Спосіб розбирання вогнетривкої футерівки посудини для розміщення металу
Номер патенту: 22722
Опубліковано: 07.04.1998
Автори: Соколовський Борис Цудікович, Скакун Михайло Дмитрович, Пищіда Валерій Іванович
Формула / Реферат
Способ разборки огнеупорной футеровки сосуда для размещения металла, преимущественно жидкого чугуна, включающий воздействие на нее рабочего инструмента ударного действия вдоль продольной оси сосуда и поперек футеровочных колец с образованием пазов, отличающийся тем, что после остановки сосуда на замену изношенной футеровки, производят ее омывание в течение 5-10 минут жидким металлом, например чугуном, массой 0,02 части рабочего объема сосуда с последующим снятием его днища, ударных воздействий рабочего инструмента, вводимого через горловину сосуда, на футеровку перпендикулярно на-, правлению ее колец с образованием пазов шириной 300-400 мм последовательно с двух сторон цапф вдоль образующей сосуда, с последующим поворотом его корпуса вокруг оси цапф со скоростью 0,1-1,1 оборотов в минуту, с периодической установкой корпуса и высыпанием кусков футеровки в емкость, размещенную под сосудом.
Текст
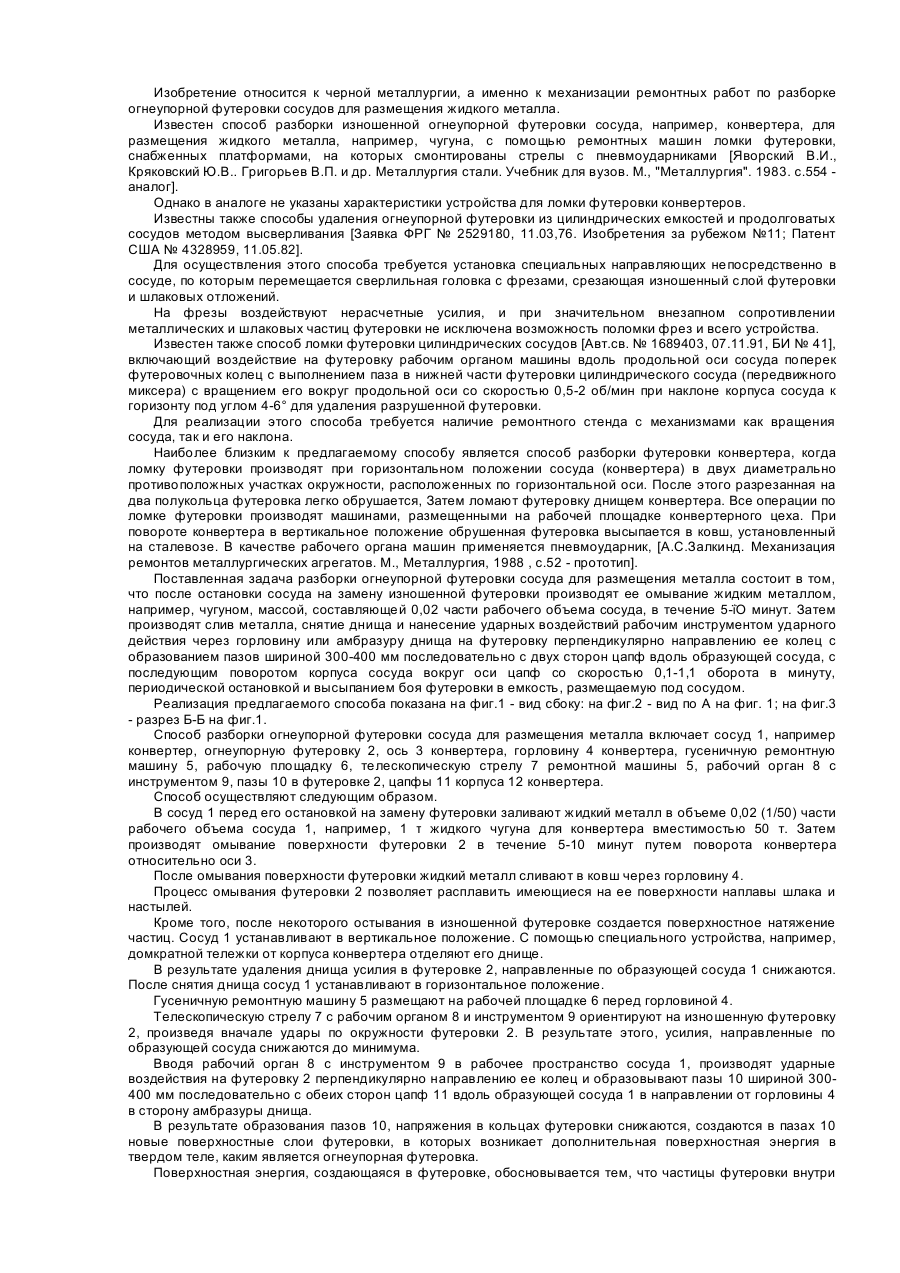
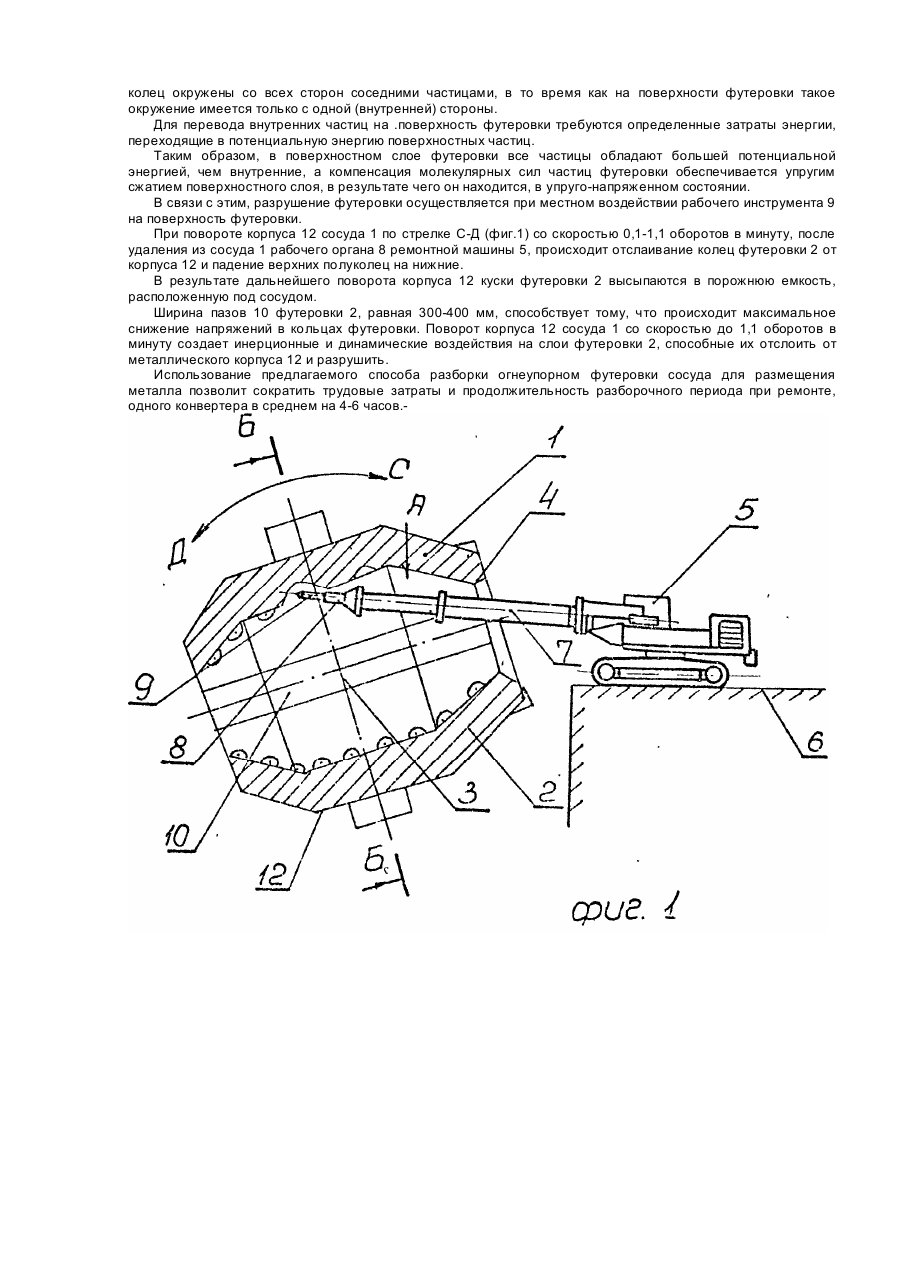
Изобретение относится к черной металлургии, а именно к механизации ремонтных работ по разборке огнеупорной футеровки сосудов для размещения жидкого металла. Известен способ разборки изношенной огнеупорной футеровки сосуда, например, конвертера, для размещения жидкого металла, например, чугуна, с помощью ремонтных машин ломки футеровки, снабженных платформами, на которых смонтированы стрелы с пневмоударниками [Яворский В.И., Кряковский Ю.В.. Григорьев В.П. и др. Металлургия стали. Учебник для вузов. М., "Металлургия". 1983. с.554 аналог]. Однако в аналоге не указаны характеристики устройства для ломки футеровки конвертеров. Известны также способы удаления огнеупорной футеровки из цилиндрических емкостей и продолговатых сосудов методом высверливания [Заявка ФРГ № 2529180, 11.03,76. Изобретения за рубежом №11; Патент США № 4328959, 11.05.82]. Для осуществления этого способа требуется установка специальных направляющих непосредственно в сосуде, по которым перемещается сверлильная головка с фрезами, срезающая изношенный слой футеровки и шлаковых отложений. На фрезы воздействуют нерасчетные усилия, и при значительном внезапном сопротивлении металлических и шлаковых частиц футеровки не исключена возможность поломки фрез и всего устройства. Известен также способ ломки футеровки цилиндрических сосудов [Авт.св. № 1689403, 07.11.91, БИ № 41], включающий воздействие на футеровку рабочим органом машины вдоль продольной оси сосуда поперек футеровочных колец с выполнением паза в нижней части футеровки цилиндрического сосуда (передвижного миксера) с вращением его вокруг продольной оси со скоростью 0,5-2 об/мин при наклоне корпуса сосуда к горизонту под углом 4-6° для удаления разрушенной футеровки. Для реализации этого способа требуется наличие ремонтного стенда с механизмами как вращения сосуда, так и его наклона. Наиболее близким к предлагаемому способу является способ разборки футеровки конвертера, когда ломку футеровки производят при горизонтальном положении сосуда (конвертера) в двух диаметрально противоположных участках окружности, расположенных по горизонтальной оси. После этого разрезанная на два полукольца футеровка легко обрушается, Затем ломают футеровку днищем конвертера. Все операции по ломке футеровки производят машинами, размещенными на рабочей площадке конвертерного цеха. При повороте конвертера в вертикальное положение обрушенная футеровка высыпается в ковш, установленный на сталевозе. В качестве рабочего органа машин применяется пневмоударник, [А.С.Залкинд. Механизация ремонтов металлургических агрегатов. М., Металлургия, 1988 , с.52 - прототип]. Поставленная задача разборки огнеупорной футеровки сосуда для размещения металла состоит в том, что после остановки сосуда на замену изношенной футеровки производят ее омывание жидким металлом, например, чугуном, массой, составляющей 0,02 части рабочего объема сосуда, в течение 5-ΐΟ минут. Затем производят слив металла, снятие днища и нанесение ударных воздействий рабочим инструментом ударного действия через горловину или амбразуру днища на футеровку перпендикулярно направлению ее колец с образованием пазов шириной 300-400 мм последовательно с двух сторон цапф вдоль образующей сосуда, с последующим поворотом корпуса сосуда вокруг оси цапф со скоростью 0,1-1,1 оборота в минуту, периодической остановкой и высыпанием боя футеровки в емкость, размещаемую под сосудом. Реализация предлагаемого способа показана на фиг.1 - вид сбоку: на фиг.2 - вид по А на фиг. 1; на фиг.3 - разрез Б-Б на фиг.1. Способ разборки огнеупорной футеровки сосуда для размещения металла включает сосуд 1, например конвертер, огнеупорную футеровку 2, ось 3 конвертера, горловину 4 конвертера, гусеничную ремонтную машину 5, рабочую площадку 6, телескопическую стрелу 7 ремонтной машины 5, рабочий орган 8 с инструментом 9, пазы 10 в футеровке 2, цапфы 11 корпуса 12 конвертера. Способ осуществляют следующим образом. В сосуд 1 перед его остановкой на замену футеровки заливают жидкий металл в объеме 0,02 (1/50) части рабочего объема сосуда 1, например, 1 τ жидкого чугуна для конвертера вместимостью 50 т. Затем производят омывание поверхности футеровки 2 в течение 5-10 минут путем поворота конвертера относительно оси 3. После омывания поверхности футеровки жидкий металл сливают в ковш через горловину 4. Процесс омывания футеровки 2 позволяет расплавить имеющиеся на ее поверхности наплавы шлака и настылей. Кроме того, после некоторого остывания в изношенной футеровке создается поверхностное натяжение частиц. Сосуд 1 устанавливают в вертикальное положение. С помощью специального устройства, например, домкратной тележки от корпуса конвертера отделяют его днище. В результате удаления днища усилия в футеровке 2, направленные по образующей сосуда 1 снижаются. После снятия днища сосуд 1 устанавливают в горизонтальное положение. Гусеничную ремонтную машину 5 размещают на рабочей площадке 6 перед горловиной 4. Телескопическую стрелу 7 с рабочим органом 8 и инструментом 9 ориентируют на изношенную футеровку 2, произведя вначале удары по окружности футеровки 2. В результате этого, усилия, направленные по образующей сосуда снижаются до минимума. Вводя рабочий орган 8 с инструментом 9 в рабочее пространство сосуда 1, производят ударные воздействия на футеровку 2 перпендикулярно направлению ее колец и образовывают пазы 10 шириной 300400 мм последовательно с обеих сторон цапф 11 вдоль образующей сосуда 1 в направлении от горловины 4 в сторону амбразуры днища. В результате образования пазов 10, напряжения в кольцах футеровки снижаются, создаются в пазах 10 новые поверхностные слои футеровки, в которых возникает дополнительная поверхностная энергия в твердом теле, каким является огнеупорная футеровка. Поверхностная энергия, создающаяся в футеровке, обосновывается тем, что частицы футеровки внутри колец окружены со всех сторон соседними частицами, в то время как на поверхности футеровки такое окружение имеется только с одной (внутренней) стороны. Для перевода внутренних частиц на .поверхность футеровки требуются определенные затраты энергии, переходящие в потенциальную энергию поверхностных частиц. Таким образом, в поверхностном слое футеровки все частицы обладают большей потенциальной энергией, чем внутренние, а компенсация молекулярных сил частиц футеровки обеспечивается упругим сжатием поверхностного слоя, в результате чего он находится, в упруго-напряженном состоянии. В связи с этим, разрушение футеровки осуществляется при местном воздействии рабочего инструмента 9 на поверхность футеровки. При повороте корпуса 12 сосуда 1 по стрелке С-Д (фиг.1) со скоростью 0,1-1,1 оборотов в минуту, после удаления из сосуда 1 рабочего органа 8 ремонтной машины 5, происходит отслаивание колец футеровки 2 от корпуса 12 и падение верхних полуколец на нижние. В результате дальнейшего поворота корпуса 12 куски футеровки 2 высыпаются в порожнюю емкость, расположенную под сосудом. Ширина пазов 10 футеровки 2, равная 300-400 мм, способствует тому, что происходит максимальное снижение напряжений в кольцах футеровки. Поворот корпуса 12 сосуда 1 со скоростью до 1,1 оборотов в минуту создает инерционные и динамические воздействия на слои футеровки 2, способные их отслоить от металлического корпуса 12 и разрушить. Использование предлагаемого способа разборки огнеупорном футеровки сосуда для размещения металла позволит сократить трудовые затраты и продолжительность разборочного периода при ремонте, одного конвертера в среднем на 4-6 часов.
ДивитисяДодаткова інформація
Автори англійськоюSokolovskyi Borys Tsudikovych, Pischyda Valerii Ivanovych, Skakun Mykhailo Dmytrovych
Автори російськоюСоколовский Борис Цудикович, Пищида Валерий Иванович, Скакун Михаил Дмитриевич
МПК / Мітки
МПК: C21C 5/44
Мітки: посудини, розміщення, вогнетривкої, футерівки, розбирання, спосіб, металу
Код посилання
<a href="https://ua.patents.su/3-22722-sposib-rozbirannya-vognetrivko-futerivki-posudini-dlya-rozmishhennya-metalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб розбирання вогнетривкої футерівки посудини для розміщення металу</a>
Спосіб розбирання вогнетривкої футеровки циліндричної ємкості
Номер патенту: 14497
Опубліковано: 25.04.1997
Автори: Соколовський Борис Цезаревич, Прокопенко Станіслав Павлович, Литвиненко Віра Кузьминічна, Ракульцов Олександр Борисович
МПК: C21C 5/44
Мітки: ємкості, спосіб, циліндричної, футеровки, вогнетривкої, розбирання
Формула / Реферат:
Способ разборки огнеупорной футеровки цилиндрической емкости, преимущественно передвижного миксера, включающий воздействие на футеровку ударным рабочим органом вращение корпуса миксера вокруг продольной оси с одновременным его наклоном для удаления обрушенной футеровки из миксера, отличающийся тем, что с целью повышения производительности труда при разборке футеровки и снижения трудозатрат, ударным рабочим органом в верхней части футеровки...
Склад для виготовлення вогнетривкої теплоізоляції
Номер патенту: 18838
Опубліковано: 25.12.1997
Автори: Рищенко Сергій Іванович, Дергапуцька Лариса Олександрівна, Тихомиров Валерій Георгійович, Пітак Микола Васильович, Майкоп Юлія Івановна, Литвин Людмила Григорівна, Глущенко Борис Анатольович, Купалова Таіса Павлівна
МПК: C04B 35/80, C04B 35/66, C04B 38/00
Мітки: виготовлення, теплоізоляції, вогнетривкої, склад
Формула / Реферат:
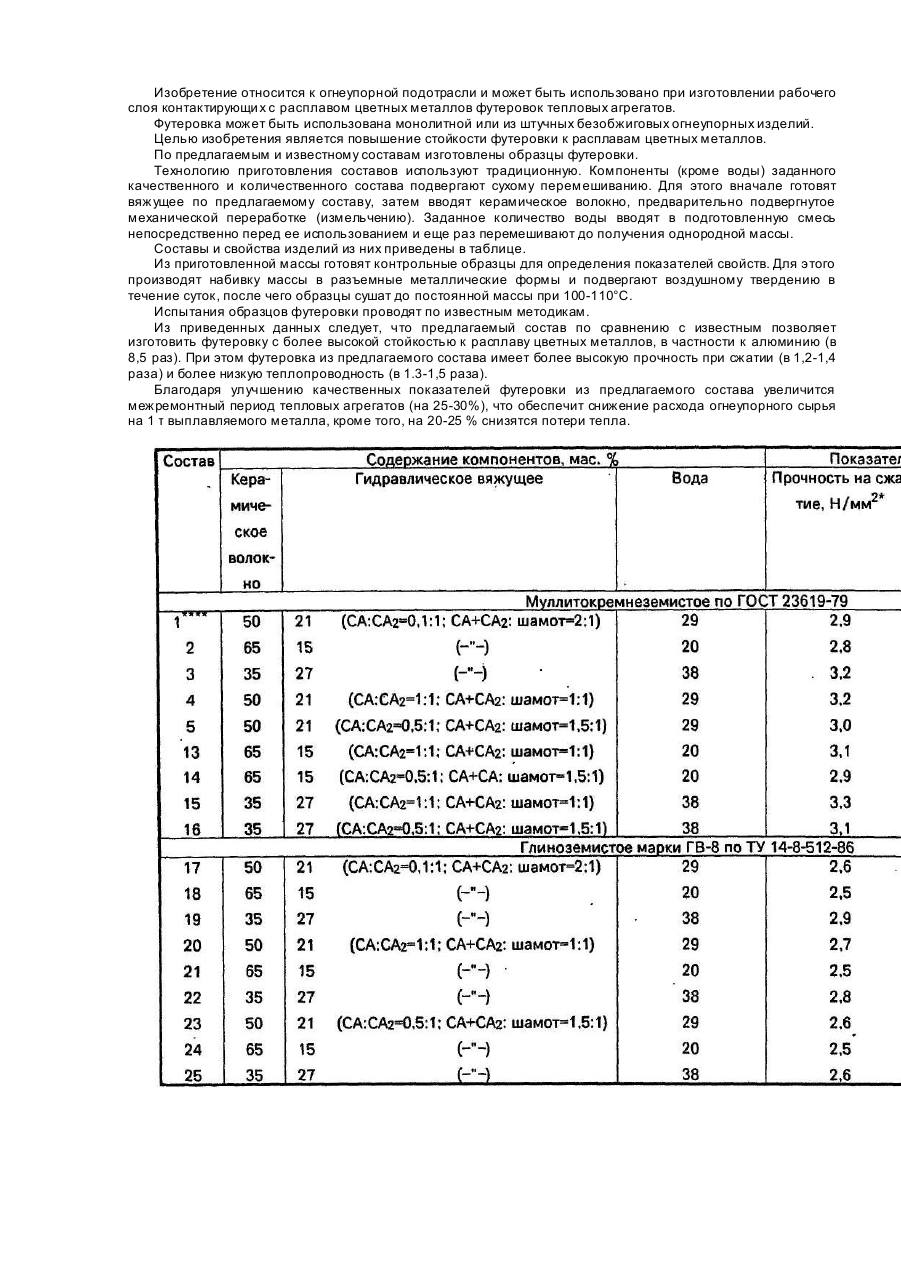
Состав для изготовления огнеупорной теплоизоляции, включающий керамическое волокно, гидравлическое вяжущее и воду, отличающийся тем, что в качестве гидравлического вяжущего он содержит смесь алюминат-кальциевого цемента с соотношением моно- и диалюмината кальция 0,1:1-1:1 и шамота, взятых в соотношении 1:1-2:1 при следующем соотношении компонентов, мас.%:Керамическое волокно ...
Пристрій для гарячего ремонту вогнетривкої футеровки
Номер патенту: 3044
Опубліковано: 26.12.1994
Автори: Лейфер Аркадій Михайлович, Новікова Алефтина Павлівна, Кошелев Володимир Олексійович, Гуров Вадим Миколайович, Коструб Віктор Іванович, Кащук Юрій Сергійович
Мітки: пристрій, гарячего, ремонту, футеровки, вогнетривкої
Формула / Реферат:
Устройство для горячего ремонта огнеупорной футеровки, содержащее ствол с фурмой, тракты подвода огнеупорного порошка и жидкого связующего, камеру смешения, механизмы поперечного перемещения, вращения и качание с пультом управления, отличающееся тем, что фурма соединена со стволом охлаждаемым гибким элементом, внутри которого размещен материалопровод, причем, механизм качания выполнен в виде двух охлаждаемых жидким связующим и связанных с...
Спосіб визначення моменту зливання металу з конвертера
Номер патенту: 2970
Опубліковано: 26.12.1994
Автори: Богушевський Володимир Святославович, Церковницький Микола Сергійович, Сорокін Микола Олександрович, Лигоцький Ігор Леонідович
МПК: C21C 5/30
Мітки: зливання, металу, визначення, спосіб, моменту, конвертера
Формула / Реферат:
Способ определения момента слива металла из конвертера, включающий определение содержания углерода и температуры металла в процессе продувки, расчет и формирование управляющих воздействий для получении в момент достижения заданного содержания углерода заданной температуры ванны и прекращение продувки в момент достижения заданного значениясодержания углерода, отличающийся тем, что дополнительно измеряют температуру шлака, находят величину...
Спосіб продування металу в ковші
Номер патенту: 938
Опубліковано: 15.12.1993
Автори: Зражевський Олександр Данилович, Шибко Олександр Васильович, Плискановський Олександр Станіславович, Бродський Сергій Сергійович, Харахулах Василь Сергійович, Учитель Лев Михайлович, Борисов Юрій Миколайович, Охотський Віктор Борисович, Войтюк Костянтин Васильович, Довгий Володимир Володимирович
МПК: C21C 7/072
Мітки: металу, ковші, спосіб, продування
Формула / Реферат:
Способ продувки металла в ковше, включающий ввод аргона в металл через погружную футерованную фурму, расположенную наклонно к вертикальной оси, отличающийся тем, что, с целью повышения срока службы футеровки фурмы и ковша за счет снижения средней скорости газового потока в зоне барботажа, продувку ведут фурмой, сопло которой расположено по оси фурмы, а угол наклона ее к вертикальной оси составляет 18-19°.
Попередній патент: Рушівна установка транспортного засобу
Наступний патент: Матеріал для оптичних покриттів
Випадковий патент: Спосіб відпрацювання пластоподібних крутоспадних покладів