Спосіб виготування конвейєрних стрічок
Номер патенту: 15719
Опубліковано: 30.06.1997
Автори: Щербаченко Валерій Олександрович, Фещенко Микола Степанович


Формула / Реферат
(57) 1. Способ изготовления конвейерных лент, при котором слои ткани обладают резиной, укладывают между слоями ткани разделительные вкладыши для предотвращения соединения слоев с получением заготовки ленты, прессуют и вулканизируют заготовку, отличающийся тем, что разделительные вкладыши выполняют V или W-образной формы из сложенных в два или более слоев разделительных элементов.
2. Способ по п.1, отличающийся тем, что в качестве разделительных вкладышей используют слой из сыпучих и/или смазывающих веществ, не вступающих в реакцию с резиной.
3. Способ по п.1, отличающийся тем, что разделительные вкладыши размещают по длине заготовки ленты на заданном расстоянии друг от друга.
4. Способ по п.1, отличающийся тем, что между слоями разделительных вкладышей размещают сопроводительную документацию.
5. Способ по п.4, отличающийся тем, что сопроводительную документацию печатают на поверхности разделительных вкладышей.
Текст
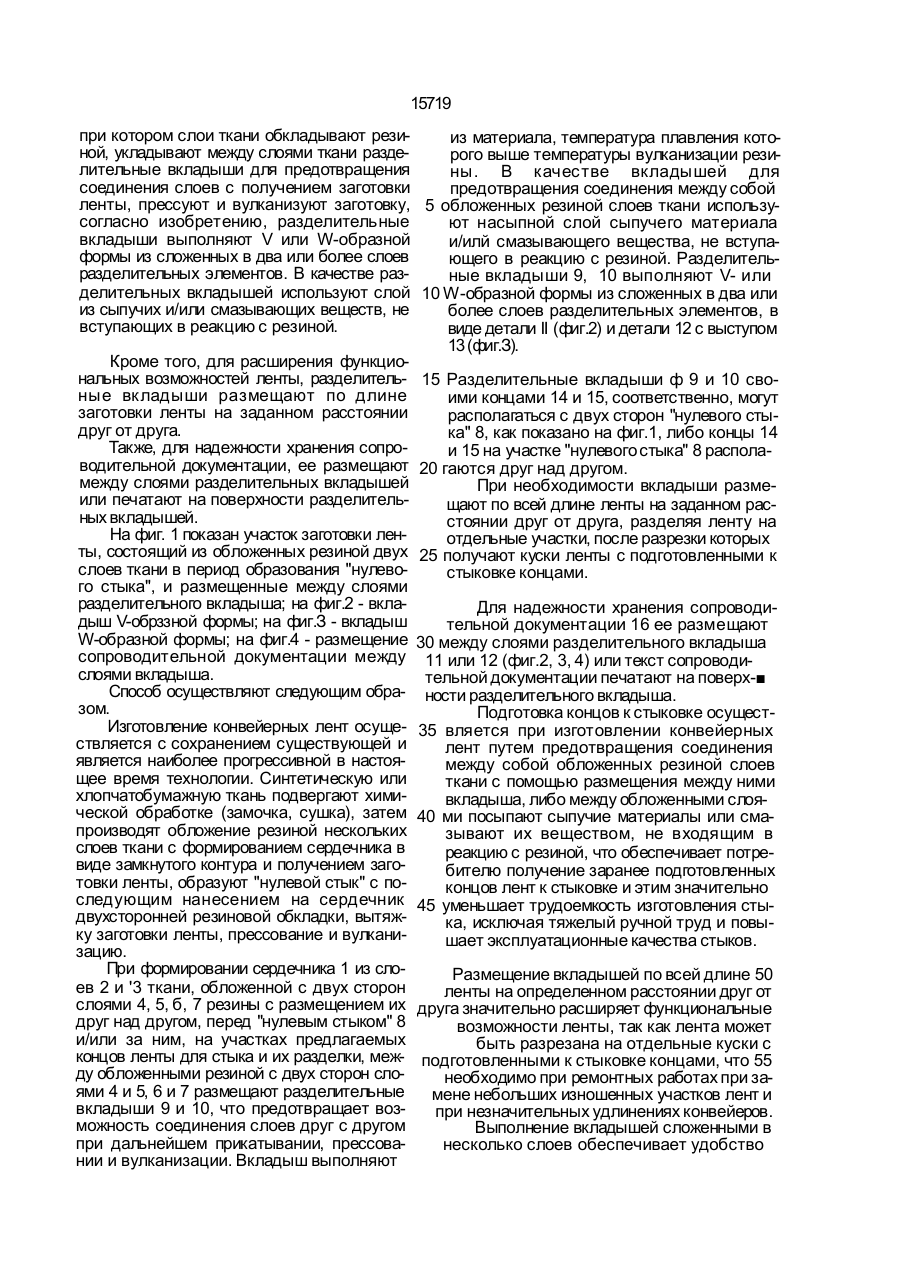
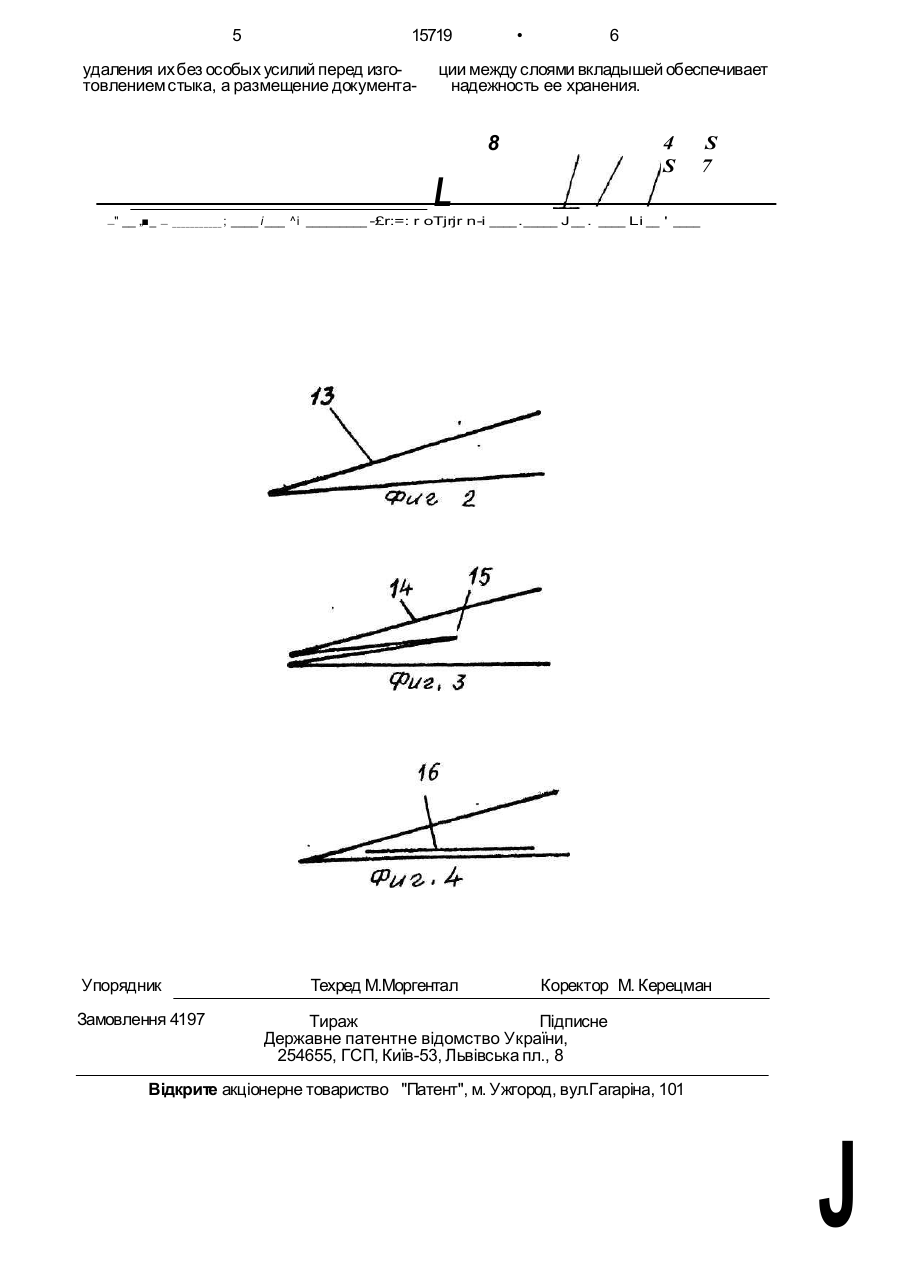
1. Способ изготовления конвейерных лент, при котором слои ткани обладают рези ной, укладывают между слоями ткани разде лительные вкладыши для предотвращения соединения слоев с получением заготовки ленты, прессуют и вулканизируют заготов ку, о т л и ч а ю щ и й с я тем, что раздели тельные вкладыши выполняют V или W Изобретение относится к конвейерному транспорту и может быть использовано для изготовления конвейерных лент с заранее подготовленными к стыковке частями лент. Известен способ изготовления конвейерных лент, при котором слои ткани обкладывают резиной, укладывают между слоями ткани разделительные вкладыши для предотвращения соединения слоев с получением заготовки ленты, прессуют и вулканизуют заготовку (Патент Польши N? 122529, кл. В 29 Н 7/22, опубл. 1986). К недостаткам этого способа следует отнести отсутствие надежности разделения слоев ткани, так как между ними закладывается по одному листу разделительного вкладыша (элемент - один слой), который, образной формы из сложенных в два или более слоев разделительных элементов. 2. Способ по п. 1,01 л и ч а ю щ и й с я тем, что в качестве разделительных вклады шей используют слой из сыпучих и/или смазывающих веществ, не вступающих в реакцию с резиной. 3. Способ по п. 1,о т л и ч а ю щ и й с я тем, что разделительные вкладыши разме щают по длине заготовки ленты на задан ном расстоянии друг от друга. 4. Способ по п. 1,о т л и ч а ю щ и й с я тем, что между слоями разделительных вкладышей размещают сопроводительную документацию. 5. Способ по п.4, о т л и ч а ю щ и й с я тем, что сопроводительную документацию печатают на поверхности разделительных вкладышей. проходя через каландр, трескается (за счет подвижности слоев резины и ткани или их ползучести, которыми обладают все эластичные материалы), а на участке вулканизации чер ез образ овав шиеся в разделительном элементе трещины слои ткани свариваются, что требует при стыковке концов конвейерной ленты дополнительных значительных затрат ручного труда. Задачей изобретения является обеспечение надежности разделения слоев ткани и удобство удаления разделительных вкладышей при подготовке концов ленты к стыковке. Указанная задача решается тем, что в способе изготовления конвейерных лент, С > ел NO ы о 15719 при котором слои ткани обкладывают резииз материала, температура плавления котоной, укладывают между слоями ткани раздерого выше температуры вулканизации резилительные вкладыши для предотвращения ны. В качестве вкладышей для соединения слоев с получением заготовки предотвращения соединения между собой ленты, прессуют и вулканизуют заготовку, 5 обложенных резиной слоев ткани использусогласно изобретению, разделительные ют насыпной слой сыпучего материала вкладыши выполняют V или W-образной и/илй смазывающего вещества, не вступаформы из сложенных в два или более слоев ющего в реакцию с резиной. Разделительразделительных элементов. В качестве разные вкладыши 9, 10 выполняют V- или делительных вкладышей используют слой 10 W-образной формы из сложенных в два или из сыпучих и/или смазывающих веществ, не более слоев разделительных элементов, в вступающих в реакцию с резиной. виде детали II (фиг.2) и детали 12 с выступом 13 (фиг.З). Кроме того, для расширения функциональных возможностей ленты, разделитель- 15 Разделительные вкладыши ф 9 и 10 своные вкладыши размещают по длине ими концами 14 и 15, соответственно, могут заготовки ленты на заданном расстоянии располагаться с двух сторон "нулевого стыдруг от друга. ка" 8, как показано на фиг.1, либо концы 14 Также, для надежности хранения сопрои 15 на участке "нулевого стыка" 8 располаводительной документации, ее размещают 20 гаются друг над другом. между слоями разделительных вкладышей При необходимости вкладыши размеили печатают на поверхности разделительщают по всей длине ленты на заданном расных вкладышей. стоянии друг от друга, разделяя ленту на На фиг. 1 показан участок заготовки ленотдельные участки, после разрезки которых ты, состоящий из обложенных резиной двух 25 получают куски ленты с подготовленными к слоев ткани в период образования "нулевостыковке концами. го стыка", и размещенные между слоями разделительного вкладыша; на фиг.2 - вклаДля надежности хранения сопроводидыш V-обрззной формы; на фиг.З - вкладыш тельной документации 16 ее размещают W-образной формы; на фиг.4 - размещение 30 между слоями разделительного вкладыша сопроводительной документации между 11 или 12 (фиг.2, 3, 4) или текст сопроводислоями вкладыша. тельной документации печатают на поверх- Способ осуществляют следующим обра- ности разделительного вкладыша. зом. Подготовка концов к стыковке осущестИзготовление конвейерных лент осуще- 35 вляется при изготовлении конвейерных ствляется с сохранением существующей и лент путем предотвращения соединения является наиболее прогрессивной в настоямежду собой обложенных резиной слоев щее время технологии. Синтетическую или ткани с помощью размещения между ними хлопчатобумажную ткань подвергают химивкладыша, либо между обложенными слояческой обработке (замочка, сушка), затем 40 ми посыпают сыпучие материалы или смапроизводят обложение резиной нескольких зывают их веществом, не входящим в слоев ткани с формированием сердечника в реакцию с резиной, что обеспечивает потревиде замкнутого контура и получением загобителю получение заранее подготовленных товки ленты, образуют "нулевой стык" с поконцов лент к стыковке и этим значительно следующим нанесением на сердечник 45 уменьшает трудоемкость изготовления стыдвухсторонней резиновой обкладки, вытяжка, исключая тяжелый ручной труд и повыку заготовки ленты, прессование и вулканишает эксплуатационные качества стыков. зацию. При формировании сердечника 1 из слоРазмещение вкладышей по всей длине 50 ев 2 и '3 ткани, обложенной с двух сторон ленты на определенном расстоянии друг от слоями 4, 5, б, 7 резины с размещением их друга значительно расширяет функциональные друг над другом, перед "нулевым стыком" 8 возможности ленты, так как лента может и/или за ним, на участках предлагаемых быть разрезана на отдельные куски с концов ленты для стыка и их разделки, меж- подготовленными к стыковке концами, что 55 ду обложенными резиной с двух сторон слонеобходимо при ремонтных работах при заями 4 и 5, 6 и 7 размещают разделительные мене небольших изношенных участков лент и вкладыши 9 и 10, что предотвращает возпри незначительных удлинениях конвейеров. можность соединения слоев друг с другом Выполнение вкладышей сложенными в при дальнейшем прикатывании, прессованесколько слоев обеспечивает удобство нии и вулканизации. Вкладыш выполняют 5 15719 удаления их без особых усилий перед изготовлением стыка, а размещение документа • 6 ции между слоями вкладышей обеспечивает надежность ее хранения. 8 —" __ „ _ — ___________ ; Упорядник Замовлення 4197 4 S L S 7 ____ і ___ ^і _________ -£r:=: r oTjrjr n-i ____._____ J__ . ____ Li __ ' ____ Техред М.Моргентал Коректор М. Керецман Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101 J
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing of conveyer belts
Автори англійськоюScherbachenko Valerii Oleksandrovych, Feschenko Mykola Stepanovych
Назва патенту російськоюСпособ изготовления конвейерных лент
Автори російськоюЩербаченко Валерий Александрович, Фещенко Николай Степанович
МПК / Мітки
МПК: B29D 29/00
Мітки: спосіб, конвейєрних, стрічок, виготування
Код посилання
<a href="https://ua.patents.su/4-15719-sposib-vigotuvannya-konvejjehrnikh-strichok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготування конвейєрних стрічок</a>
Пристрій для місцевої вулканізації конвейєрних стрічок

Номер патенту: 1747
Опубліковано: 25.10.1994
Автори: Петер Тіс, Гаральд Фудікар
МПК: B29C 73/00, B29C 35/02, B29L 29/00
Мітки: місцевої, стрічок, пристрій, конвейєрних, вулканізації
Формула / Реферат:
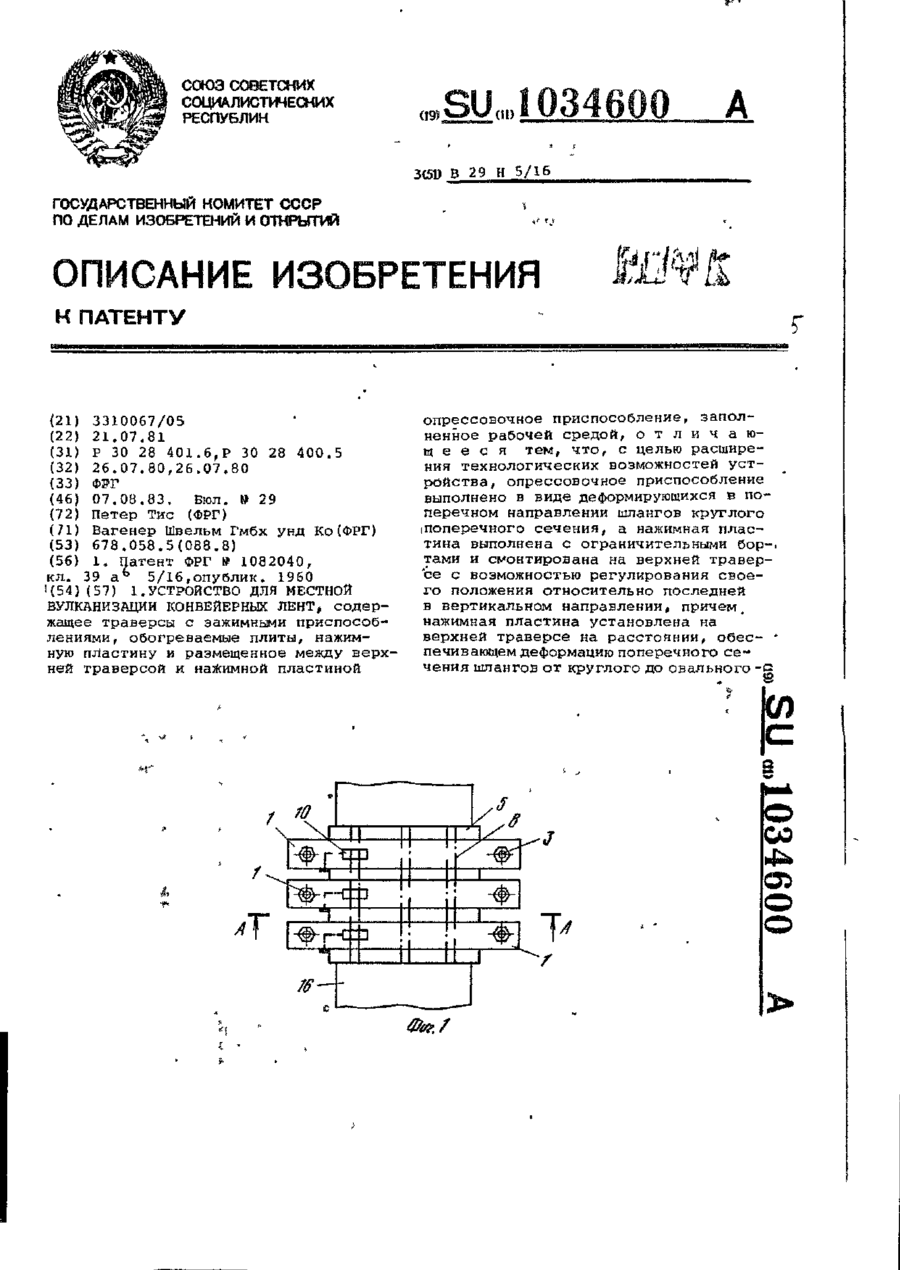
1. Устройство для местной вулканизации конвейерных лент по патенту № 1034600, отличающееся тем, что, с целью расширения технологических возможностей устройства при одновременном упрощении монтажа, обогреваемые плиты выполнены в виде набора полых брусков, равных по размерам поверхности нажимных пластин и смонтированных по одному на траверсе.2. Устройство по п.1, отличающееся тем, что на верхней траверсе бруски смонтированы под...
Скоба для з’єднання гумовотканинних конвейєрних стрічок
Номер патенту: 4643
Опубліковано: 28.12.1994
Автори: Горбунов Іван Аврамович, Бадалян Роберт Бабкенович
МПК: F16B 15/00, F16G 3/00, B65G 15/30
Мітки: скоба, стрічок, з'єднання, гумовотканинних, конвейєрних
Формула / Реферат:
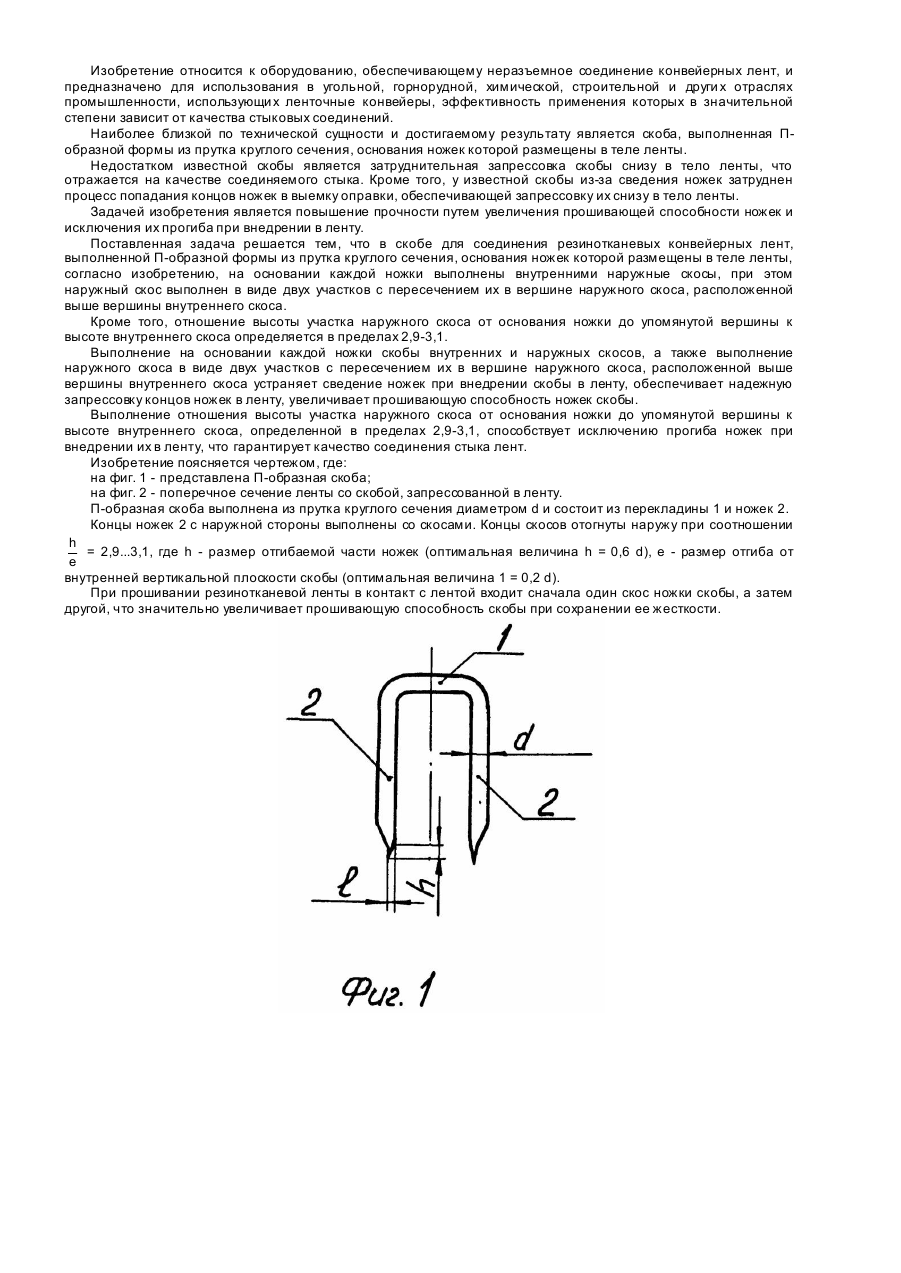
1. Скоба для соединения резинотканевых конвейерных лент, выполненная П-образной формы из прутка круглого сечения, основания ножек которой размещены в теле ленты, отличающаяся тем, что на основании каждой ножки выполнены внутренние и наружные скосы, при этом наружный скос выполнен в виде двух участков с пересечением их в вершине наружного скоса. расположенной выше вершины внутреннего скоса.2. Скоба по п. 1, отличающаяся тем, что...
Пристрій для місцевої вулканізації конвейєрних стрічок
Номер патенту: 1748
Опубліковано: 25.10.1994
Автор: Петер Тіс
Мітки: конвейєрних, місцевої, стрічок, вулканізації, пристрій
Формула / Реферат:
1. Устройство для местной вулканизации конвейерных лент, содержащее траверсы с зажимными приспособлениями, обогреваемые плиты, нажимную пластину и размещенное между верхней траверсой и нажимной пластиной опрессовочное приспособление, заполненное рабочей средой, отличающееся тем, что, с целью расширения технологических возможностей устройства, опрессовочное приспособление выполнено в виде деформирующихся в поперечном направлении шлангов...
Пробовідбірник сипких матеріалів з конвейєрних стрічок
Номер патенту: 14302
Опубліковано: 25.04.1997
Автори: Баламутенко Сергій Васильович, Жуков Борис Алексієвич, Царевський Анатолій Федорович, Скляр Петро Тимофійович, Краснокутський Василь Васильович, Зайцев Валентин Дмитрович
МПК: G01N 35/00, G01N 1/20
Мітки: сипких, конвейєрних, стрічок, матеріалів, пробовідбірник
Формула / Реферат:
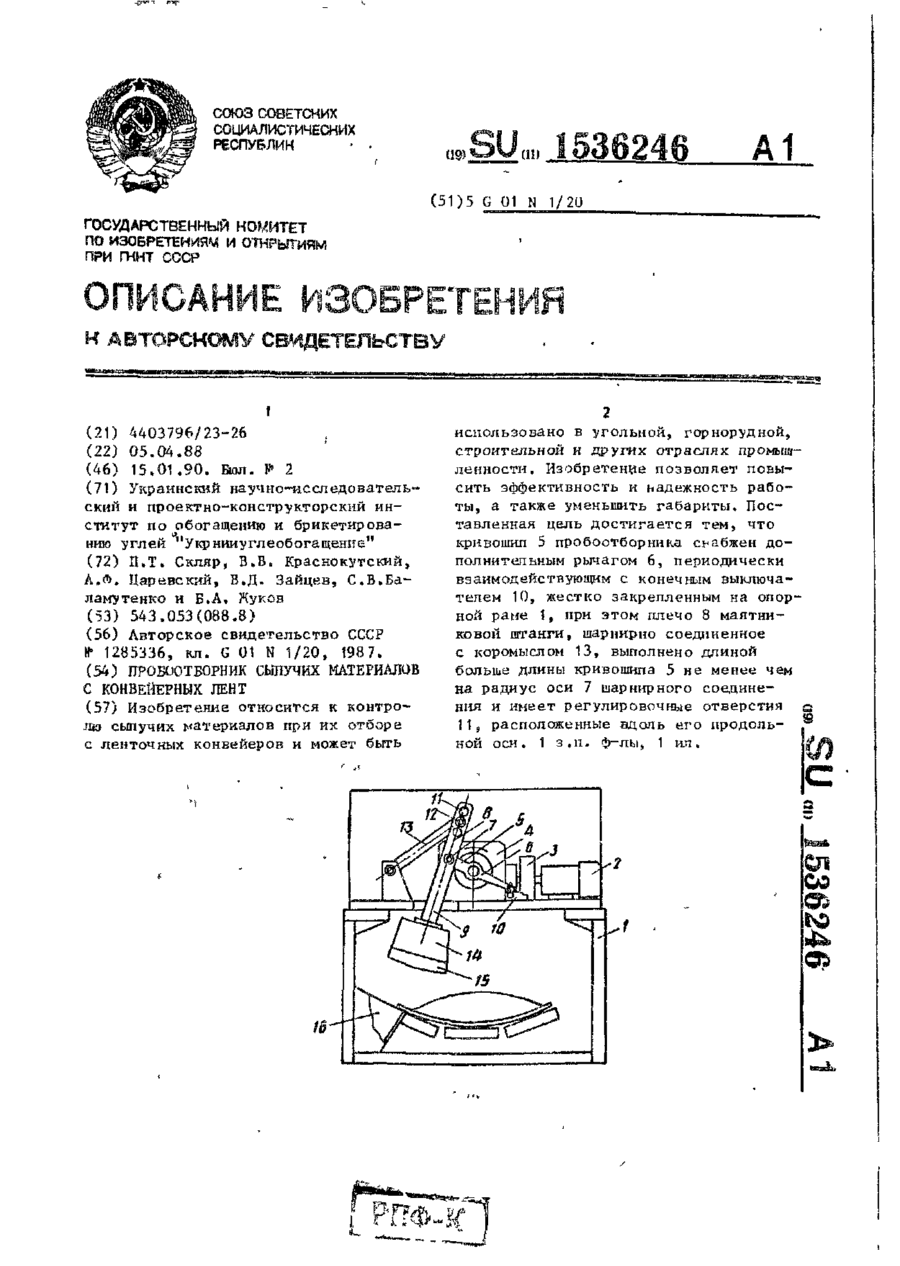
1. Пробоотборник сыпучих материалов с конвейерных лент, включающий опорную раму, привод, кривошип, шарнирно соединенную с ним двуплечую маятниковую штангу со скреперным ковшом и коромысло, отличающийся тем, что, с целью повышения эффективности и надежности работы, а также уменьшения габаритных размеров, пробоотборник снабжен жестко закрепленным на опорной раме конечным выключателем, а кривошип снабжен дополнительным рычагом, периодически...
Спосіб очищення металевих стрічок
Номер патенту: 3689
Опубліковано: 27.12.1994
Автори: Сторчак Валерій Васильович, Захарченко Петро Петрович, Палений Володимир Іванович
МПК: B08B 7/04
Мітки: стрічок, металевих, очищення, спосіб
Формула / Реферат:
1. Способ очистки металлических лент от загрязнений, заключающийся в том, что очищаемую ленту перемещают поступательно и воздействуют на обе ее поверхности электрическим разрядом, перемещаемым над лентой магнитным полем, отличающийся тем, что в качестве электрического разряда используют поток сканирующей атмосферной низкотемпературной плазмы, очистку производят в защитном слое нейтрального газа последовательно верхней и нижней сторон ленты с...
Попередній патент: Пристрій для правки кругів
Наступний патент: Спосіб одержання гідратованого пірофосфату міді-амонію
Випадковий патент: Мультичастотна система керування однотактного електромагнітного віброзбудника