Спосіб зміцнення керамічного важеля

Формула / Реферат
1. Спосіб зміцнення керамічного важеля, який включає нанесення клейового покриття, яке виготовлене з ряду термопластичних клеїв-розплавів, на внутрішню поверхню порожнини керамічного важеля, який відрізняється тим, що перед нанесенням на внутрішню поверхню порожнини керамічного важеля клейове покриття проходить термічну обробку при температурі 80-180 °С, причому після нанесення клею-розплаву він утворює шар завтовшки 0,5-3 мм.
2. Спосіб зміцнення керамічного важеля за п. 1, який відрізняється тим, що керамічний важіль, порожнина якого заповнена розплавленим клеєм-розплавом, витримують у такому стані протягом 10-30 сек., при температурі навколишнього середовища 16-26 °С.
3. Спосіб зміцнення керамічного важеля за п. 1, який відрізняється тим, що після зливу рідких залишків клею-розплаву керамічний важіль остигає протягом 5-20 хвилин.
Текст
Корисна модель відноситься до способу зміцнення керамічних виробів, які використовуються в харчовій промисловості. Відоме використовування керамічних виробів в різних областях харчової промисловості, як для виготовлення керамічної тари, так і для виготовлення різних керамічних пристосувань. Дане технічне рішення удосконалить спосіб зміцнення керамічного важеля, який використовується на пристроях при розливі рідких напоїв, наприклад пива. Пристрій для розливу пива містить декілька спеціальних вузлів, які повинні забезпечити подачу рідини, а також забезпечити можливість тимчасового зберігання. При розливі пива, як правило, використовують спеціальні механічні крани, які мають важіль, призначений для відкриття або закриття такого крана. Важіль крана може бути виготовлений з різних матеріалів, які дозволяється застосовувати в харчовій промисловості. Запропонований спосіб дозволяє зміцнити важіль, який виготовлений з керамічного матеріалу. Кераміка є міцним, але крихким матеріалом, а при механічній роботі важеля, можливо зовнішня механічна дія на нього, наприклад випадковий удар, яке приводить до утворення тріщин і сколовши. Після утворення механічних пошкоджень, можливі випадки, коли частинки керамічного важеля (великі або маленькі) відділяються від керамічної підстави і можуть або потрапити в пиво, або порізати руку працівника. Використовування керамічних виробів, наприклад в радіопромисловості відомо давно і, звичайно ж, відомі деякі способи зміцнення виробів з кераміки. Вироби з кераміки або інших матеріалів, які застосовуються в радіотехніці дуже часто зміцнюють за допомогою різних клеїв. Наприклад, [відомий «Керамічний резистивний елемент і спосіб його виготовлення», патент РФ №2211496 від 27.08.2003]. Винахід відноситься до електро- і радіотехніки і може бути використаний в автомобілебудуванні для виробництва дротяних резисторів. Керамічний резистивний елемент конструктивно є монолітним з'єднанням металу в кераміці, одержуваного сумісним високотемпературним випаленням без розтріскування кераміки. Метал резистора з привареними струмовідводами служить базовою підставою, на якій виконано два шари ізоляції з кераміки. Перший з них у вигляді покриття з композиційного матеріалу на основі кераміки та/або скла, та/або склоцементу, та/або неорганічного клею-цементу. Другий шар виконаний у вигляді керамічного корпусу, що визначає габарити і зовнішню конфігурацію виробу. Іншим варіантом виконання корисної моделі є виконання другого шару у вигляді металевої місткості з розміщеним в ній металевою базовою підставою з покриттям, виконаним з кераміки, та/або скла, та/або склоцементу, та/або неорганічного клею-цементу, має товщину і конфігурацію в габаритах порожнини металевої місткості. Спосіб виготовлення передбачає формування другого керамічного шару, наприклад, методом гарячого литва під тиском. При цьому після нанесення першого шару на метал і подальшої сушки підігрівши з одночасним змочуванням в розплаві термопластичного компаунда, що складається з тих же компонентів, що і термопластичний шлікер другого шару. Подальшу сумісну термообробку виконують при температурі, що перевищує температуру повного випалювання органічної зв'язки без обов'язкового повного спекания кераміки. Технічним результатом є ефективність тепловіддачі резистора, високий ступінь термічної і електричної безпеки при його експлуатації і економічність у виробництві. Крім цього, [відомий «Спосіб просочення декоративного паперу», патент РФ №2226578 від 10.04.2004], згідно якому, при виробництві декоративного паперу, призначеного для виготовлення зносостійкого шаруватого напільного матеріалу. Декоративний папір спочатку зволожують шляхом просочення аміно смолою. Кількість смоли регулюють за допомогою валів дозувань. Потім на зволожений декоративний папір наносять розпиленістю шар з аміно смоли в дисперсії, що містить абразивну речовину. При цьому перед нанесенням шару розпиленістю здійснюють постійну циркуляцію дисперсії для запобігання осадження абразивної речовини. Дисперсія містить аміно смолу, абразивні речовини, силановий клей, речовину для додання текучості, засіб, який змочує, розділовий засіб і аміновий затверджувач. Як абразивну речовину використовують карбід кремнію або оксид алюмінію у вигляді корунду або розплаву з розміром частинок 60-160мкм. Технічним результатом є підвищення зносостійкості декоративного шаруватого напільного матеріалу. Не дивлячись на те, що в запропонованому способі матеріал, який зміцнюється, не є крихким, ми вважаємо, що в запропонованому способі був використаний принцип зміцнення не міцного матеріалу, наприклад паперу, за допомогою нанесення шару, який його зміцнює, з ряду термопластичних клеїв-розплавів. Тому для зміцнення такого виду виробів, як керамічний важіль, пропонується використовувати спеціальний клей, який виготовлений з ряду термопластичних клеїв-розплавів і нанесений на внутрішню поверхню порожнини керамічного важеля. Клеї-розплави, які використовуються для створення спеціального покриття на внутрішній порожнині керамічного важеля, виготовлені на основі синтетичного каучуку. До складу клею-розплаву, що використовується, згідно Технічних умов [ТУ У 24.6-31610030-008:2005], входять наступні основні компоненти: синтетичний каучук, каніфоль, масло вазелінове, віск. Відомо, що клеї-розплави мають добру адгезію до металів, пластмас, кераміки, деревини, шкіри, тканин і ін. Клейові з'єднання стійкі до механічних навантажень (у тому числі до віддиру і удару), а також до дії палив, масел, цвілевих грибків. Теплостійкість більшості з'єднань знаходиться в інтервалі 80-100°С, а в окремих випадках, в інтервалі - до 125-150°С. Клеї-розплави використовують в машинному приладобудуванні, у виробництві тари і упаковки, а також в поліграфії і деревообробці. Таким же чином, для зміцнення металопластикових стрічок використовують термопластичні клеї, [патент РФ №2290314 від 27.12.2006, «Спосіб і пристрій для виготовлення метало пластикової стрічки»], згідно якому спосіб включає стадії очищення, попередньої хімічної обробки обчищеної металевої стрічки, сушки металевої стрічки і подачі металевої і пластмасової стрічок на притискні валяння. В процесі очищення і попередньої обробки металевої стрічки як засіб для очищення і для утворення єдиного шару неметалічного хімічного покриття використовують перхлоретилен, в розчин якого занурюють металеву стрічку. Після цього її переміщають в зону нагріву до 35°С. Як шар, який зв'язує, на верхню поверхню металевої стрічки наносять стимулятор склеювання праймер. Потім металеву стрічку нагрівають до 50°С , перед з'єднанням її з пластмасовою стрічкою, на яку наносять з боку з'єднання нагрітий до температури плавлення поліуретановий клей-розплав. При цьому для забезпечення кращої адгезії між металевою і пластмасовою стрічками, що сполучаються, остання виконується ширше металевій. Після з'єднання металопластикову стрічку обрізують по ширині металевої стрічки. Описаний також пристрій для здійснення способу. Винахід дозволяє одержувати металопластикові стрічки, здатні витримувати важке формування труб з внутрішнім фальцевим швом без відшаровування полімерного покриття за рахунок підвищення міцності з'єднання металевої і пластмасової стрічок при спрощенні технологічного процесу і устаткування. Найближчим до технічного рішення, що заявляється, є [заявка США №20050139619 від 30.06.2005], в якій заявник пропонує важіль для розподілу напоїв, який виконаний з фарфору або кераміки, заздалегідь заповнити піною, переважно на основі пінополіуретану, яка після затвердіння утворює усередині важеля форму цього важеля, яка у свою чергу укріплює корпус важеля зсередини і виконує роль накопичувача можливих дрібних осколків для матеріалу, з якого виготовлений корпус важеля. Відомо, що пінополіуретан є матеріалом теплоізоляції і відноситься до різновиду пенопластів, який може бути жорстким або еластичним. При рішенні близької по своєму призначенню задачі, заявник, описаного вище за рішення, пропонує використовувати матеріал, який є не сумісним з харчовими продуктами. Оскільки запропонований в даній заявці спосіб, пропонується для виготовлення пристроїв, які у свою чергу використовуються для розливу пива, то використовування такого матеріалу як пінополіуретан, може пошкодити здоров'ю споживачів. Відомо, що пиво постійно знаходиться в стані незавершеної хімічної реакції, іменованої як процес спиртного бродіння сусла з ячмінного солоду, тобто фактично використовування пінополіуретану відбувається в активному середовищі. В [матеріалах заявки №20050139619 від 30.06.2005] не приводяться дослідження, які обґрунтовують поєднання при використанні у харчовій промисловості, а саме у тій частині харчової промислової галузі, де харчові продукти взаємодіють з технологічними матеріалами, які виготовлені на основі пінополіуретану. Вважаємо, що використання таких матеріалів, як пенополіуретан є не тільки шкідливим, а й небезпечним для здоров’я споживачів. Вважаємо, що використання таких матеріалів повинно бути забезпечено необхідним санітарним дозволом. Для зміцнення керамічного важеля, пропонується використовувати спеціальне клейове покриття, яке виготовлене з ряду термопластичних клеїв-розплавів і нанесене на внутрішню поверхню порожнини керамічного важеля. В основу технічного рішення поставлена задача удосконалення способу зміцнення керамічного важеля, який включає нанесення клейового покриття, виготовленого з ряду термопластичних клеїв-розплавів, на внутрішню поверхню порожнини керамічного важеля, відповідно до якої, перед нанесенням на внутрішню поверхню порожнини керамічного важеля, клейове покриття проходить термічну обробку при температурі 80-180°С , а після нанесення його на внутрішню поверхню порожнини керамічного важеля утворює шар завтовшки 0,5-3мм. Крім цього, керамічний важіль, порожнина якого заповнена розплавленим клейовим покриттям, витримують протягом 10-30 секунд при температурі 16-26°С, а після зливу рідких залишків клейового покриття, керамічний важіль остигає протягом 5-20 хвилин. Як правило, клейове покриття, яке виготовлене з ряду термопластичних клеїв-розплавів, виробляється на основі синтетичного каучуку. Оскільки внутрішня поверхня керамічного важеля має пористу поверхню, то за рахунок утворення адгезійного зв'язку клейової плівки з клею-розплаву і внутрішньої поверхні керамічного важеля збільшиться міцність клейового покриття. Міцність клейового покриття залежить від адгезії клею-розплаву до внутрішньої пористої поверхні керамічного важеля, а також когезії клейової плівки і властивостей матеріалу. В нашому випадку даним матеріалом є кераміка. Температурні і тимчасові режими, які запропоновані в способі зміцнення керамічного важеля, сприяють утворенню оптимального розміру шару клейового покриття, режими способу, які відображають витримку клейового покриття, сприяють отриманню якісних показників покриття: пластичності, міцності і ін., що у результаті є найважливішою технологічною задачею всього процесу виготовлення виробу. За рахунок доброго змочування клеєм поверхні, відбувається заливка рідкого клею у всередину керамічного важеля. При цьому забезпечується максимальна площа поверхні покриття. При цьому не вимагається спеціальної обробки внутрішньої поверхні (механічного очищення, обезжирення, шероховки і т.п.). Утворення клейового покриття відбувається в результаті охолоджування шару клею нижче за температуру плавлення його основних компонентів. Оскільки отримана в результаті клейового покриття плівка володіє достатньо високою температурою плавлення, яка ніколи не може виникнути при штатній експлуатації керамічного важеля, то, на думку автора, запропоноване технічне рішення цілком придатне для використовування в пристроях, які використовуються в харчовій промисловості, а саме на пристроях при розливі рідких напоїв, наприклад пива. Пристрій містить: керамічна підстава, клейове покриття. Спосіб здійснюється таким чином. Для обволікання важеля використовується рідкий терморозплав, розігрітий до температури 120 градусів. При цьому його наносять на внутрішню поверхню важеля (на черепок, не покритий глазур'ю). Для цього порожнистий важіль наповнюють на весь об'єм рідким клеєм і витримують 15 секунд. За цей час стінки важеля покриваються потрібним шаром терморозсплаву (1,5мм), а надлишки клею зливаються назад в робочу місткість. Клей знаходить свої стійкі терпкі властивості відразу після охолодження (10мін). Надлишки клею (нитка від зливу клею) віддаляються розчинником. Наступним етапом до нижньої частини ручки за допомогою епоксидної смоли кріпиться втулка, що має внутрішнє різьблення 3/8 дюйма. За допомогою втулки ручка накручується на кран, що має зовнішнє різьблення аналогічного діаметра. Відповідно до заявлених параметрів термічної обробки, витримки, температури охолодження і часу охолодження використовують наступні приклади. Приклад здійснення способу №1. Термопластичний клей-розплав розігрівається до температури 110°С Керамічна ручка заповнюється розплавом повністю і витримується протягом 20 секунд. Температура в цеху складає 18°С Після зливу надлишків розплаву, на стінках керамічної ручки утворюється шар клею, рівний 1мм. Керамічна ручка остигає протягом 10 хвилин. Приклад здійснення способу №2. Термопластичний клей-розплав розігрівається до температури 130°С. Керамічна ручка заповнюється розплавом повністю і витримується протягом 30 секунд. Температура в цеху складає 24°С Після зливу надлишків розплаву, на стінках керамічної ручки утворюється шар клею, рівний 2мм. Керамічна ручка остигає протягом 20 хвилин. Таким чином, створення за запропонованим способом клейового покриття в якому «в'язнуть» частинки керамічної підстави, сприяє зміцненню керамічної конструкції важеля і сприяє запобіганню від попадання керамічних частинок в пиво або запобіганню від випадкового поранення працівника. Запропонований спосіб по зміцненню керамічного важеля за допомогою термопластичного клею-розплаву сприяє більш тривалій і безпечній роботі даного керамічного виробу.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of strengthening ceramic lever
Автори англійськоюHumennyi Ihor Hryhorovych
Назва патенту російськоюСпособ укрепления керамического рычага
Автори російськоюГуменный Игорь Григорьевич
МПК / Мітки
МПК: B65D 83/00
Мітки: важеля, зміцнення, керамічного, спосіб
Код посилання
<a href="https://ua.patents.su/3-24114-sposib-zmicnennya-keramichnogo-vazhelya.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнення керамічного важеля</a>
Спосіб зміцнення робочих органів сільськогосподарських машин
Номер патенту: 50620
Опубліковано: 15.10.2002
Автори: Саінсус Олександр Дмитрович, Кулєшков Юрій Володимирович, Черновол Михайло Іванович, Надворний Борис Євдокимович, Аулін Віктор Васильович, Кропівний Володимир Миколайович
МПК: B22F 7/02
Мітки: сільськогосподарських, машин, робочих, спосіб, зміцнення, органів
Формула / Реферат:
1. Спосіб зміцнення робочих органів сільськогосподарських машин попереднім нанесенням порошкового матеріалу на поверхню, що наплавляється, при підборі порошків з різними властивостями зносостійкості відповідно до кривої зносу робочих поверхонь з наступним його розплавлюванням, витримкою й охолодженням, який відрізняється тим, що підбір порошків з різними властивостями зносостійкості здійснюють зміною концентрації зміцнюючої зносостійкої...
Периклазова суміш для керамічного наплавлення
Номер патенту: 15530
Опубліковано: 17.07.2006
Автор: Носков Юрій Володимирович
МПК: C04B 35/00, C04B 35/14, C04B 41/87
Мітки: суміш, периклазова, наплавлення, керамічного
Формула / Реферат:
Периклазова суміш для керамічного наплавлення, що містить вогнетривку складову частину з матеріалів на основі магнію і паливну складову частину з порошків алюмінію і кремнію, яка відрізняється тим, що вона містить як вогнетривку складову частину магнезитовий (периклазовий) порошок при наступному співвідношенні компонентів, мас. %: порошок алюмінію 1-20 порошок кремнію 1-20 ...
Спосіб обмеження насичення керамічного блока вуглецем
Номер патенту: 17609
Опубліковано: 16.10.2006
Автор: Глива Володимир Кирилович
Мітки: спосіб, керамічного, насичення, обмеження, вуглецем, блока
Формула / Реферат:
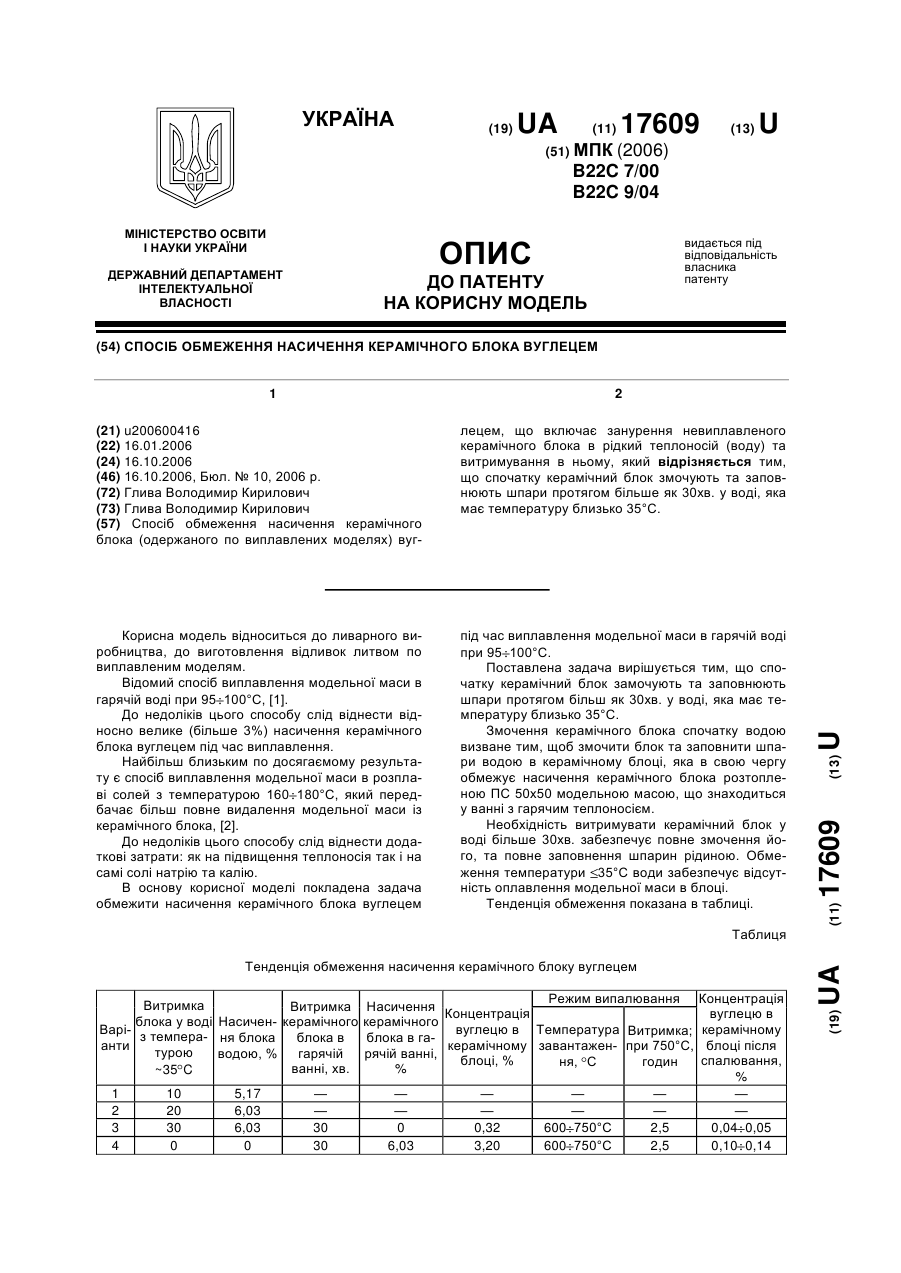
Спосіб обмеження насичення керамічного блока (одержаного по виплавлених моделях) вуглецем, що включає занурення невиплавленого керамічного блока в рідкий теплоносій (воду) та витримування в ньому, який відрізняється тим, що спочатку керамічний блок змочують та заповнюють шпари протягом більше як 30 хв. у воді, яка має температуру близько 35 °С.
Спосіб поверхневого зміцнення деталі комбінованою обробкою
Номер патенту: 42370
Опубліковано: 15.10.2001
Автори: Левшун Павло Володимирович, Кошеленко Павло Іванович
Мітки: деталі, обробкою, комбінованою, спосіб, поверхневого, зміцнення
Формула / Реферат:
Спосіб поверхневого зміцнення деталей комбінованою обробкою, який включає поверхневе зміцнення шляхом електроерозійної обробки, який відрізняється тим, що після електроерозійної обробки на поверхню деталі наноситься шар зносостійкого композиційного матеріалу.
Спосіб комбінованого зміцнення різального інструменту та деталей машин
Номер патенту: 13547
Опубліковано: 17.04.2006
Автори: Васильченко Яна Василівна, Мірошніченко Юрій Вікторович, Ковальов Віктор Дмитрійович, Нечепуренко Артем Вікторович
МПК: B23B 27/16
Мітки: різального, зміцнення, машин, інструменту, спосіб, деталей, комбінованого
Формула / Реферат:
Спосіб комбінованого зміцнення різального інструменту та деталей машин шляхом магнітно-імпульсної обробки, який відрізняється тим, що попередньо на поверхні виробів наноситься зносостійке антифрикційне покриття.
Попередній патент: Спосіб визначення стійкості картоплі до збудника раку synchytrium endobioticum (sснilb.) perc шляхом індукованої преципітації
Наступний патент: Спосіб виготовлення виробів із золобетонних сумішей
Випадковий патент: Горілка особлива "альянс"