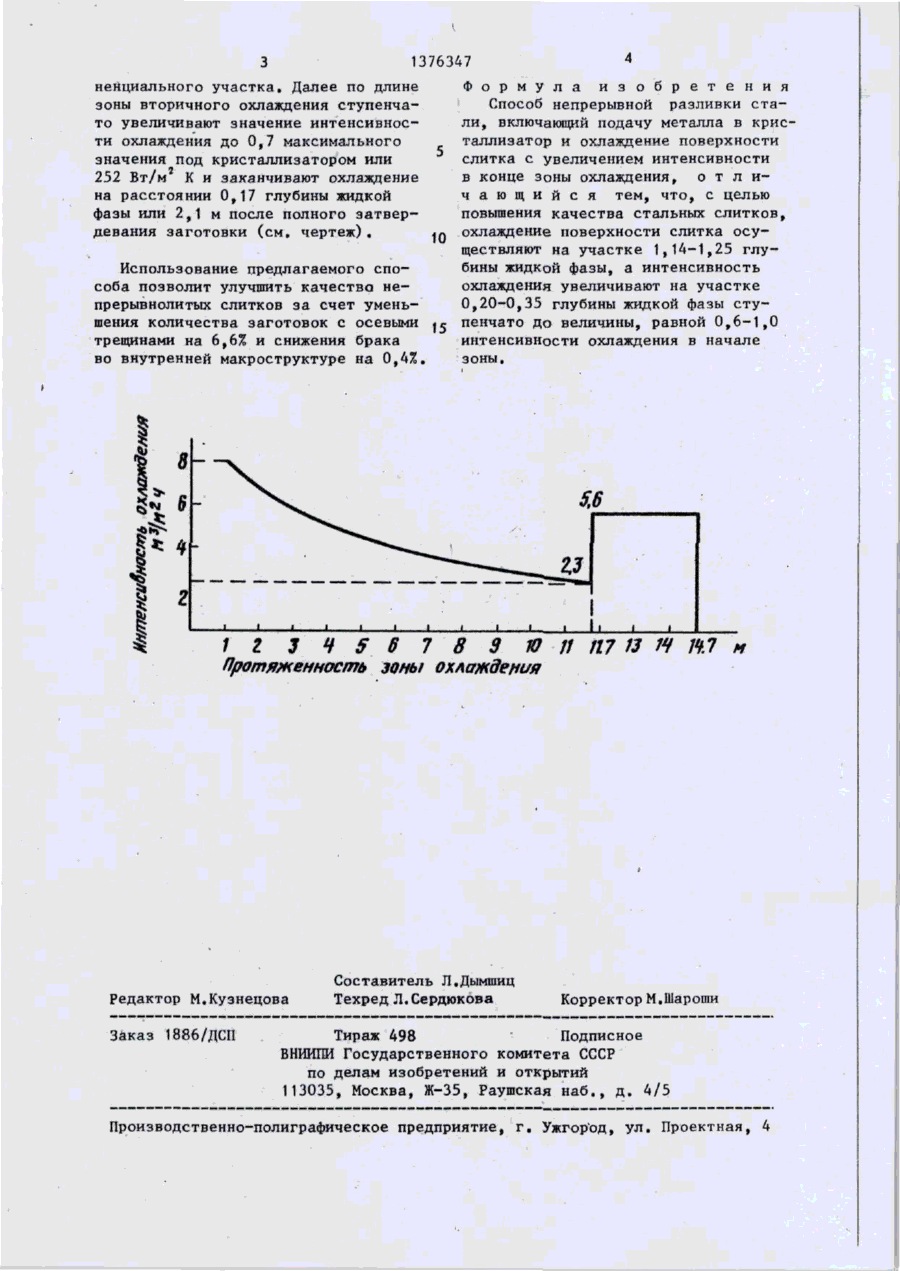
ЛЛЯ СЛУЖЕБНОГО ПОЛЬЗОВАНИЯ ЭКЗ СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИН 1376347 А1 (51) 4 В 22 D 11/00 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 4019266/23-02 (22) 09.12.85 (71) Донецкий научно-исследовательский институт черной металлургии (72) Д.А. Дюдкин (53) 621.746.047(088.8) (56) Авторское свидетельство GCGP № 996072, кл. В 22 D 11/00, 1981. ( 5 4 ) СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ (54) Изобретение относится к металлургии, в частности к непрерывному литью стали. Цель изобретения - по 7-88 вышение качества стальных слитков. Сущность способа состоит в том, что в зоне вторичного охлаждения слиток охлаждают по экспоненциальному закону на участке, равном 1,14-1,25 глубины жидкой фазы, а в конце зоны на участке 0,20-0,35 глубины жидкой фазы интенсивность охлаждения увеличивают ступенчато до 0,6-1,0 интенсивности охлаждения в начале зоны вторичного охлаждения, что обеспечивает синхронное снижение температуры поверхности и осевой части слитк.а. 1 ил. 1 1376347 Изобретение относится к металлур0,14-0,25 глубины жидкой фазы после гии, в частности к непрерывной разполного затвердевания,что обусловлено ливке стали. необходимостью упрочнения оболочки Цель изобретения - повышение казаготовки в области полного затверчества стальных слитков. девания и соединения температурного Исследование свойств различных градиента для обеспечения снижения металлов и сплавов показало наличие температуры осевой части в заданном при высоких температурах интервала режиме. (для стали 1350-1500°С), в котором Способ непрерывной разливки металЮ механические свойства крайне низки. лов осуществляют следующим образом. Это высокотемпературный интервал П р и м е р 1. В процессе непрехрупкости. Поэтому и после окончания рывной! разливки в кристаллизатор сезатвердевания непрерывного слитка чением 220*1750 мм и длиной 1200 мм до тех пор, пока температура его 15 подают сталь марки 17Г1СУ и вытягиосевой части не упадет до 1300-1350 С вают из него слиток со скоростью остается опасность образования внут0,8 м/мин. Время полного затвердеваренних трещин. Интенсивное охлаждения слитка составляет 17 мин. ние заготовки после полного затверВ зоне вторичного охлаждения слидевания в этот период обеспечивает ток поддерживают и направляют при 20 синхронное снижение температуры попомощи роликов. Поверхность слитка верхности и осевой части слитка, охлаждают водой, разбрызгиваемой форчто способствует уменьшению термисунками, сгруппированными по 12 участческих напряжений и получению металкам по длине зоны вторичного охлажла оптимального качества. Удлинение 25 дения, равной 16,3 м при глубине зоны вторичного охлаждения до 1,14жидкой лунки 13,6 м. На каждом участ1,25 глубины жидкой фазы и увеличеке длиной по 1,35 м устанавливают ние интенсивности охлаждения ступенфорсунки различной производительчато до 0,6-1,0 максимальной интенности. При скорости вытягивания сивности в начале зоны вторичного 0,8 м/мин в зоне вторичного охлажде30 охлаждения на участке, равном 0,20ния устанавливают интенсивность ох0,35 глубины жидкой фазы, взаимосвялаждения , изменяющуюся по экспонензаны, обусловлены законами теплоотциальному закону от максимального дачи и направлены на обеспечение в значения 406 Вт/м 2 К под кристалликонце удлиненной зоны вторичного охзатором до 232 Вт/м 2 К на расстоянии, лаждения температуры металла в осе35 12,6 м от мениска металла в кристалвой части* равной 1300-1350 С. лизаторе в конце экспоненциального участка. Далее по длине зоны вторичДиапазон увеличения интенсивности ного охлаждения увеличивают интенохлаждения в конце зоны охлаждения сивность охлаждения до 0,85 максимальдо 0,6-1,0 максимальной интенсивности в начале зоны вторичного охлажде- 40 ного значения под кристаллизатором или 345 Вт/м 2 К и заканчивают охлаждения под кристаллизатором обусловлен ние на расстоянии 2,7 м после полноусловиями теплоотвода и его устанавго затвердевания заготовки. ливают в прямой пропорциональной зависимости от толщины отливаемого П р и м е р 2. При отливке слитслитка для обеспечения параллельного 45 ка сечением 150*1500 мм его вытягиснижения температуры поверхности вают со скоростью 1,8 м/мин. Время и осевой части с достижением на выполного затвердевания слитка составходе из зоны охлаждения температуры ляет 7,0 мин, а длина жидкой фазы центра 1300-1350°С. Ширина участка 0,20-0,35 глубины 50 12,6 м. В зоне вторичного охлаждения,( составляющей 1,17 глубины жидкой жидкой фазы, на котором устанавливафазы или 14,7 м, устанавливают инют повышенную интенсивность охлаждетенсивность охлаждения, изменяющуюся ния, определена условиями эатвердевапо экспоненциальному закону от макния и теплоотвода от слитка. При этом повышенную интенсивность охлаж- 55 симального значения 360 Вт/м 2 К под кристаллизатором до 200 Вт/м К на дения устанавливают за 0,06-0,10 расстоянии 11,7 м от мениска металглубины жидкой фазы до окончания жидла в кристаллизаторе в конце экспокой фазы и сохраняют на расстоянии 1376347 Ф о р м у л а и з о б р е т е н и я Способ непрерывной разливки стали, включающий подачу металла в кристаллизатор и охлаждение поверхности слитка с увеличением интенсивности в конце зоны охлаждения, отлич а ю щ и й с я тем, что, с целью повышения качества стальных слитков, охлаждение поверхности слитка осу10 ществляют на участке 1,14-1,25 глубины жидкой фазы, а интенсивность Использование предлагаемого споохлаждения увеличивают на участке соба позволит улучшить качества не0,20-0,35 глубины жидкой фазы ступрерывнолитых слитков за счет уменьшения количества заготовок с осевыми (5 пенчато до величины, равной 0,6-1,0 интенсивности охлаждения в начале трещинами на 6,6% и снижения брака зоны. во внутренней макроструктуре на 0,4%. ненциального участка. Далее по длине зоны вторичного охлаждения ступенчато увеличивают значение интенсивности охлаждения до 0,7 максимального значения под кристаллизатором или 252 Вт/м К и заканчивают охлаждение на расстоянии 0,17 глубины жидкой фазы или 2,1 м после полного затвердевания заготовки (см. чертеж). 1 I J 4 5 6 7 8 3 Ю 11 П7 13 14 ПЛ м Протяженность зоны охлаждения Редактор М.Кузнецова Заказ 1886/ДСП Составитель Л.Дымшиц Техред Л.Сердюкова Корректор М.Шароши Тираж 498 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of continuous teeming of steel
Автори англійськоюDiudkin Dmytro Oleksandrovych
Назва патенту російськоюСпособ непрерывной разливки стали
Автори російськоюДюдкин Дмитрий Александрович
МПК / Мітки
МПК: B22D 11/00
Мітки: розливки, спосіб, сталі, безперервної
Код посилання
<a href="https://ua.patents.su/4-1440-sposib-bezperervno-rozlivki-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервної розливки сталі</a>
Спосіб швидкісної розливки сталі

Номер патенту: 1053
Опубліковано: 30.12.1993
Автори: Голубєв Олександр Олександрович, Літвінов Леонід Федорович, Усік Володимир Пилипович, Голіков Сергій Кузьмич, Борисов Юрій Миколайович, Димченко Євген Миколайович, Єрмоленко Ганна Володимирівна, Оробцєв Юрій Вікторович, Клепіков Сергій Анатолійович, Дагаєв Михайло Григорович
МПК: B22D 7/00
Мітки: сталі, спосіб, швидкісної, розливки
Формула / Реферат:
Способ скоростной разливки стали сверху преимущественно в изложницы с теплоизоляционными плитами, включающий заливку изложницы с интенсивностью 80-180 кг/с до уровня, составляющего 5-20% высоты теплоизоляционных плит от их нижнего торца, и последующую доливку, отличающийся тем, что, с целью ускорения наполнения изложницы и уменьшения зарастания отверстия сталеразливочного стакана, доливку проводят в два приема, причем первый из них...
Поддон для сифонної розливки сталі

Номер патенту: 1420
Опубліковано: 25.03.1994
Автори: Дворядкін Борис Олександрович, Снєсарь Микола Ілліч, Кущенко Олександр Іванович, Котляр Володимир Лазарєвич, Петін Леонід Григорович, Локтіонов Петро Якович, Гордієнко Михайло Силович, Марков Юрій Ілліч, Харченко Борис Васильович, Головко Раїса Федорівна, Нєстєров Дмитро Кузьмич
МПК: B22D 7/06
Мітки: сталі, поддон, розливки, сифонної
Формула / Реферат:
Поддон для сифонной разливки стали, содержащий металлическую плиту с гнездом и каналами и размещенные в них сифонную проводку и металлический элемент, отделенный от сифонной проводки слоем песка, отличающийся тем, что, с целью снижения трудоемкости сборки, металлический элемент выполнен с конфигурацией, повторяющей контур гнезда и каналов сифонной проводки, а торцевая поверхность металлического элемента совпадает с верхней поверхностью...
Спосіб розливу сталі

Номер патенту: 130
Опубліковано: 30.04.1993
Автори: Ігнатьєв Вадим Петрович, Фролов Володимир Миколайович, Воронов Юрій Федосович, Грєбєнюков Анатолій Васильович, Сарамутін Валерій Іванович, Явойський Володимир Іванович, Трілевська Людмила Микитівна
МПК: B22D 7/00
Формула / Реферат:
Формула изобретенияСпособ разливки стали, включающий заполнение изложницы металлом сверху и регулирование скорости разливки с учетом содержания кремния в стали, отличающийся тем, что, с целью обеспечения высокого качества слитка за счет повышения скорости разливки полуспокойной стали до максимально допустимой для данного химического состава стали, скорость разливки регулируют в зависимости от величины произведения – процентное...
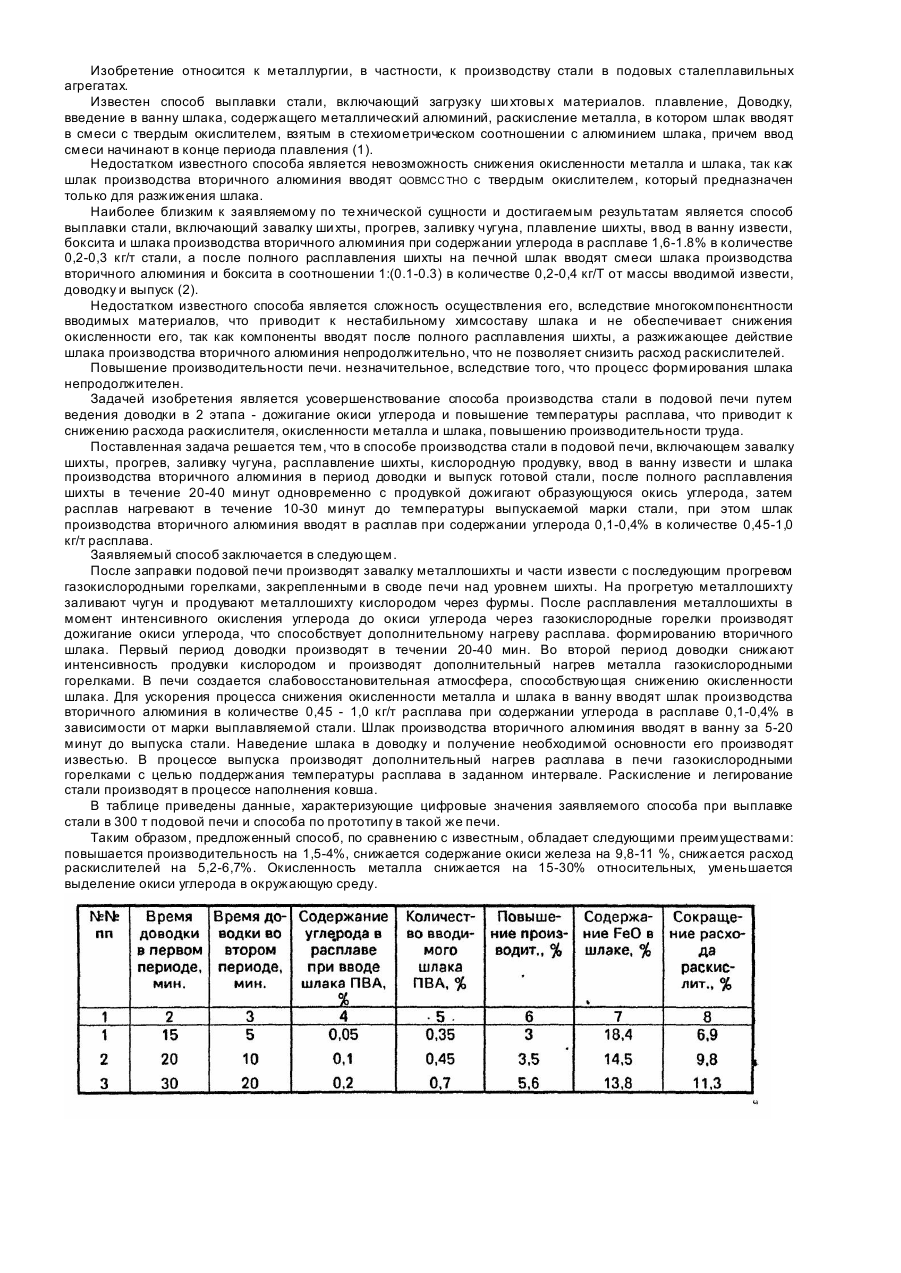
Спосіб виробництва сталі в подовій печі
Номер патенту: 293
Опубліковано: 30.04.1993
Автори: Кущенко Олександр Іванович, Гребенюков Анатолій Васильович, Дворядкін Борис Олександрович, Бросєв Олександр Олександрович, Бондаренко Микола Андрійович
МПК: C21C 5/04
Мітки: печі, виробництва, спосіб, сталі, подовий
Формула / Реферат:
Способ производства стали в подовой печи, включающий завалку шихты, прогрев, заливку чугуна, расплавление шихты, кислородную продувку, ввод в ванну извести и шлака производства вторичного алюминия в период доводки и выпуск готовой стали, отличающийся тем. что после полного расплавления шихты в течение 20-40 мин, одновременно с продувкой дожигают образующуюся окись углерода, затем расплав нагревают в течении 10-30 минут до температуры...
Спосіб одержання стальних заготовок
Номер патенту: 932
Опубліковано: 15.12.1993
Автори: Нефьодов Анатолій Олександрович, Лужецкая Ірина Анатоліївна, Фролов Артур Володимирович, Фролов Володимир Миколайович
МПК: B22D 7/00
Мітки: одержання, спосіб, стальних, заготовок
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я Способ получения стальных заготовок, включающий разливку жидкой стали в изложницы, продувку снизу газами металла в изложнице, кристаллизацию слитка и последующую прокатку, о т л и ч а ю щ и й с я тем, что, с целью улучшения макроструктуры слитка и повышения пластичности стали при прокатке, разливку ведут со скоростью 80... 180 кг/с, продувку газами производят с интенсивностью 0,03...0,05 м/с с...
Попередній патент: Cпосіб одержування амонійної солі 4,6-дінітро-окрезолу
Наступний патент: Транспортний рефрижератор
Випадковий патент: Підзарядний пристрій для мобільного телефону