Пристр1й для різки гумотросових конвейєрних стрічок
Номер патенту: 22770
Опубліковано: 21.04.1998
Автори: Боровльов Михайло Юр'євич, Бараненко Олександр Григорович, Звєрєв Михайло Хведорович, Старік Віктор Микитович
Формула / Реферат
1. Устройство для резки резнотросовых конвейерных лент, содержащее смонтированные в корпусе верхний дисковый нож с режущей частью на периферии и установленный под ним нижний режущий инструмент в виде дисковых ножей (при этом режущая часть верхнего дискового ножа расположена между последними), отличающееся тем, что верхний дисковый нож выполнен разъемным из двух зубчатых частей
2 Устройство по п,1, отличающееся тем, что обе зубчатые части верхнего дискового ножа для нарезки зубьев многодисковой фрезой соединяются при помощи отверстий, группа из которых на одной части смещена на половину углового шага между зубьями ножа.
Текст
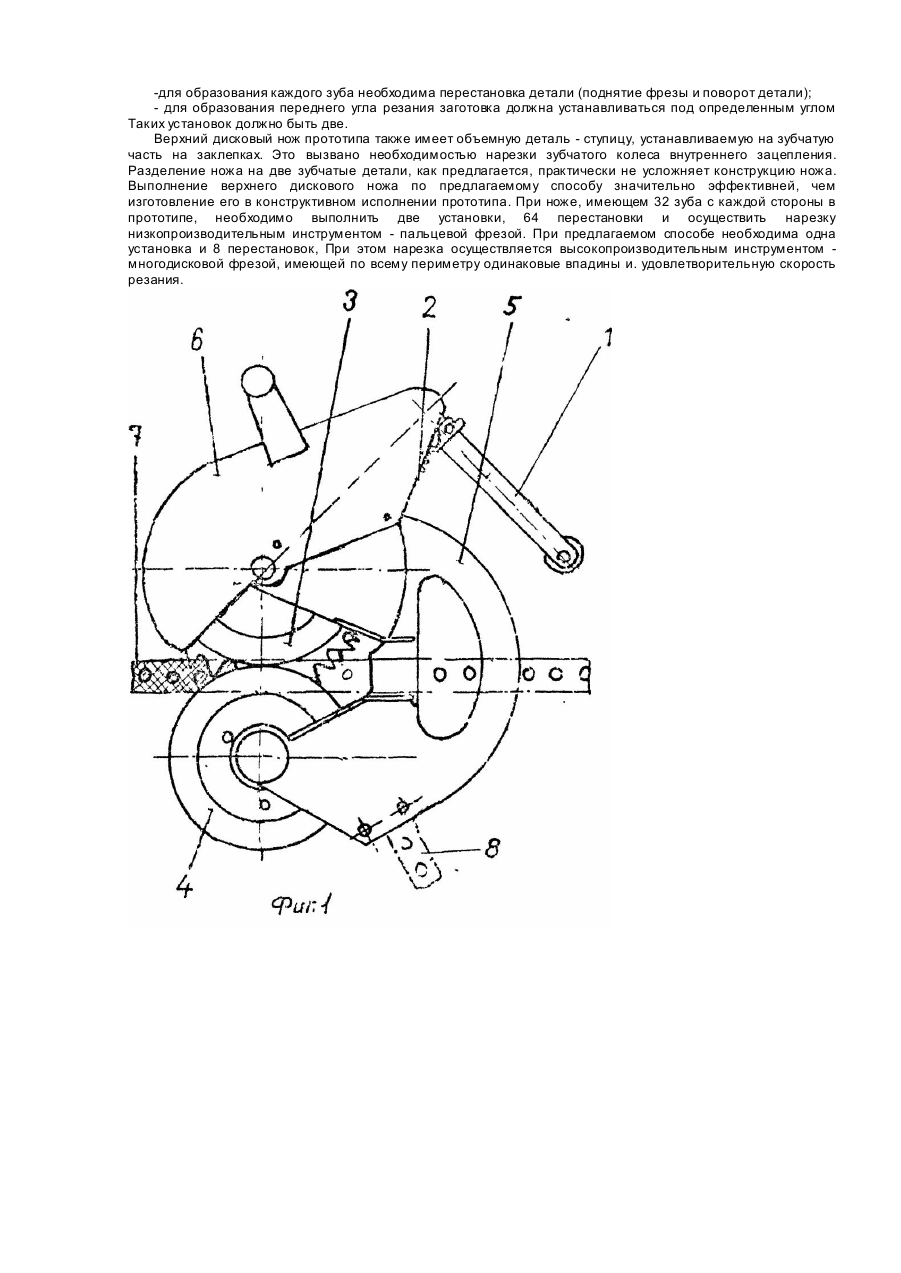
Изобретение относится к обработке материалов резанием дисковыми ножами и может быть использовано в горнодобывающей промышленности и добыче строительных материалов. Его можно применять при эксплуатации мощных (высокопроизводительных и длинных) ленточных конвейеров, оснащенных резинотросовыми лентами, на поверхности и в подземных условиях. С помощью устройства можно производить поперечное пересечение лент при монтаже и демонтаже конвейеров, при замене ленты или ее части, для преграждения распространения огня при горении ленты. Известно устройство для резки полимерных материалов [Авт.св. СССР № 1237450], которое по назначению, по технической сущности и результату применения аналогично заявляемому. Аналог содержит корпус, в котором смонтирован верхний дисковый нож с режущей частью на периферии, и установленные под ним нижние дисковые ножи, охватывающие его. Верхний дисковый нож имеет по середине кольцевую проточку, что позволяет периферийную часть его выполнить зубчатой. Выполнение верхнего неразъемного дискового ножа с зубьями, расположенными по двум периферийным поверхностям, сопряжено со значительными технологическими ..трудностями. Оно существенно упрощено в заявляемом устройстве. В качестве прототипа принято устройство для резки полимерных материалов [Авт.ст. СССР № 1395518]. Это устройство также имеет верхний дисковый нож с зубьями, расположенными по двум периферийным поверхностям. Для снижения максимального крутящего момента на нем зубья на одной поверхности смещены наполовину шага относительно зубьев, расположенных на другой поверхности. Изготовление такого ножа усложняется по сравнению с верхним дисковым ножом с совмещенным расположением зубьев (по устройству, принятому в качестве аналога), так как зубья нарезаются по одному с одной стороны, а потом с другой. В заявляемом устройстве верхний дисковый нож выполнен так, что осуществляется одновременная нарезка нескольких (8 или более) зубьев за один ход режущего инструмента одновременно на двух поверхностях, что существенно менее трудоемко, чем нарезка верхнего дискового ножа прототипа при сохранении его эффективности и технических параметров. В заявляемом устройстве верхний дисковый нож выполнен из двух частей с разъемом по плоскости, параллельной периферийным поверхностям. Соединительные отверстия на обеих частях располагаются на одном радиусе на равных расстояниях двумя группами. Отверстия одной группы смещены (как бы повернуты вокруг центра ножа) относительно отверстий другой на половину углового шага расположения зубьев ножа. Для нарезания зубьев на первую часть ножа устанавливается вторая часть так, что отверстия первой группы соединяются (совмещаются) со смещенными отверстиями второй группы. Зубья фрезеруются дисковой фрезой при радиальной подаче, располагаемой симметрично по середине ножа. Ось вращения фрезы располагается в плоскости, перпендикулярной оси ножа. После нарезки зубьев нож перебирается так, чтобы все отверстия на обеих частях ножа совпадали. При этом зубья одной части будут смещены на половину шага зубьев другой. Открытые между зубьями впадины позволяют нарезать их набором из нескольких (например, 4-х) дисковых фрез соответствующей конфигурации. Так достигается одновременное нарезание нескольких (например, 8-ми) зубьев и их относительное смещение на половину шага. На фиг.1 изображен общий вид предложенного устройства для резки резинотросовых конвейерных лент; на фиг.2 - вер хний дисковый нож и его конструктивная схема, позволяющая осуществить описанное выше изготовление. Устройство состоит из привода 1, редуктора 2, верхнего дискового ножа 3, находящегося во взаимодействии с нижним дисковым ножом 4, корпуса 5 и кожуха 6. При вращении ножа 3 резинотросовая конвейерная лента 7, проходя между ножами, которые вырезают полоску 8, разрезается. В пространство, образованное удаленной полоской 8, проходит ребро корпуса 5, соединяющее ножи. Зубья верхнего дискового ножа служат для перемещения устройства по ленте, а впадины между зубьями, "улавливая" тросы, направляют их на нижний дисковый нож 4 и перерезают их. Верхний дисковый нож состоит из двух частей 9 и 10 с зубьями на периферийных поверхностях. Впадины между зубьями имеют режущие кромки 11. Части 9 и 10 соединяются между собой заклепками 12, устанавливаемыми в отверстия первой 14 и второй 15 (с зачерненной четвертью) групп. Отверстия 14 и 15 на обеих частях 9 и 10 расположены одинаково (см. А-А и Б-Б). Если принято для соединения, например, 8 p заклепок, то между отверстиями в каждой группе угол равен но группа 15 "развернута" относительно 2 p p линии, проходящей под углом к первой группе на угол , где a- угловой шаг расположения зубьев (как 4 2 2p изображено на фиг.2) ( a = , где Ζ – число зубьев). Z Для нарезки зубьев 16 части 9 и 10 соединяются между собой (отверстия 14 части 10 с отверстиями 15 части 9). Многодисковая фреза 17 устанавливается, как показано на фиг.2 и подается радиально на заготовку (соединение частей 9 и 10). После нарезки части пересоединяются так, что отверстия 14 части 9 совпадают с отверстиями 14 части 10 и отверстия 15 части 9 с отверстиями 15 части 10. Заклепками 12 части соединяются. Зубья 16 части 9 оказываются смещены относительно зубьев 16 части 10 на половину шага. Нарезка зубьев верхнего дискового ножа неразъемной конструкции прототипа может осуществляться только пальцевой фрезой; так как применение дисковой фрезы препятствует з уб, находя щийся против впадины. Нарезка пальцевой фрезой весьма не эффективна по следующим соображениям: - для образования впадин с цилиндрической поверхностью фреза должна иметь дуговую режущую кромку с выходом ее на ось вращения фрезы, имеющей нулевую скорость резания; -для образования каждого зуба необходима перестановка детали (поднятие фрезы и поворот детали); - для образования переднего угла резания заготовка должна устанавливаться под определенным углом Таких установок должно быть две. Верхний дисковый нож прототипа также имеет объемную деталь - ступицу, устанавливаемую на зубчатую часть на заклепках. Это вызвано необходимостью нарезки зубчатого колеса внутреннего зацепления. Разделение ножа на две зубчатые детали, как предлагается, практически не усложняет конструкцию ножа. Выполнение верхнего дискового ножа по предлагаемому способу значительно эффективней, чем изготовление его в конструктивном исполнении прототипа. При ноже, имеющем 32 зуба с каждой стороны в прототипе, необходимо выполнить две установки, 64 перестановки и осуществить нарезку низкопроизводительным инструментом - пальцевой фрезой. При предлагаемом способе необходима одна установка и 8 перестановок, При этом нарезка осуществляется высокопроизводительным инструментом многодисковой фрезой, имеющей по всему периметру одинаковые впадины и. удовлетворительную скорость резания.
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B29B 11/00
Мітки: гумотросових, різки, пристр1й, стрічок, конвейєрних
Код посилання
<a href="https://ua.patents.su/3-22770-pristr1jj-dlya-rizki-gumotrosovikh-konvejjehrnikh-strichok.html" target="_blank" rel="follow" title="База патентів України">Пристр1й для різки гумотросових конвейєрних стрічок</a>
Спосіб виготування конвейєрних стрічок

Номер патенту: 15719
Опубліковано: 30.06.1997
Автори: Щербаченко Валерій Олександрович, Фещенко Микола Степанович
МПК: B29D 29/00
Мітки: виготування, спосіб, конвейєрних, стрічок
Формула / Реферат:
(57) 1. Способ изготовления конвейерных лент, при котором слои ткани обладают резиной, укладывают между слоями ткани разделительные вкладыши для предотвращения соединения слоев с получением заготовки ленты, прессуют и вулканизируют заготовку, отличающийся тем, что разделительные вкладыши выполняют V или W-образной формы из сложенных в два или более слоев разделительных элементов.2. Способ по п.1, отличающийся тем, что в качестве...
Пристрій для місцевої вулканізації конвейєрних стрічок

Номер патенту: 1747
Опубліковано: 25.10.1994
Автори: Петер Тіс, Гаральд Фудікар
МПК: B29C 35/02, B29L 29/00, B29C 73/00
Мітки: пристрій, стрічок, вулканізації, місцевої, конвейєрних
Формула / Реферат:
1. Устройство для местной вулканизации конвейерных лент по патенту № 1034600, отличающееся тем, что, с целью расширения технологических возможностей устройства при одновременном упрощении монтажа, обогреваемые плиты выполнены в виде набора полых брусков, равных по размерам поверхности нажимных пластин и смонтированных по одному на траверсе.2. Устройство по п.1, отличающееся тем, что на верхней траверсе бруски смонтированы под...
Пробовідбірник сипких матеріалів з конвейєрних стрічок
Номер патенту: 14302
Опубліковано: 25.04.1997
Автори: Баламутенко Сергій Васильович, Жуков Борис Алексієвич, Скляр Петро Тимофійович, Краснокутський Василь Васильович, Царевський Анатолій Федорович, Зайцев Валентин Дмитрович
МПК: G01N 35/00, G01N 1/20
Мітки: конвейєрних, пробовідбірник, матеріалів, стрічок, сипких
Формула / Реферат:
1. Пробоотборник сыпучих материалов с конвейерных лент, включающий опорную раму, привод, кривошип, шарнирно соединенную с ним двуплечую маятниковую штангу со скреперным ковшом и коромысло, отличающийся тем, что, с целью повышения эффективности и надежности работы, а также уменьшения габаритных размеров, пробоотборник снабжен жестко закрепленным на опорной раме конечным выключателем, а кривошип снабжен дополнительным рычагом, периодически...
Пристрій для місцевої вулканізації конвейєрних стрічок
Номер патенту: 1748
Опубліковано: 25.10.1994
Автор: Петер Тіс
Мітки: місцевої, конвейєрних, пристрій, стрічок, вулканізації
Формула / Реферат:
1. Устройство для местной вулканизации конвейерных лент, содержащее траверсы с зажимными приспособлениями, обогреваемые плиты, нажимную пластину и размещенное между верхней траверсой и нажимной пластиной опрессовочное приспособление, заполненное рабочей средой, отличающееся тем, что, с целью расширения технологических возможностей устройства, опрессовочное приспособление выполнено в виде деформирующихся в поперечном направлении шлангов...
Скоба для з’єднання гумовотканинних конвейєрних стрічок
Номер патенту: 4643
Опубліковано: 28.12.1994
Автори: Бадалян Роберт Бабкенович, Горбунов Іван Аврамович
МПК: F16G 3/00, F16B 15/00, B65G 15/30
Мітки: скоба, з'єднання, гумовотканинних, конвейєрних, стрічок
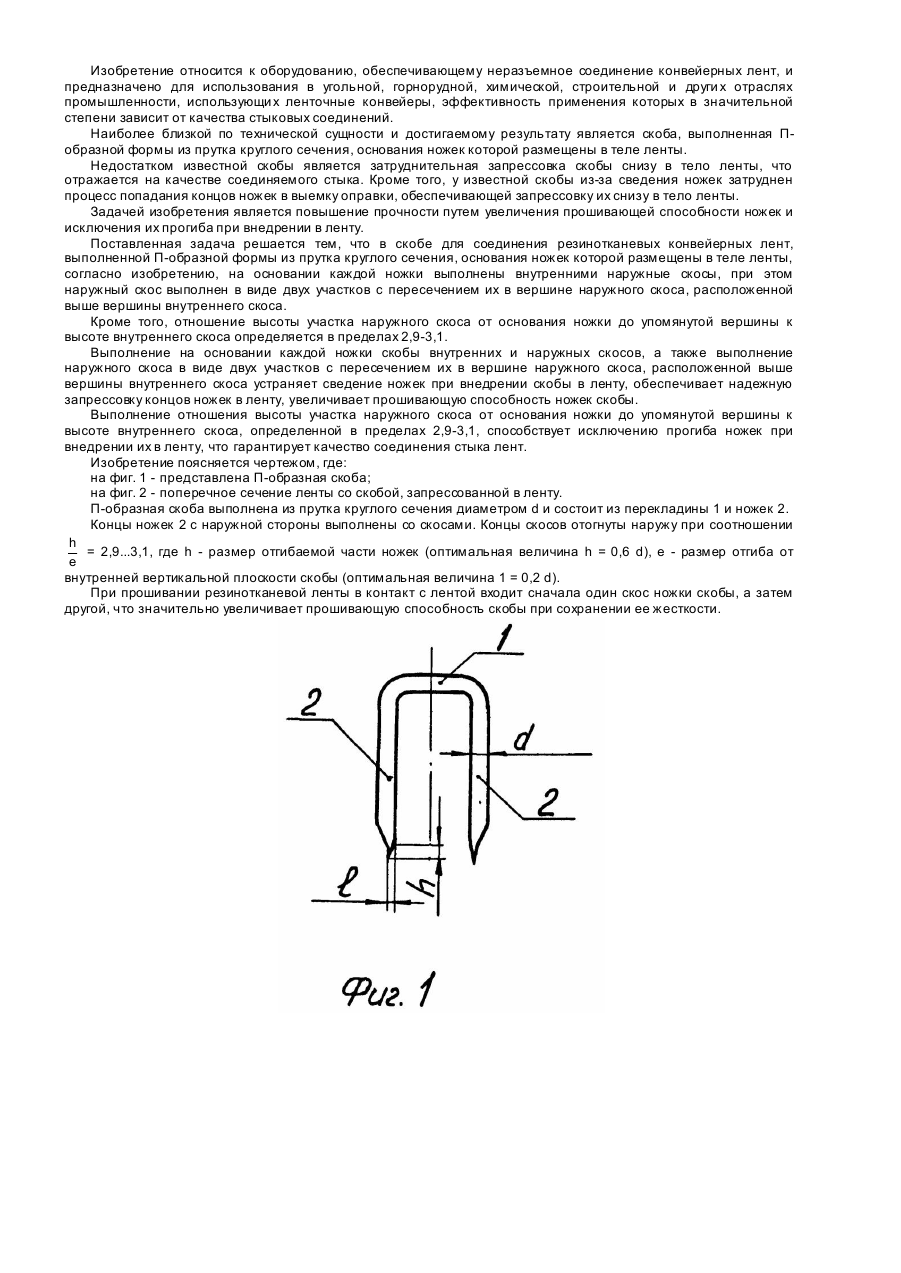
Формула / Реферат:
1. Скоба для соединения резинотканевых конвейерных лент, выполненная П-образной формы из прутка круглого сечения, основания ножек которой размещены в теле ленты, отличающаяся тем, что на основании каждой ножки выполнены внутренние и наружные скосы, при этом наружный скос выполнен в виде двух участков с пересечением их в вершине наружного скоса. расположенной выше вершины внутреннего скоса.2. Скоба по п. 1, отличающаяся тем, что...
Попередній патент: Електрична сольова піч для безперервного рафінування магнію та магнієвих сплавів
Наступний патент: Спосіб визрівання кон’ячного спирту
Випадковий патент: 1-аміноалкілциклогексанові антагоністи рецептора nmda