Двованний сталеплавильний агрегат
Номер патенту: 24093
Опубліковано: 31.08.1998
Автори: Дворядкін Борис Олександрович, Нотич Анатолій Григорович, Кущенко Олександр Іванович, Міронов Євген Костянтинович, Демідова Валентина Єгорівна, Рибінов Володимир Артемійович, Локтіонов Петро Якович
Формула / Реферат
Двухванный сталеплавильный агрегат, содержащий две ванны, оснащенные фурмами для продувки жидкого металла кислородом с вертикальным каналом и шлаковиком, дымоспад, боров и устройство для регулирования гидравлического режима в ваннах, включающее вентилятор дутья с дроссельным клапаном и соединяющие его с агрегатом газоходы с отсечными клапанами, отличающийся тем, что всасывающий патрубок вентилятора соединен газоходом с боровом, а нагнетающий - через клапаны двумя газоходами с торцами ванн, при этом устройство для регулирования гидравлического режима в ваннах дополнительно включает датчики давления, установленные в подсводовом пространстве каждой из ванн и подключенный к ним электронный блок сравнения сигналов, выход которого электрически связан с приводом дроссельного клапана вентилятора.
Текст
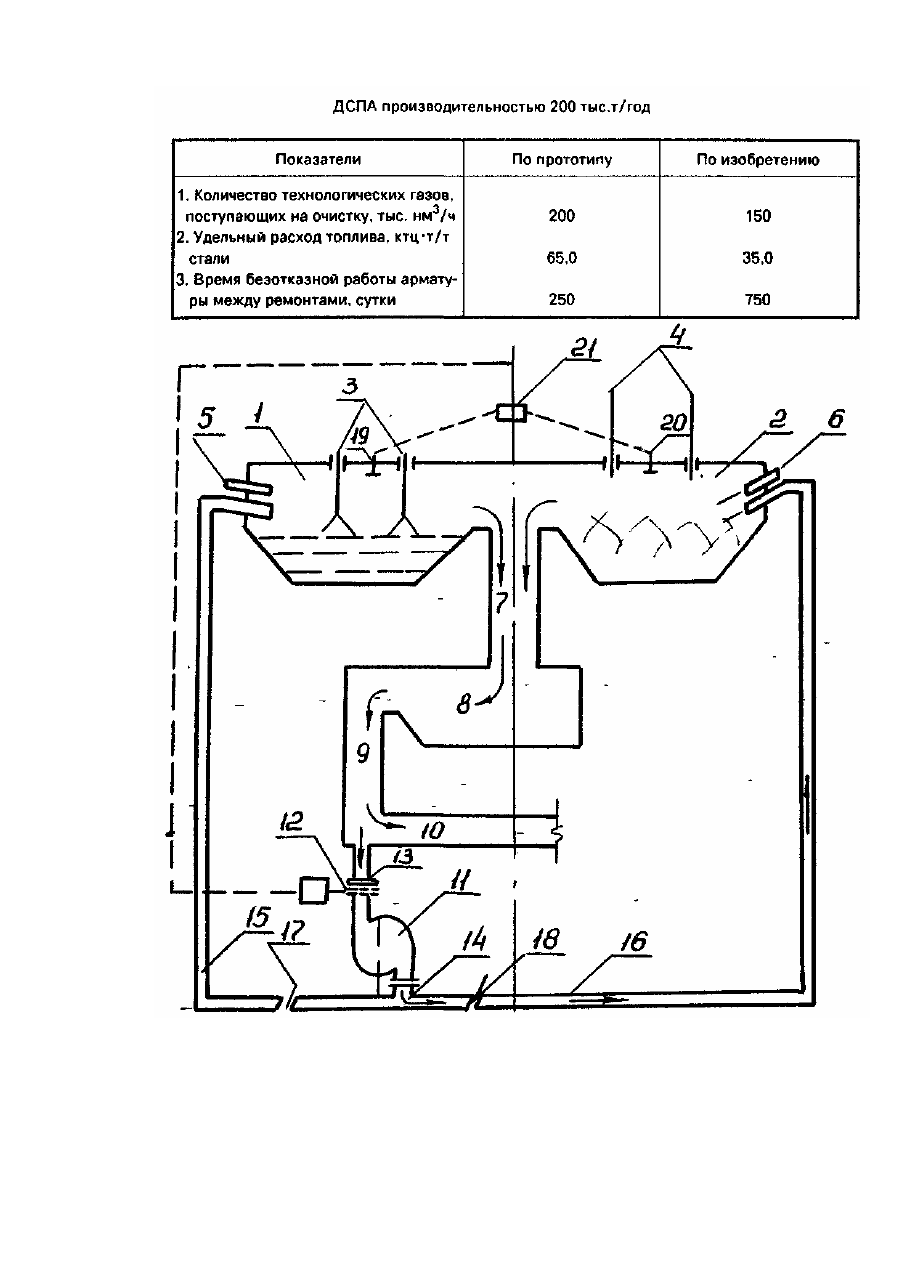
Изобретение относится к области черной металлургии, а именно к конструкции двухванного сталеплавильного агрегата (ДСПА). Известен подовый сталеплавильный агрегат, содержащий плавильные ванны, соединенные между собой сужающимся каналом, вертикальный канал со шлаковиком, расположенным между ваннами и присоединенным к сужающемуся каналу, инжектирующие и торцовые горелки, соединенные с ними трубопроводы для подачи газа и устройство регулирования аэродинамического сопротивления [1]. В каждой ванне автономно производится процесс выплавки стали, включающий нагрев шихты и продувку ванны кислородом, смещенные по времени между ваннами на половину периода, так что загрузка шихты в каждую ванну и выгр узка из них готового металла производится поочередно с равными промежутками времени в едином производственном цикле. Поскольку процесс нагрева шихты сопровождается нагревом дымовых газов в значительно меньшем количестве, чем при продувке ванны кислородом, то в течение всей работы сталеплавильного агрегата из обеих ванн через вертикальный канал отводится усредненное количество дымовых газов, что существенно снижает нагрузку на дымоотводящий тракт, в том числе на газоочистку. Наряду с указанным преимуществом известный сталеплавильный агрегат имеет существенный недостаток - трудности с управлением гидравлическим режимом в каждой из ванн, в периоды, когда количество образующи хся в них газов отличается более чем на 1 /3 при едином источнике эвакуации газов из них - дымососе. При обеспечении полной эвакуации запыленных газов из продуваемой ванны, что является неприменным экологическим требованием, в отапливаемой ванне создается пониженное давление, побуждающее в значительные подсосы в нее атмосферного воздуха через зазоры в рабочих окнах. Последнее вызывает ухудшение тепловых характеристик процесса плавки и приводит к повышению потребного расхода топлива для достижения оптимальных тепловых параметров процесса. Наиболее близким по технической сущности является двухванная сталеплавильная печь [2], содержащая две ванны, оснащенные фурмами для продувки металла кислородом с вертикальными каналами и шлаковиком, дымослад, боров и устройство для регулирорания гидравлического режима в ваннах, выполненное в виде нагнетающего воздух вентилятора с коллектором, имеющем сопла, встроенные в кладку стенок вертикальных дымоспадов. Регулирование давления в каждой из ванн производится за· счет изменения расхода воздуха, нагнетаемого в дымоспад. струей которого эжек-тируют дымовые газы из вертикального дымоспадэ в боров, повышая при этом разрежение последовательно в вертикальном дымоспаде, шлаковике, вертикальном канале и ваннах. К недостаткам известного технического решения относится то, что подача атмосферного воздуха в тракт для регулирования гидравлического режима в печи приводит к увеличению объема отводимых на газоочистку дымовых газов, что обуславливает ряд отрицательных эффектов. Для эвакуации увеличенных объемов дымовых газов потребуются дополнительные энергозатраты на их транспортировку и очистку. Кроме того, при увеличении объемов эвакуируемых газов возрастает скорость потока в газоотводящем тракте, что приводит к снижению эффективности теплообменных процессов в котле-утилизаторе и, как следствие, потерям вторичных энергоресурсов. Увеличение количества газов при ограниченной пропускной способности тракта вообще может привести к эффекту обратному тому, который достигают за счет эжектироваия потока дымовых газов - повышению давления в ванне, т.к. увеличение количества дыма снижает возможности дымососа более интенсивно, чем их усиливает эжектор. Повышение давления в ваннах агрегата приводит к выбиванию из них дымовых газов в атмосферу цеха. Отрицательным эффектом использования известного решения является также то, что дожигание монооксида углерода в дымовых газах при подаче воздуха в дымоспад будет происходить в борове в зоне действия регулирующих устройств - эжектора и запорной арматуры - что приведет к быстрому износу того и другого. Все перечисленные недостатки и объясняют то, что известное техническое решение не нашло практического применения в условиях производства. Технической задачей изобретения является повышение эффективности регулирования гидравличнеского режима в ваннах двухванного сталеплавильного агрегата (ДСПА), которая выражается в обеспечении возможности создания оптимального для периода плавки давления в них без увеличения объемов отводимых технологических газов, увеличение теплотехнической эффективности процесса плавки и повышении эксплуатационной надежности средств регулирования. Поставленная задача достигается тем, что в двухванном сталеплавильном агрегате, включающем две ванны, оснащенные фурмами для продувки жидкого металла кислородом с вертикальным каналом и шлаковиком, дымоспад, боров и устройство для регулирования гидравлического режима в ваннах, включающее вентилятор дутья с дроссельным клапаном и соединяющие его с агрегатом газоходы с отсечными клапанами, согласно изобретению всасывающий патрубок вентилятора соединен газоходом с боровом, а нагнетающий - через клапаны двумя газоходами с торцами ванн, при этом устройство для регулирования гидравлического режима в ваннах дополнительно включает датчики давления, установленные в подсводовом пространстве в каждой из ванн и подключенный к ним электронный блок сравнения сигналов, выход которого электрически связан с приводом дроссельного клапана вентилятора. Использование для регулирования давления в ваннах агрегата рециркулируемых газов позволит, в отличие от прототипа, осуществлять этот процесс без увеличения объемов отводимых на очистку технологических газов. В результате обеспечивается возможность экономии энергозатрат на транспортировку и очистку последних. Одновременно, при подаче горячих дымовых газов в нагреваемую ванну, повышаются теплотехнические показатели работы агрегата за счет утилизации их тепла и, тем самым, экономии потребного расхода топлива на плавку. Этому же эффекту способствуе т уменьшение подсосов холодного атмосферного воздуха в рабочее пространство ванн ввиду несбалансированности гидравлического режима. Наряду с этим достигается улучшение экологических параметров агрегата за счет снижения количества неорганизованных выбросов, т.к. объемы отводимых газов не превышают расчетные и тягодутьевые возможности дымососа не перегружены. В заявляемом устройстве улучшены условия эксплуатации элементов системы регулирования путем выведения их из термонапряженной зоны дожигания монооксида углерода (дожигание монооксида углерода происходит по тракту выше зоны подключения нагнетающего вентилятора за счет кислорода, содержащегося в те хнологических газах). Сущность заявляемого изобретения поясняется графическими материалами, где на чертеже показана принципиальная схема конструкции заявляемого двухванного сталеплавильного агрегата. Агрегат состоит из плавильных ванн 1 и 2, оснащенных сводовыми фурмами для продувки жидкого металла кислородом 3 и 4, топливо-кислородными горелками 5 и 6 для нагрева скрапа. Ванны 1 и 2 соединены надперевальным пространством, переходящим в вертикальный канал 7, а затем в шлаковик 8, который в свою очередь соединен дымоспадом 9 с боровом 10, отводящим газы в котел-утилизатор и газоочистку (на чер-теже не показаны). Агрегат снабжен устройством для регулирования гидравлического режима в ваннах 1 и 2, включающим вентилятор горячего дутья 11 с регулирующим дроссельным клапаном 12 с электроприводом. Всасывающий патрубок вентилятора 11 соединен через дроссельный клапан 12 газоходом 13 с боровом 10, а нагнетающий патрубок - через газоходы 14, 15 и 16 с клапанами 17 и 18 - с торцами плавильных ванн 1 и 2 соответственно. В подсврдовом пространстве ванн 1 и 2 установлены датчики давления 19 и 20, которые подключены к электронному блоку сравнения сигналов 21, в котором с помощью известных средств, например, соответствующим образом подключенных мостов, производится сравнение сигналов с получением на выходе блока сигнала, эквивалентного разности. Выход блока сравнения сигналов 21 электрически связан с приводом дроссельного клапана 12. ДСПА работает следующим образом. В ванне 1 производится продувка жидкого металла кислородом через фурмы 3. При этом топливокислородная горелка 5 отключена, а газоход 15 перекрыт клапаном 17. Одновременно в ванне 2 производится нагрев скрапа топливо-кислородной горелкой 6 при отключенных кислородных фурмах 4. Сюда же из борова 10 с помощью вентилятора 11 через газоходы 14 и 16 при отключенном клапане 18 подаются горячие дымовые газы в количестве пропорциональном величине выходного сигнала блока сравнения 21, подаваемого на дроссельный клапан 12. Первичные датчики давления 19 и 20 регистрируют соответственно давление P1 и Р2 в подсводовом пространстве ванн 1 и 2, значения величин которого является первичным импульсом для регулирования рециркуляцией технологических газов, компенсирующий разницу в интенсивности газообразования между ваннами 1 и 2. Дымовые газы из обеих ванн 1 и 2, примерно в равных количествах, смешиваются в надперевальном пространстве и через вертикальный канал 7, шлаковик 8, дымоспад 9 и общий боров 10 отводят на очистку. После завершения процесса плавки в ванне 1 и выпуска металла из нее ванны 1 и 2 меняются функциями. Одновременно закрывается отсечной клапан 18 на трубопроводе 16 и открывается клапан 17 на трубопроводе 15 и рециркуляционные газы в регулируемом по аналогичной схеме объеме поступают в ванну 1. Подача в ванну с нагреваемой шихтой горячих дымовых газов в количестве, уравновешивающем образование газов в двух ваннах, позволяет поддерживать в них одинаковый гидравлический режим и за счет этого обеспечить оптимальный режим эвакуации газов из обеих ванн с минимальными выбросами в атмосферу вредных веществ из продуваемой ванны и подсосами атмосферного воздуха в нагреваемую ванну. Одновременно с этим улучшаются теплотехнические параметры процесса выплавки стали в ДСПА заявляемой конструкции и повышается эксплуатационная надежность его конструктивных элементов. Данные, подтверждающие эффективность заявляемого ДСПА по сравнению с прототипом приведены в таблице.
ДивитисяДодаткова інформація
Назва патенту англійськоюTwo-bath steel-melting unit
Автори англійськоюMironov Yevhen Kostiantynovych, Loktionov Petro Yakovych, Rybinov Volodymyr Artemiovych, Kuschenko Oleksandr Ivanovych, Demidova Valentyna Yegorivna, Dviroadkin Borys Oleksandrovych
Назва патенту російськоюДвухванный сталеплавильный агрегат
Автори російськоюМиронов Евгений Константинович, Локтионов Петр Яковлевич, Рубинов Владимир Артемьевич, Кущенко Александр Иванович, Демидова Валентина Егоровна, Дворядкин Борис Александрович
МПК / Мітки
Мітки: агрегат, сталеплавильний, двованний
Код посилання
<a href="https://ua.patents.su/3-24093-dvovannijj-staleplavilnijj-agregat.html" target="_blank" rel="follow" title="База патентів України">Двованний сталеплавильний агрегат</a>
Двованний сталеплавильний агрегат
Номер патенту: 24092
Опубліковано: 31.08.1998
Автори: Дворядкін Борис Олександрович, Локтіонов Петро Якович, Рижанський Арнольд Зіновійович, Міронов Євген Костянтинович, Кущенко Олександр Іванович, Рибінов Володимир Артемійович, Нотич Анатолій Григорович
Мітки: сталеплавильний, двованний, агрегат
Формула / Реферат:
Двухванный сталеплавильный агрегат, включающий две автономные ванны с общим сводом, соединенные между собой и центральным вертикальным каналом через перевалочные окна, при этом соединительный канал между ваннами разделен вертикальной перегородкой, отличающийся тем, что вертикальная перегородка в соединительном канале установлена перпендикулярно продольной оси агрегата по ширине вертикального канала в его осевой плоскости, при этом верхний...
Двованний сталеплавильний агрегат
Номер патенту: 19461
Опубліковано: 25.12.1997
Автори: Міронов Євген Костянтинович, Ровенський Олександр Іванович, Скороход Микола Михайлович, Капусник Ігор Вадимович, Рибінов Володимир Артемієвич, Токмаков Михайло Костянтинович
МПК: F27B 3/00
Мітки: двованний, агрегат, сталеплавильний
Формула / Реферат:
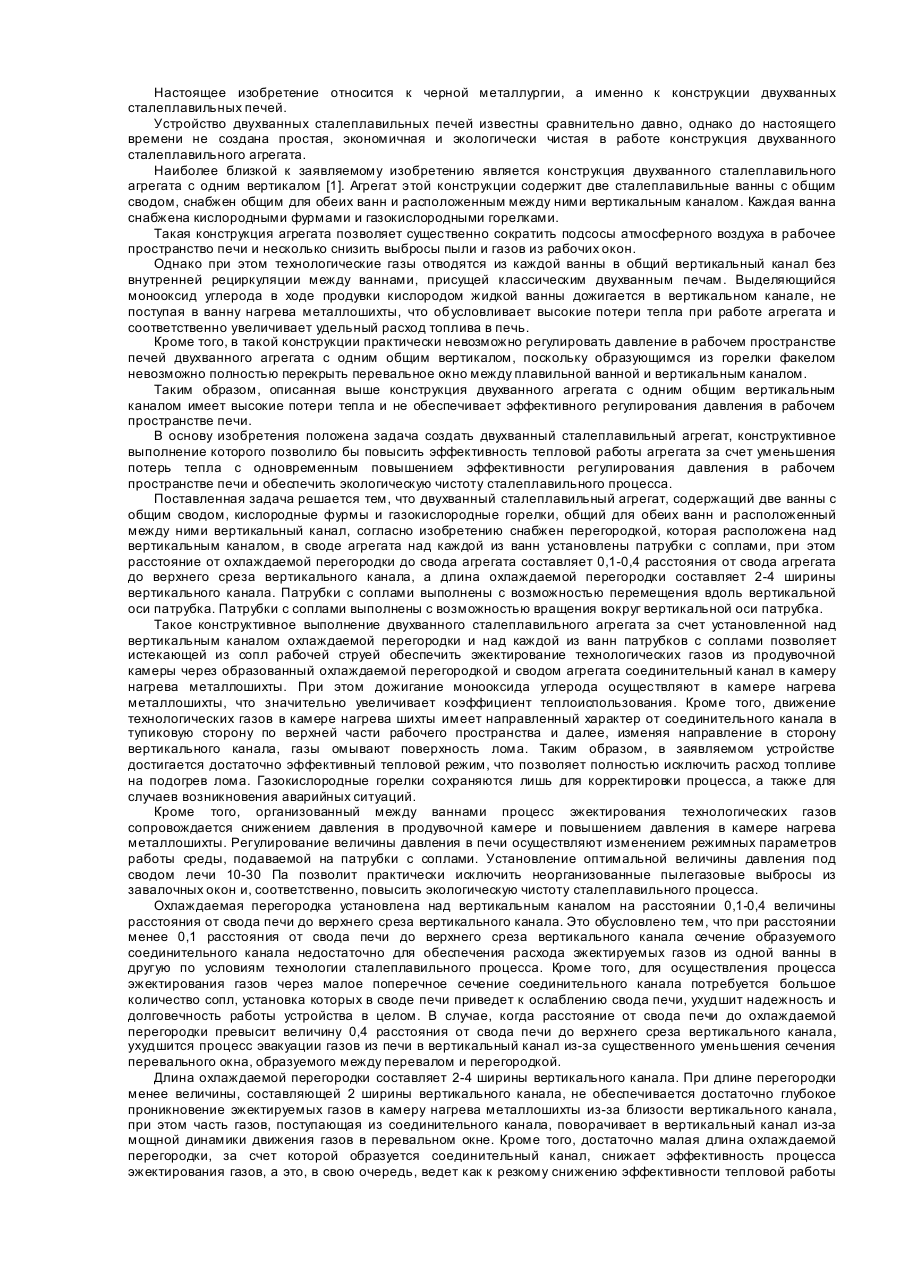
1. Двухванный сталеплавильный агрегат, содержащий две ванны с общим сводом, кислородные фурмы и газокислородные горелки, общий для обеих ванн и расположенный между ними вертикальный канал, отличающийся тем, что агрегат снабжен охлаждаемой перегородкой, которая расположена над вертикальным каналом, в своде агрегата над каждой из ванн установлены патрубки с соплами, при этом расстояние от охлаждаемой перегородки до свода агрегата составляет...
Подовий сталеплавильний агрегат
Номер патенту: 138
Опубліковано: 30.04.1993
Автори: Петров Олександр Володимирович, Скороход Микола Михайлович, Фролов Артур Володимирович, Соломін Геннадій Васильович, Дворядкін Борис Олександрович, Жердєв Олександр Сергійович, Дорофєєв Володимир Миколайович, Фролов Володимир Миколайович
МПК: F27B 3/20
Мітки: подовий, агрегат, сталеплавильний
Текст:
...давление, и ванна I защищается от выбросов пыли и газа в период интенсивной продувки расплава кислородом, кроме того, в рабочее пространство печи J с завалочных окон 19 в этот период подсасывается определенное количество воздуха, необходимое для дожигания окиси углерода в газоотводящем тракте агрегата. Расположение поперечно ваннам над перевалами г)\урм позволяет осуирствить независимое друг от друга регулирование давлений в рабочих...
Сталеплавильний агрегат
Номер патенту: 1896
Опубліковано: 20.12.1994
Автори: Гребєнюков Анатолій Васильович, Соломін Геннадій Васильович, Сапов Володимир Федірович, Локтіонов Петро Якович, Свінолобов Микола Петрович, Розанов Станіслав Миколайович, Кущенко Олександр Іванович, Філонов Олег Васильович, Петров Олександр Володимирович, Дворядкін Борис Олександрович, Поживанов Олександр Михайлович, Возний Микола Миколайович
МПК: F27B 3/26
Мітки: сталеплавильний, агрегат
Формула / Реферат:
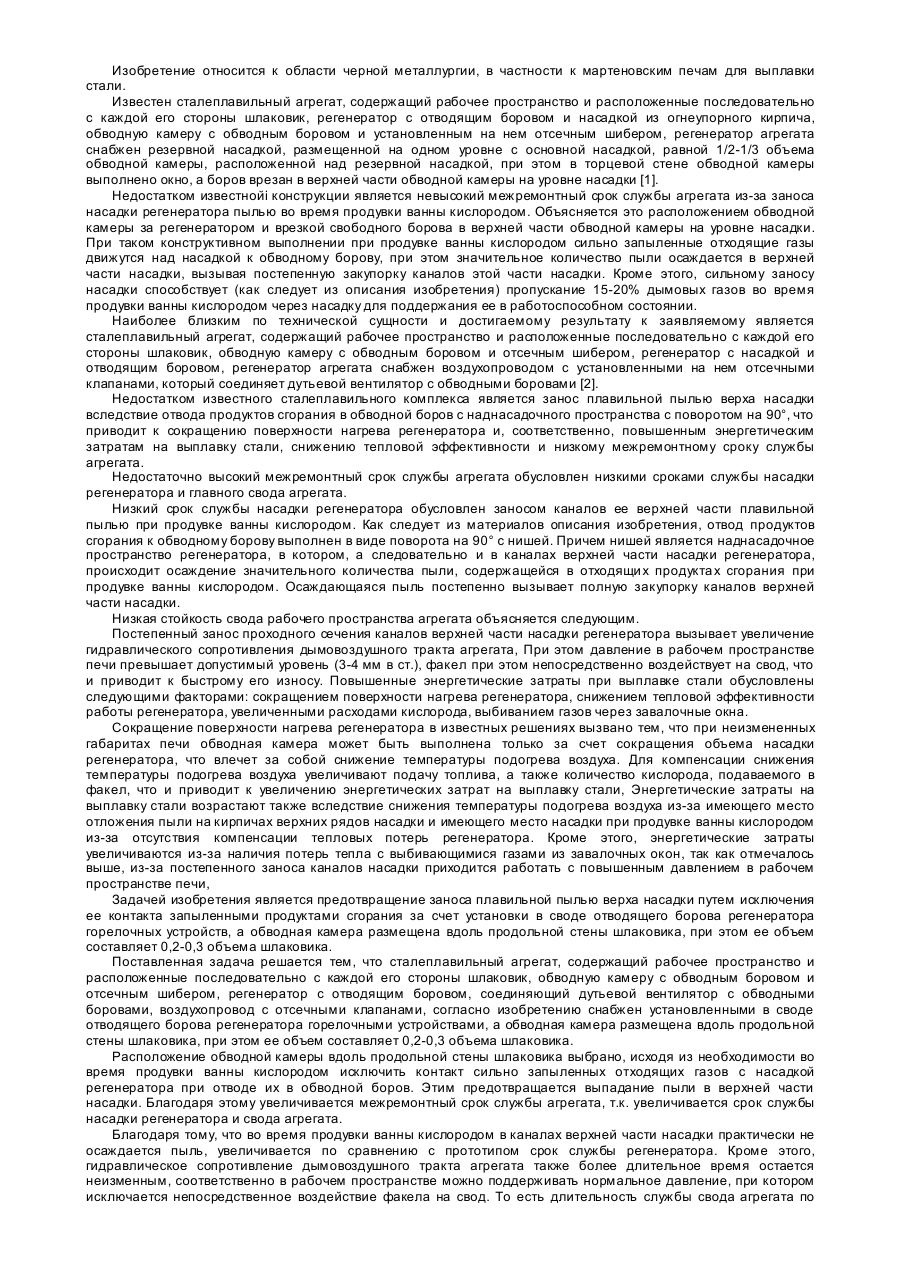
Сталеплавильный агрегат, содержащий рабочее пространство и расположенные последовательно с каждой его стороны шлаковик, обводную камеру с обводным боровом и отсечным шибером, регенератор с отводящим боровом, соединяющий дутьевой вентилятор с обводными боровами, воздухопровод с отсечными клапанами, отличающийся тем, что он снабжен установленными в своде отводящего борова регенератора горелочными устройствами, а обводная камера размещена вдоль...
Спосіб виплавки сталі і сталеплавильний агрегат в.м.ломакіна для впровадження способу, а також совок для завантажування в агрегат металевого лому та ківш для заливки в агрегат рідкого чавуну
Номер патенту: 9024
Опубліковано: 30.09.1996
Автор: Ломакін Володимир Максимович
МПК: F27B 3/00, F27D 3/14, F27D 3/00
Мітки: металевого, сталеплавильний, чавуну, способу, впровадження, сталі, ківш, совок, виплавки, рідкого, спосіб, також, лому, в.м.ломакіна, заливки, агрегат, завантажування
Формула / Реферат:
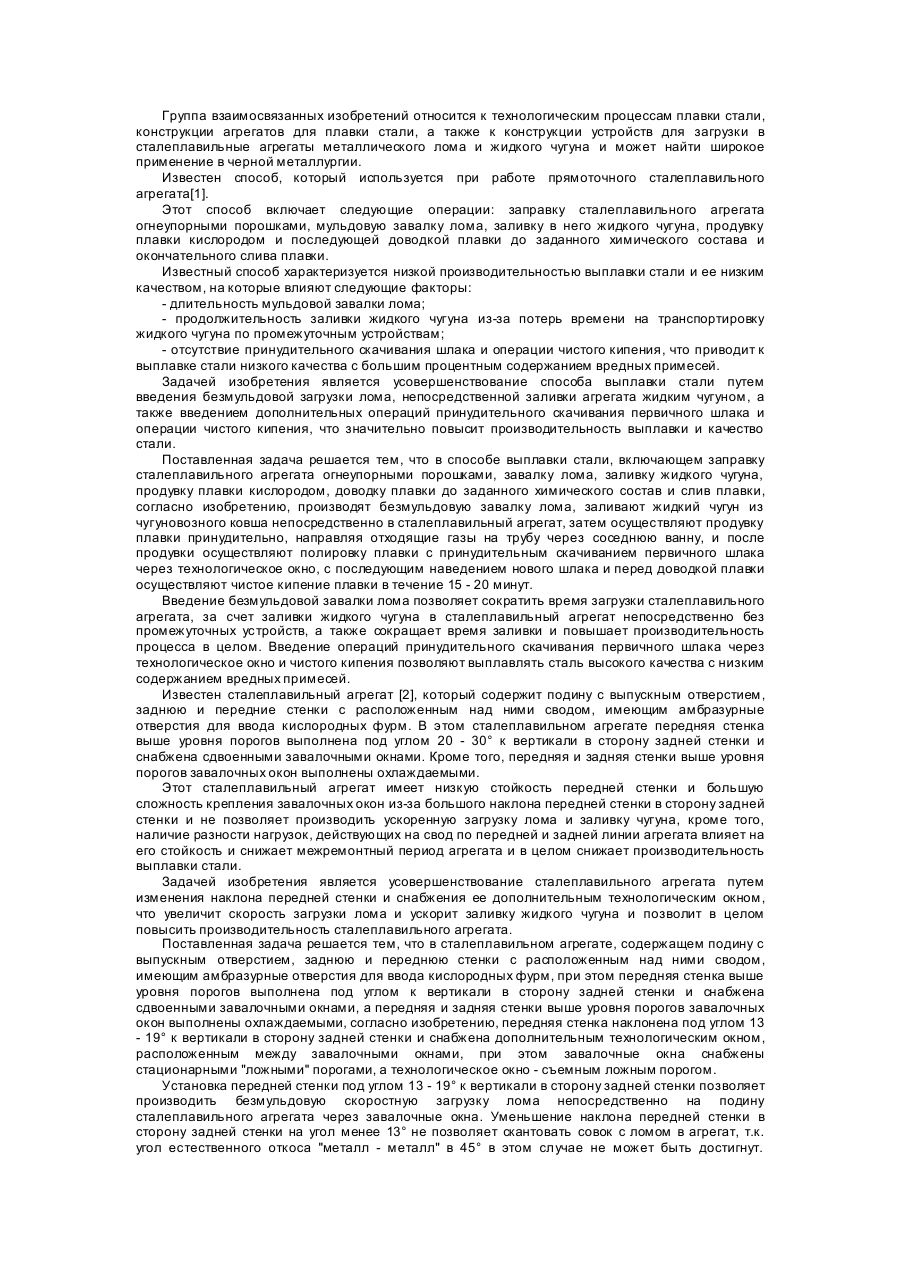
1. Способ выплавки стали, включающий.заправку сталеплавильного агрегата огнеупорными порошками, завалку лома, заливку жидкого чугуна, продувку плавки кислородом, доводку плавки до заданного химического состава и слив стали, отличающийся тем, что производят безмульдо-вую завалку лома, заливают жидкий чугун из чугуновозного ковша непосредственно в сталеплавильный агрегат, затем осуществляют продувку плавки, принудительно направляя отходящие...
Попередній патент: Двованний сталеплавильний агрегат
Наступний патент: Спосіб одержання фільтрівного елемента
Випадковий патент: Спосіб підвищення якості насіння цикорію коренеплідного