Спосіб виготовлення вкладишів підшипника прокатного стана
Номер патенту: 22863
Опубліковано: 25.04.2007
Автори: Вдовенко Володимир Олексійович, Тонковид Анатолій Миколайович, Тризна Анатолій Андрійович, Вольфман Володимир Ілліч
Формула / Реферат
1. Спосіб виготовлення вкладишів підшипника прокатного стана, що включає приготування рідкого зв'язуючого, просочування тканини з наступним висушуванням, розрізання тканини на листки потрібних розмірів, складання у пакети і пресування, який відрізняється тим, що беруть рідке зв'язуюче такого складу, % мас.:
лак бакелітовий
90,0-93,0
цинку стеарат
2,3-3,8
олеїнова кислота
2,0-2,7
спирт етиловий
2,7-3,8,
для просочування беруть бавовняну тканину, пресування ведуть під тиском 3-15 МПа у прес-формі, для якої робоча поверхня пуансона та матриці має форму сегмента, прес-форму нагрівають із швидкістю 10-30 град./год. до температури 130-180°С і витримують протягом 3-6 годин, після охолодження заготовку додатково витримують у гідрофобізуючій рідині протягом 2-8 годин при температурі 110-200°С.
2. Спосіб за п. 1, який відрізняється тим, що як гідрофобізуючу рідину беруть поліметилсилоксанову рідину.
3. Спосіб за п. 1, який відрізняється тим, що як гідрофобізуючу рідину беруть мастило індустріальне.
Текст
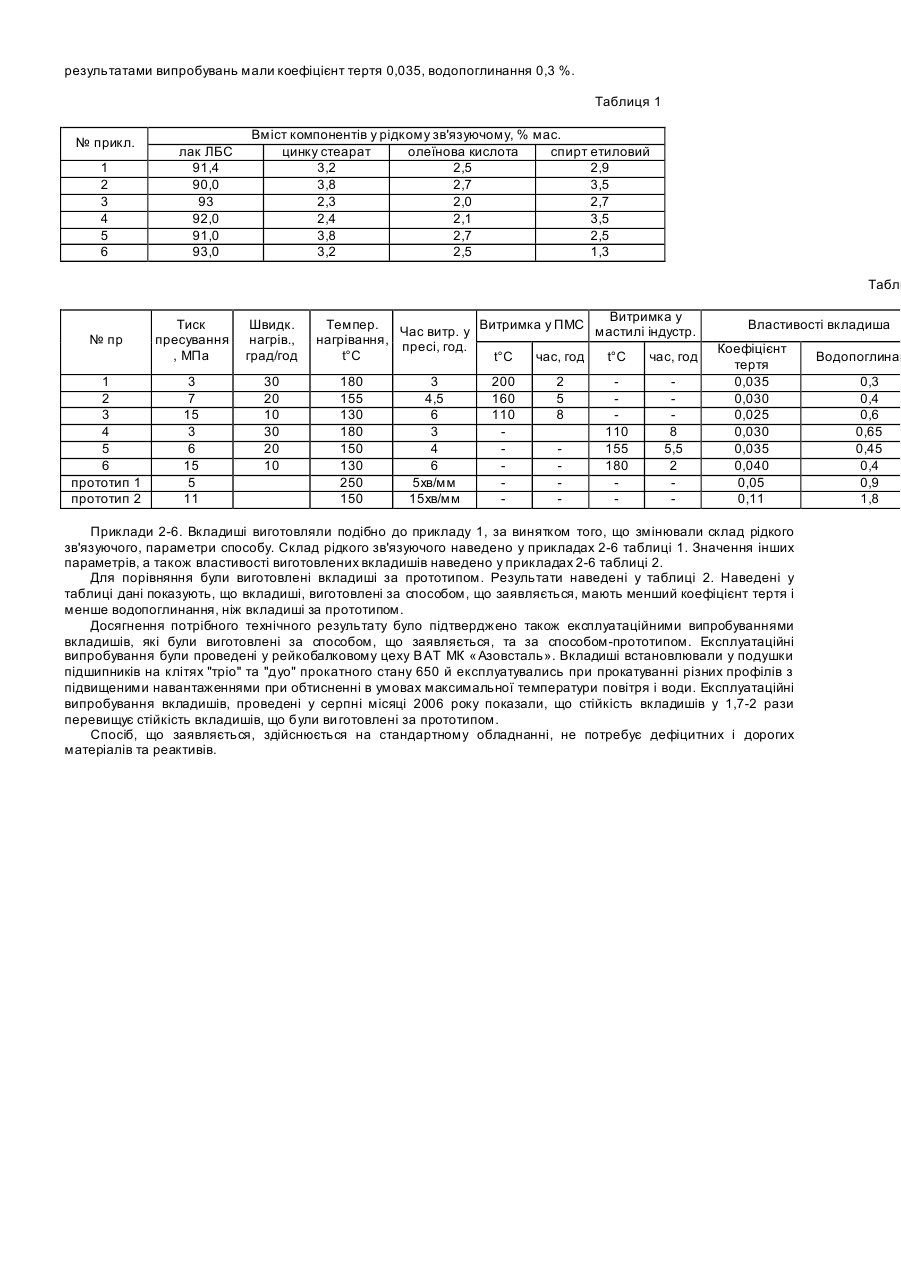
Корисна модель відноситься до машинобудування, а саме до виготовлення підшипників ковзання, призначених для експлуатації в тяжко навантажених вузлах ковзання, в умовах обмеженого змащування, впливу високої температури, абразивного та агресивного середовища, і може бути використана в різних галузях господарства, наприклад, для виготовлення підшипників ковзання валків прокатних станів та іншого устаткування металургійних підприємств. Відомий спосіб одержання антифрикційної наповненої композиції для виготовлення виробів антифрикційного призначення, таких як підшипники й торцеві ущільнення, описаний у патенті Російської Федерації №2 181 128, МПК7 С08J 5/16, С08L 61/10, 63/00, С08К 9/04, дата публікації: 10.04.2002. За цим патентом армуючу тканину з вуглецевого волокна із середнім розміром кристалітів по базисній площині 3,0-6,0нм і товщиною пакета базисних площин 1,0-4,0нм обробляють водною дисперсією політетрафторетилену 2,5-6,5% концентрації з розміром частинок політетрафторетилену 0,1-0,4мкм, потім просочують тканину полімерним термореактивним зв'язуючим на основі фенолформальдегідної смоли або хлоровмісної полігліцидиларилендіамінової смоли з наступною сушкою і пресуванням композиції. Одержана антифрикційна наповнена композиція має коефіцієнт тертя в межах інтервалу від 0,1 до 0,17. Спільними ознаками зі способом, що заявляється, є просочення армуючої тканини полімерним термореактивним зв'язуючим з наступною сушкою і пресуванням композиції. Причинами, що перешкоджають досягненню потрібного технічного результату, є не досить вдала сукупність суттєвих ознак способу за патентом Російської Федерації №2 181 128, що приводить до порівняно високого коефіцієнта тертя (0,1-0,15). Відомий спосіб одержання підшипника ковзання прокатного стану, наведений у патенті Російської Федерації №2 184 286 МПК7 F16С 33/12, 17/02, дата публікації 27.06.2002, за цим способом спочатку виготовляють армуючий компонент у вигляді нетканої і/або тканої полотнини. При цьому неткану полотнину виготовляють із суміші синтетичних (поліоксадіазольних, і/або поліфеніленових, і/або поліариламідних) і бавовняних волокон, узятих у співвідношенні від 2:5 до 17:1, покладених шарами і скріплених між собою голкопробивним або полотнянопрошивним способом. Також можна при виготовленні нетканої полотнини використовувати один або кілька каркасів полотняного переплетення із синтетичних (поліоксадіазольних, і/або поліфеніленових, і/або поліариламідних) і/або бавовняних ниток. Причому, якщо каркас виготовляють із синтетичних і бавовняних ниток, то їх бер уть у наступному співвідношенні від 1:5 до 8:1 відповідно. Одержаний каркас полотняного переплетення прокладають між шарами із суміші синтетичних і бавовняних волокон, скріплюють голкопробивним або полотнянопрошивним способом. Ткану полотнину виготовляють із синтетичних і/або бавовняних ниток. Причому у випадку виготовлення тканої полотнини із синтетичних і бавовняних ниток їх беруть у наступному співвідношенні від 2:7 до 13:1 відповідно. Після виготовлення нетканої і тканої полотнин їх просочують сумішшю, що містить термореактивне зв'язуюче, гра фіт, дисульфід молібдену і металевий порошок (бажано порошок міді або латуні). При цьому як термореактивне зв'язуюче використовують речовини на основі фенольної смоли. Після просочення нарізають неткані і/або: ткані полотнини за формою вкладиша підшипника ковзання, потім укладають у пресформу в один або кілька шарів, і пресують при певному тиску і температурі, одержуючи в такий спосіб вкладиш підшипника ковзання. При цьому вкладиші підшипника ковзання можна виготовляти з одного шару нетканої або тканої просоченої полотнини, з декількох шарів як тканого, так і нетканого просочених полотнин, або з комбінації просочених тканих і нетканих полотнин, у залежності від розмірів вкладиша підшипника ковзання і бажаних міцнісних властивостей підшипника ковзання, що виготовляється. Вкладиш підшипника ковзання може виготовлятися й іншим способом, за яким у прес-форму в хаотичному порядку укладають довільно нарізані просочені неткані і/або ткані полотнини, які потім пресують при певній температурі і тиску. У результаті виходить хаотично армований вкладиш підшипника ковзання. Цей спосіб можна застосовувати при наявності великої кількості обрізків нетканої і тканої полотнини, а також при одержанні складних форм вкладишів підшипників ковзання. Спільними ознаками зі способом, що заявляється, є просочування тканини сумішшю, що містить термореактивне зв'язуюче, пресування при певній температурі і тиску. Причинами, що перешкоджають досягненню потрібного технічного результату, є надмірна складність способу. Як прототип вибрано за найбільшим числом спільних суттєви х ознак спосіб виготовлення антифрикційного композиційного матеріалу «Триболіт», призначеного для виготовлення, зокрема, вкладишів підшипників прокатних станів і підшипників ковзання різного призначення. Дані про цей спосіб наведено в описі до патенту України №12867 МПК(2006) C08J 5/16 C08J 5/24 C08L 61/00, опубліковано 15.03.2006, Бюл. №3, 2006р. Виготовлення антифрикційного композиційного матеріалу «Триболіт», складається з таких головних етапів: 1. Приготування рідкого зв'язуючого, що складається з феноло-формальдегідної смоли, олеїнової кислоти й антифрикційної добавки. 2. Просочування вуглецевої, азбестової чи бязевої тканини рідким зв'язуючим з наступним висушуванням за таких умов: температура рідкого зв'язуючого у ванні машини для просочування від 15 до 30°С; температура в ша хті машини для просочування від 70 до 145°С; швидкість просочування від 5 до 120 м/год. 3. Просочену зв'язуючим і висушену тканину розрізають на листки необхідних розмірів, складають у пакети, відповідним чином орієнтуючи нитки основи листків, а саме: листки бязевої тканини чи азбестової тканини, просочені зв'язуючим, укладають так, що нитки основи мають однаковий напрямок; листки тканини з вуглецевих волокон, просочені зв'язуючим, укладають так, що нитки основи розміщені під кутом 90°. Складені пакети пресують за таких умов: питомий тиск від 40 до 120кгс/см 2; температура пресування від 150 до 250°С; час пресування з розрахунку на 1мм товщини пакету від 5 до 15 хв. Спільними ознаками зі способом, що заявляється, є приготування рідкого зв'язуючого, просочування тканини з наступним висушуванням, розрізання тканини на листки потрібних розмірів, складання у пакети і пресування. Причинами, що перешкоджають досягненню потрібного технічного результату, є не досить вдало вибрані параметри способу-прототипу, які забезпечують досягнення відносно помірних антифрикційних властивостей виготовленого антифрикційного матеріалу. В основу корисної моделі поставлена задача у способі виготовлення вкладиша підшипника ковзання шляхом зміни технологічних параметрів та введення нових те хнологічних операцій забезпечити зменшення коефіцієнта тертя, збільшення стійкості вкладишів підшипників ковзання для прокатних станів. Поставлена задача вирішується тим, що у способі виготовлення вкладишів підшипника прокатного стану, який включає приготування рідкого зв'язуючого, просочування тканини з наступним висушуванням, розрізання тканини на листки потрібних розмірів, складання у пакети і пресування, згідно з винаходом, беруть рідке зв'язуюче такого складу,% мас.: лак бакелітовий 90,0-93,0 цинку стеарат 2,3-3,8 олеїнова кислота 2,0-2,7 спирт етиловий 2,7-3,8 для просочування беруть бавовняну тканину, пресування ведуть під тиском 3-15МПа у прес-формі, для якої робоча поверхня пуансона та матриці має форму сегмента, прес-форму нагрівають із швидкістю 10-30 град./год. до температури 130-180°С і витримують протягом 3-6 годин, після охолодження заготовку додатково витримують у гідрофобізуючій рідині протягом 2-8 годин при температурі 110-200°С. Перша додаткова відмінність полягає в тому, що як гідрофобізуючу рідину беруть поліметилсилоксанову рідину. Друга додаткова відмінність полягає в тому, що як гідрофобізуючу рідину беруть мастило індустріальне. Технічним результатом способу, що заявляється, є збільшення у 1,7-2 рази стійкості виготовлених вкладишів при прокатуванні з підвищеними навантаженнями при обтисненні різних профілів. Для здійснення способу, що заявляється, брали такі реагенти та матеріали: бакелітовий лак ЛБС-1 за ГОСТ 901-88 або за ТУУ205П 02969171.009-94; цинку стеарат за ТУ 6-09-16-1535-90; олеїнову кислоту за ТУ 6-09-5290-86; бавовняну тканину бязь сурову за ГОСТ 29298-92; поліметилсилоксанову рідину ПМС 300 або ПМС 400 за ГОСТ 13032-774 мастило індустріальне И-40А або И-20А за ГОСТ 20799-88. Спосіб виготовлення вкладиша підшипника ковзання здійснюють таким чином. Для приготування рідкого зв'язуючого у реактор з мішалкою виливають розраховану кількість лаку ЛБС-1 і вмикають мішалку. При постійному перемішуванні додають потрібну кількість розчиненого в спирті цинку стеарату. Потім додають у суміш розраховану кількість стеаринової кислоти і перемішують до повної гомогенізації. Також окремо готують розчин бакелітового лаку в спирті з розрахунку 0,5кг лаку на 10-20л етилового спирту. Цей розчин періодично додають до рідкого зв'язуючого длякоригування його складу в процесі просочування. Виготовлене рідке зв'язуюче такого складу, % мас.: лак бакелітовий 90,0-93,0 цинку стеарат 2,3-3,8 олеїнова кислота 2,0-2,7 спирт етиловий 2,7-3,8 заливають у ванну машини для просочування бавовняної тканини. У процесі просочування бавовняної тканини до рідкої композиції при необхідності додають розчин бакелітового лаку в спирті. Після просочування і висушування у шахті просочувальної машини розрізають просочений матеріал на листки відповідних розмірів для конкретного вкладиша й укладають на формуючу прокладку матриці. Число листків розраховують відповідно до вимог креслення конкретного вкладиша. Потім установлюють верхній пуансон прес-форми, змикають плити преса. Параметри режиму гарячого пресування вкладиша: а) питомий тиск пресування 3-15МПа. б) швидкість підйому температури 10-30 град./год. до температури 130-180°С; в) час ви тримки при температурі пресування 3-6 годин; г) швидкість охолодження не регламентується. Розбирають прес-форму. Витягають заготовку вкладиша. Для додаткової витримки у гідрофобізуючій рідині заготовки вкладиша завантажують у металічну ємність, заповнену на половину поліметилсилоксановою рідиною або мастилом індустріальним. Нагрівають до температури 110-180°С, витримують 2-8 годин, охолоджують. Для зразків вибірково визначали водопоглинання за ГОСТ 4650-80 метод А, а також коефіцієнт тертя за методикою 147.73000.274, що була розроблена на основі ГОСТ 26614-85. Далі можливість здійснення способу підтверджується наступними конкретними прикладами. Приклад 1. У реактор з мішалкою завантажують 100кг лаку ЛБС-1 і вмикають мішалку. При постійному перемішуванні додають 3,5кг цинку стеарату, розчиненого в 3,2кг спирту. Потім додають у суміш 2,7кг стеаринової кислоти і перемішують до повної гомогенізації. Одержують рідке зв'язуюче такого складу, % мас.: лак бакелітовий 91,4 цинку стеарат 3,2 олеїнова кислота 2,5 спирт етиловий 2,9 Зв'язуюче заливають у ванну машини для просочування бавовняної тканини. У процесі просочування бавовняної тканини до рідкої композиції при необхідності додають розчин бакелітового лаку в спирті. Після просочування і висушування у шахті просочувальної машини просочену тканину розрізають на листки відповідних розмірів для конкретного вкладиша й укладають на формуючу прокладку матриці. Потім установлюють верхній пуансон прес-форми, змикають плити преса. Параметри режиму гарячого пресування вкладиша: а) питомий тиск пресування 3МПа. б) швидкість підйому температури 30 град./год. до температури 180°С; в) час ви тримки при температурі пресування 3 годин; г) швидкість охолодження не регламентується. Розбирають прес-форму. Витягають заготовку вкладиша. У металічну ємність, заповнену на половину поліметилсилоксановою рідиною, завантажують заготовки вкладиша. Нагрівають до температури 200°С і витримують при цій температурі 2год. Охолоджують і вивантажують вкладиші. Виготовлені вкладиші за результатами випробувань мали коефіцієнт тертя 0,035, водопоглинання 0,3 %. Таблиця 1 № прикл. 1 2 3 4 5 6 лак ЛБС 91,4 90,0 93 92,0 91,0 93,0 Вміст компонентів у рідкому зв'язуючому, % мас. цинку стеарат олеїнова кислота спирт етиловий 3,2 2,5 2,9 3,8 2,7 3,5 2,3 2,0 2,7 2,4 2,1 3,5 3,8 2,7 2,5 3,2 2,5 1,3 Табл № пр 1 2 3 4 5 6 прототип 1 прототип 2 Тиск пресування , МПа Швидк. нагрів., град/год 3 7 15 3 6 15 5 11 30 20 10 30 20 10 Витримка у Темпер. Час витр. у Витримка у ПМС мастилі індустр. нагрівання, пресі, год. t°C t°C час, год t°C час, год 180 155 130 180 150 130 250 150 3 4,5 6 3 4 6 5хв/мм 15хв/мм 200 160 110 2 5 8 110 155 180 8 5,5 2 Властивості вкладиша Коефіцієнт тертя 0,035 0,030 0,025 0,030 0,035 0,040 0,05 0,11 Приклади 2-6. Вкладиші виготовляли подібно до прикладу 1, за винятком того, що змінювали склад рідкого зв'язуючого, параметри способу. Склад рідкого зв'язуючого наведено у прикладах 2-6 таблиці 1. Значення інших параметрів, а також властивості виготовлених вкладишів наведено у прикладах 2-6 таблиці 2. Для порівняння були виготовлені вкладиші за прототипом. Результати наведені у таблиці 2. Наведені у таблиці дані показують, що вкладиші, виготовлені за способом, що заявляється, мають менший коефіцієнт тертя і менше водопоглинання, ніж вкладиші за прототипом. Досягнення потрібного технічного результату було підтверджено також експлуатаційними випробуваннями вкладишів, які були виготовлені за способом, що заявляється, та за способом-прототипом. Експлуатаційні випробування були проведені у рейкобалковому цеху ВАТ МК « Азовсталь». Вкладиші встановлювали у подушки підшипників на клітях "тріо" та "дуо" прокатного стану 650 й експлуатувались при прокатуванні різних профілів з підвищеними навантаженнями при обтисненні в умовах максимальної температури повітря і води. Експлуатаційні випробування вкладишів, проведені у серпні місяці 2006 року показали, що стійкість вкладишів у 1,7-2 рази перевищує стійкість вкладишів, що були ви готовлені за прототипом. Спосіб, що заявляється, здійснюється на стандартному обладнанні, не потребує дефіцитних і дорогих матеріалів та реактивів. Водопоглинан 0,3 0,4 0,6 0,65 0,45 0,4 0,9 1,8
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make pads of rolling mill bearing
Автори англійськоюTonkovyd Anatolii Mykolaiovych, Volfman Volodymyr Illich, Tryzna Anatolii Andriiovych, Tryzna Anatolii Andriiovich
Назва патенту російськоюСпособ изготовления вкладышей подшипника прокатного стана
Автори російськоюТонковид Анатолий Николаевич, Вольфман Владимир Ильич, Вольфман Володимир Илльич, Тризна Анатолий Андрееович, Тризна Анатолий Андреевич
МПК / Мітки
МПК: F16C 33/04, F16C 33/12
Мітки: стана, виготовлення, спосіб, підшипника, вкладишів, прокатного
Код посилання
<a href="https://ua.patents.su/3-22863-sposib-vigotovlennya-vkladishiv-pidshipnika-prokatnogo-stana.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення вкладишів підшипника прокатного стана</a>
Спосіб виготовлення вкладиша підшипника ковзання
Номер патенту: 65951
Опубліковано: 15.04.2004
Автори: Іщенко Анатолій Олексійович, Краснов Антон Володимирович
МПК: F16C 19/00
Мітки: виготовлення, спосіб, ковзання, вкладиша, підшипника
Формула / Реферат:
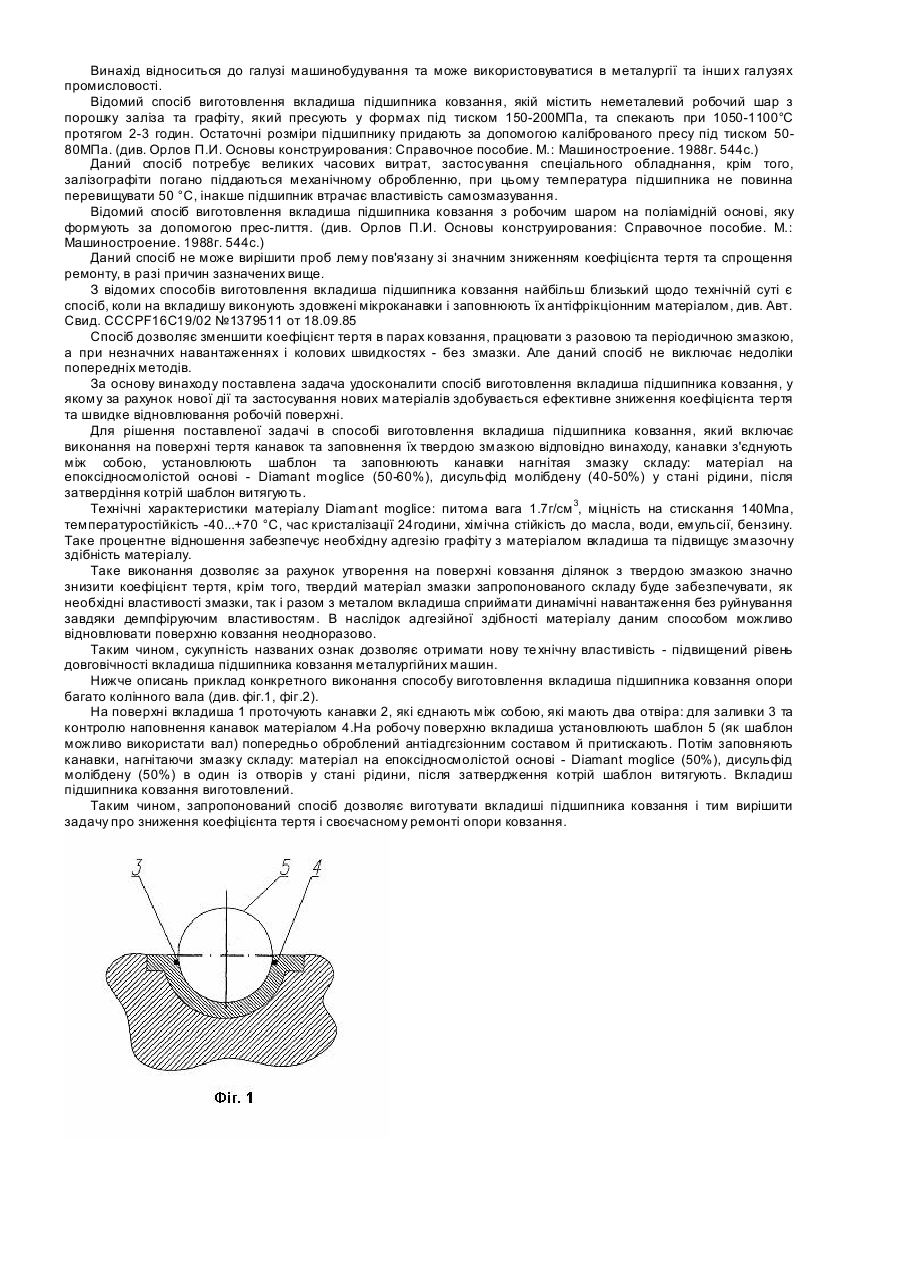
Спосіб виготовлення вкладиша підшипника ковзання, який включає виготовлення на поверхні тертя канавок і заповнення їх твердою змазкою, який відрізняється тим, що канавки з'єднують між собою, установлюють шаблон та заповнюють канавки, нагнітаючи змазку складу: матеріал на епоксидносмолистій основі - Diamant moglice (50-60 %), дисульфід молібдену (40-50 %) у стані рідини, після затвердіння котрої шаблон витягують.
Спосіб обробки підшипника ковзання
Номер патенту: 57086
Опубліковано: 16.06.2003
Автори: Скирденко Олег Іванович, Сніговський Федір Павлович, Кутєйніков Анатолій Миколайович
МПК: F16C 33/00
Мітки: ковзання, обробки, підшипника, спосіб
Формула / Реферат:
Спосіб обробки підшипника ковзання, що включає механічну обробку металевого корпуса, обробку його імпульсним електромагнітним полем, який відрізняється тим, що обробці імпульсним електромагнітним полем піддають також вал і вкладиш підшипника.
Спосіб виготовлення вкладишів підшипників ковзання
Номер патенту: 36405
Опубліковано: 16.04.2001
Автори: Тімофєєва Лариса Андріївна, Глушкова Діана Борисівна, Остапчук Віктор Миколайович, Ровенський Олександр Іванович
МПК: C23C 14/32, C23C 4/12, C23C 14/48, F16C 33/04
Мітки: вкладишів, спосіб, підшипників, виготовлення, ковзання
Текст:
...підшипників ковзання відрізнювальних ознак досягається висока адгезійна міцність всього багатошарового покриття, а також підвищення зносостійкості, експлуатаційного ресурсу з відповідними робочими характеристиками деталей за однаковою для обох випадків (виготовлення та ремонтувідновлення) технологією. Запропонований спосіб виготовлення вкладишів підшипників ковзання здійснюють таким чином. При реалізації запропонованою рішення використовують...
Спосіб виготовлення двошарового антифрикційного підшипника ковзання
Номер патенту: 61232
Опубліковано: 17.11.2003
Автор: Дудчак Віталій Петрович
МПК: B29C 51/00
Мітки: спосіб, виготовлення, двошарового, підшипника, антифрикційного, ковзання
Формула / Реферат:
1. Спосіб виготовлення двошарового підшипника ковзання, який відрізняється тим, що з метою підвищення адгезійної міцності підшипник виготовляється шляхом опресування фторопластової втулки, яка має профільні канавки і виступи, жорстким конструкційним матеріалом АГ-4В.2. Спосіб за п. 1, який відрізняється тим, що з метою одержання однакової товщини фторопластової втулки її попередньо нагрівають до температури 200...250°С і деформують на...
Спосіб обробки вкладишів підшипників ковзання
Номер патенту: 77906
Опубліковано: 15.01.2007
Автор: МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ
МПК: B23H 5/00, B23H 1/00, B23H 3/00, F16C 33/04
Мітки: вкладишів, підшипників, спосіб, обробки, ковзання
Формула / Реферат:
1. Спосіб обробки вкладишів підшипників ковзання, що включає створення на поверхні вкладишів комбінованого електроерозійного покриття шляхом нанесення на робочу поверхнею вкладишів методом електроерозійного легування за допомогою електродів-інструментів шарів електроерозійного покриття зі срібла, міді та олов'яного бабіту, причому електроерозійне покриття зі срібла і міді наносять при енергіях імпульсів 0,01-0,05 Дж, а з олов'яного бабіту -...
Попередній патент: Установка для виробництва й подачі легких бетонів
Наступний патент: Спосіб контролю ефективності протипухлинної аутовакцини у хворих на рак кишкового тракту
Випадковий патент: Спосіб добування сірководню з морської води