Пристрій для вимірювання середнього діаметра круглих виробів
Номер патенту: 24054
Опубліковано: 31.08.1998
Автори: Ободан Володимир Якович, Сологуб Борис Васильович, Бердянський Юхим Натан-Анатолійович


Формула / Реферат
Устройство для измерения среднего диаметра круглых изделий, содержащее измеритель диаметра, вычислительный блок, индикатор, соединенный с выходом вычислительного блока, роликовый механизм поворота и датчик угла поворота, связанный с ним, отличающееся тем, что оно снабжено последовательно соединенными распределителем, блоком памяти и коммутатором, информационный вход распределителя соединен с измерителем диаметра, установочный - с датчиком угла поворота, выход коммутатора соединен со входом вычислительного блока, который выполнен в виде узла усреднения, элемента памяти и компаратора, вход узла усреднения соединен с первым входом компаратора, первый выход узла усреднения через элемент памяти соединен со вторым входом компаратора, выход компаратора подключен к переключающему входу узла усреднении, вход блока усреднения является входом вычислительного блока, второй выход блока усреднения - выходом вычислительного блока.
Текст
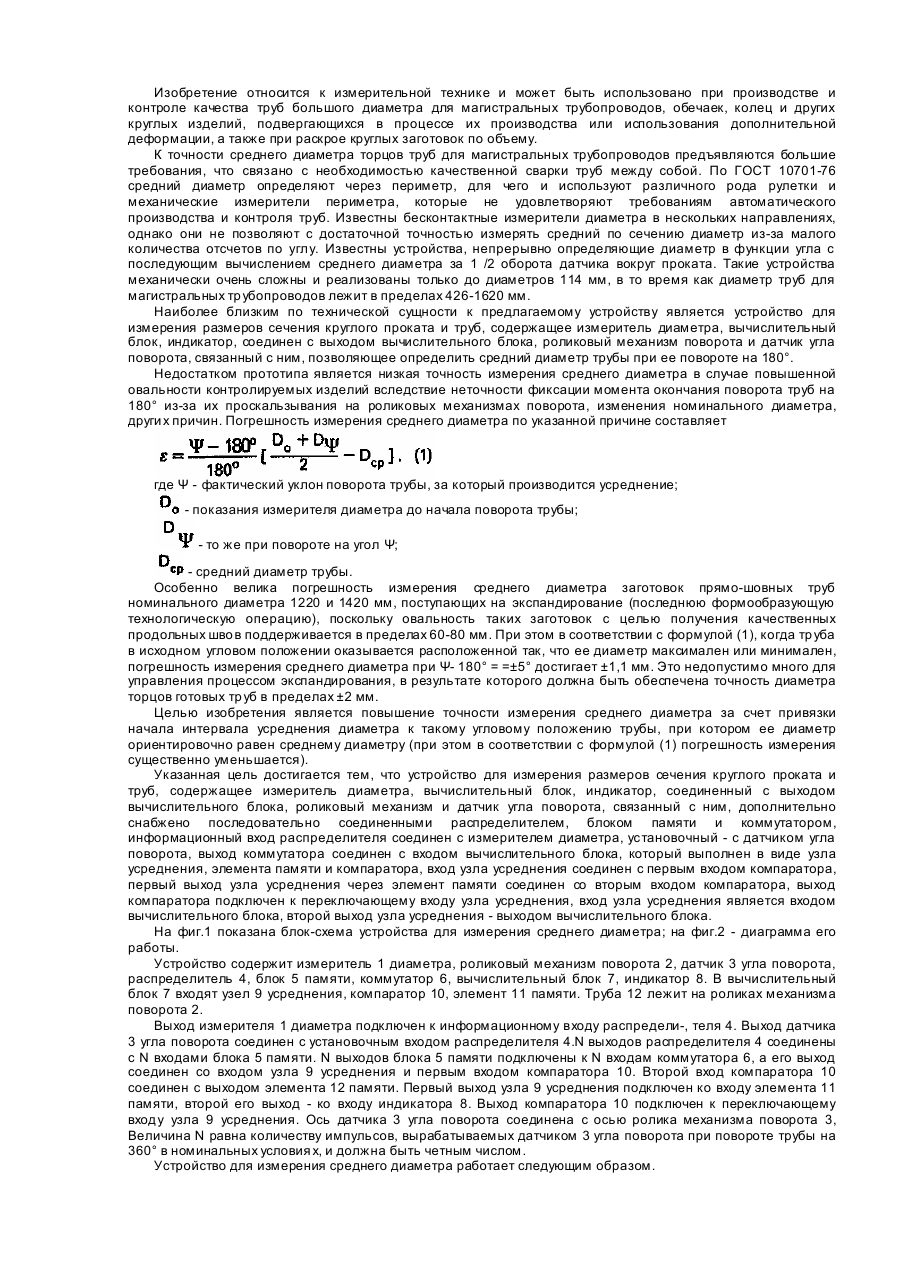
Изобретение относится к измерительной технике и может быть использовано при производстве и контроле качества труб большого диаметра для магистральных трубопроводов, обечаек, колец и других круглых изделий, подвергающихся в процессе их производства или использования дополнительной деформации, а также при раскрое круглых заготовок по объему. К точности среднего диаметра торцов труб для магистральных трубопроводов предъявляются большие требования, что связано с необходимостью качественной сварки труб между собой. По ГОСТ 10701-76 средний диаметр определяют через периметр, для чего и используют различного рода рулетки и механические измерители периметра, которые не удовлетворяют требованиям автоматического производства и контроля труб. Известны бесконтактные измерители диаметра в нескольких направлениях, однако они не позволяют с достаточной точностью измерять средний по сечению диаметр из-за малого количества отсчетов по углу. Известны устройства, непрерывно определяющие диаметр в функции угла с последующим вычислением среднего диаметра за 1 /2 оборота датчика вокруг проката. Такие устройства механически очень сложны и реализованы только до диаметров 114 мм, в то время как диаметр труб для магистральных тр убопроводов лежит в пределах 426-1620 мм. Наиболее близким по технической сущности к предлагаемому устройству является устройство для измерения размеров сечения круглого проката и труб, содержащее измеритель диаметра, вычислительный блок, индикатор, соединен с выходом вычислительного блока, роликовый механизм поворота и датчик угла поворота, связанный с ним, позволяющее определить средний диаметр трубы при ее повороте на 180°. Недостатком прототипа является низкая точность измерения среднего диаметра в случае повышенной овальности контролируемых изделий вследствие неточности фиксации момента окончания поворота труб на 180° из-за их проскальзывания на роликовых механизмах поворота, изменения номинального диаметра, други х причин. Погрешность измерения среднего диаметра по указанной причине составляет где Ψ - фактический уклон поворота трубы, за который производится усреднение; - показания измерителя диаметра до начала поворота трубы; - то же при повороте на угол Ψ; - средний диаметр трубы. Особенно велика погрешность измерения среднего диаметра заготовок прямо-шовных труб номинального диаметра 1220 и 1420 мм, поступающих на экспандирование (последнюю формообразующую технологическую операцию), поскольку овальность таких заготовок с целью получения качественных продольных шво в поддерживается в пределах 60-80 мм. При этом в соответствии с формулой (1), когда тр уба в исходном угловом положении оказывается расположенной так, что ее диаметр максимален или минимален, погрешность измерения среднего диаметра при Ψ- 180° = =±5° достигает ±1,1 мм. Это недопустимо много для управления процессом экспандирования, в результате которого должна быть обеспечена точность диаметра торцов готовых тр уб в пределах ±2 мм. Целью изобретения является повышение точности измерения среднего диаметра за счет привязки начала интервала усреднения диаметра к такому угловому положению трубы, при котором ее диаметр ориентировочно равен среднему диаметру (при этом в соответствии с формулой (1) погрешность измерения существенно уменьшается). Указанная цель достигается тем, что устройство для измерения размеров сечения круглого проката и труб, содержащее измеритель диаметра, вычислительный блок, индикатор, соединенный с выходом вычислительного блока, роликовый механизм и датчик угла поворота, связанный с ним, дополнительно снабжено последовательно соединенными распределителем, блоком памяти и коммутатором, информационный вход распределителя соединен с измерителем диаметра, установочный - с датчиком угла поворота, выход коммутатора соединен с входом вычислительного блока, который выполнен в виде узла усреднения, элемента памяти и компаратора, вход узла усреднения соединен с первым входом компаратора, первый выход узла усреднения через элемент памяти соединен со вторым входом компаратора, выход компаратора подключен к переключающему входу узла усреднения, вход узла усреднения является входом вычислительного блока, второй выход узла усреднения - выходом вычислительного блока. На фиг.1 показана блок-схема устройства для измерения среднего диаметра; на фиг.2 - диаграмма его работы. Устройство содержит измеритель 1 диаметра, роликовый механизм поворота 2, датчик 3 угла поворота, распределитель 4, блок 5 памяти, коммутатор 6, вычислительный блок 7, индикатор 8. В вычислительный блок 7 входят узел 9 усреднения, компаратор 10, элемент 11 памяти. Труба 12 лежит на роликах механизма поворота 2. Выход измерителя 1 диаметра подключен к информационному входу распредели-, теля 4. Выход датчика 3 угла поворота соединен с установочным входом распределителя 4.N выходов распределителя 4 соединены с N входами блока 5 памяти. N выходов блока 5 памяти подключены к N входам коммутатора 6, а его выход соединен со входом узла 9 усреднения и первым входом компаратора 10. Второй вход компаратора 10 соединен с выходом элемента 12 памяти. Первый выход узла 9 усреднения подключен ко входу элемента 11 памяти, второй его выход - ко входу индикатора 8. Выход компаратора 10 подключен к переключающему входу узла 9 усреднения. Ось датчика 3 угла поворота соединена с осью ролика механизма поворота 3, Величина N равна количеству импульсов, вырабатываемых датчиком 3 угла поворота при повороте трубы на 360° в номинальных условия х, и должна быть четным числом. Устройство для измерения среднего диаметра работает следующим образом. В исходном положении распределитель 4 соединяет выход измерителя 1 диаметра с первой ячейкой блока 5 памяти'. После включения роликового механизма труба 12 начинает поворачиваться, датчик 3 угла поворота начинает вырабатывать импульсы, вызывающие переключение распределителя 4, и в ячейки блока 5 памяти записываются последовательно фактические диаметры D 1 трубы, измеренные измерителем 1 диаметра (рис.2). После поворота трубы ориентировочно на 360° во всех N ячейках блока 5 памяти записаны значения диаметра в функции угла поворота. Далее производится анализ полученных данных D1. На первом этапе производится определение среднего значения -диаметра по всем N измерениям в результате передачи их из блока памяти через коммутатор 6 в узел 9 усреднения Поскольку фактический угол поворота трубы за N измерений отличается от 360° вследствие проскальзывания трубы на роликах, отличия ее диаметра от номинального и других причин, то полученная величина отличается от действительной D Из графика на фиг.2 видно, что погрешность тем больше, чем больше фактический угол поворота трубы за N измерений отличается от 360° и чем больше значение диаметра в точке начала (конца) интервала усреднения отличается от действительного вследствие овальности трубы и ее случайного начального углового положения на механизме поворота. Полученное значение образуется на первом (правом на фиг.1) выходе узла 9 усреднения, запоминается в элементе 11 памяти, подается на второй вход компаратора 10 и является для него пороговым. На втором этапе анализа результатов измерения коммутатор 6 последовательно выдает значения диаметров из блока 5 памяти на первый вход компаратора 10, начиная с D1. Как только значение диаметра DK пересечет пороговый уровень Dср(N) с выхода компаратора 10 на переключающий вход узла 9 усреднения подается стартовый сигнал (фиг.26), и начинается усреднение поступающи х с выхода коммутатора 6 данных. Усреднение производится по N/2 результатам измерения диаметра (фиг.2в), т.е. ориентировочно за 180°, что обеспечивается внутренним счетчиком узла 9. Полученный результат образуется на втором (левом на фиг.1) выходе узла 9 усреднения и отображается индикатором 8. При необходимости на индикаторе можно отображать также величину периметр. Поскольку усреднение на втором этапе начинается и заканчивается при значениях диаметраблизких к среднему, то погрешность измерения периметра вследствие отличия фактического угла поворота трубы от номинального значения 180° будет существенно меньше, чем при произвольном положении начала интервала усреднение, ориентировочно во столько раз, во сколько половина значения овальности будет больше погрешности измерения среднего диаметра в устройстве-прототипе. Для приведенных выше данных уменьшение соответствующей составляющей погрешности составляет около 30 раз. Из изложенного следует, что предлагаемое устройство обеспечивает повышение точности измерения среднего диаметра, что повысит качество труб для магистральных трубопроводов, других круглых изделий, а также уменьшит разброс при раскрое по объему.
ДивитисяДодаткова інформація
Назва патенту англійськоюAppliance for measurement of average diameter of round articles
Автори англійськоюObodan Volodymyr Yakovych, Solohub Borys Vasyliovych
Назва патенту російськоюУстройство для измерения среднего диаметра круглых изделий
Автори російськоюОбодан Владимир Яковлевич, Сологуб Борис Васильевич
МПК / Мітки
МПК: G01B 21/10
Мітки: середнього, вимірювання, діаметра, пристрій, круглих, виробів
Код посилання
<a href="https://ua.patents.su/4-24054-pristrijj-dlya-vimiryuvannya-serednogo-diametra-kruglikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для вимірювання середнього діаметра круглих виробів</a>
Пристрій для обчислювання змінного середнього значення
Номер патенту: 6597
Опубліковано: 29.12.1994
Автор: Єлманов Сергій Олександрович
МПК: G06F 17/15
Мітки: змінного, обчислювання, середнього, пристрій, значення
Формула / Реферат:
(57) Устройство для вычисления скользящего среднего значения содержащее сумматор два блока вычитания, первый блок деления и два блока элементов задержки причем информационный вход первого блока элементов задержки является информационным входом устройства тактовый вход которого соединен с тактовыми входами первого блока деления и первого и второго блоков элементов задержки, выход первого блока элементов задержки соединен со входом вычитаемого...
Фотоелектричний пристрій для вимірювання діаметру виробів
Номер патенту: 14222
Опубліковано: 25.04.1997
Автори: Білан Степан Миколайович, Кожем'яко Володимир Прокопович, Тимченко Леонід Іванович
МПК: G01B 21/10
Мітки: діаметру, виробів, пристрій, фотоелектричний, вимірювання
Формула / Реферат:
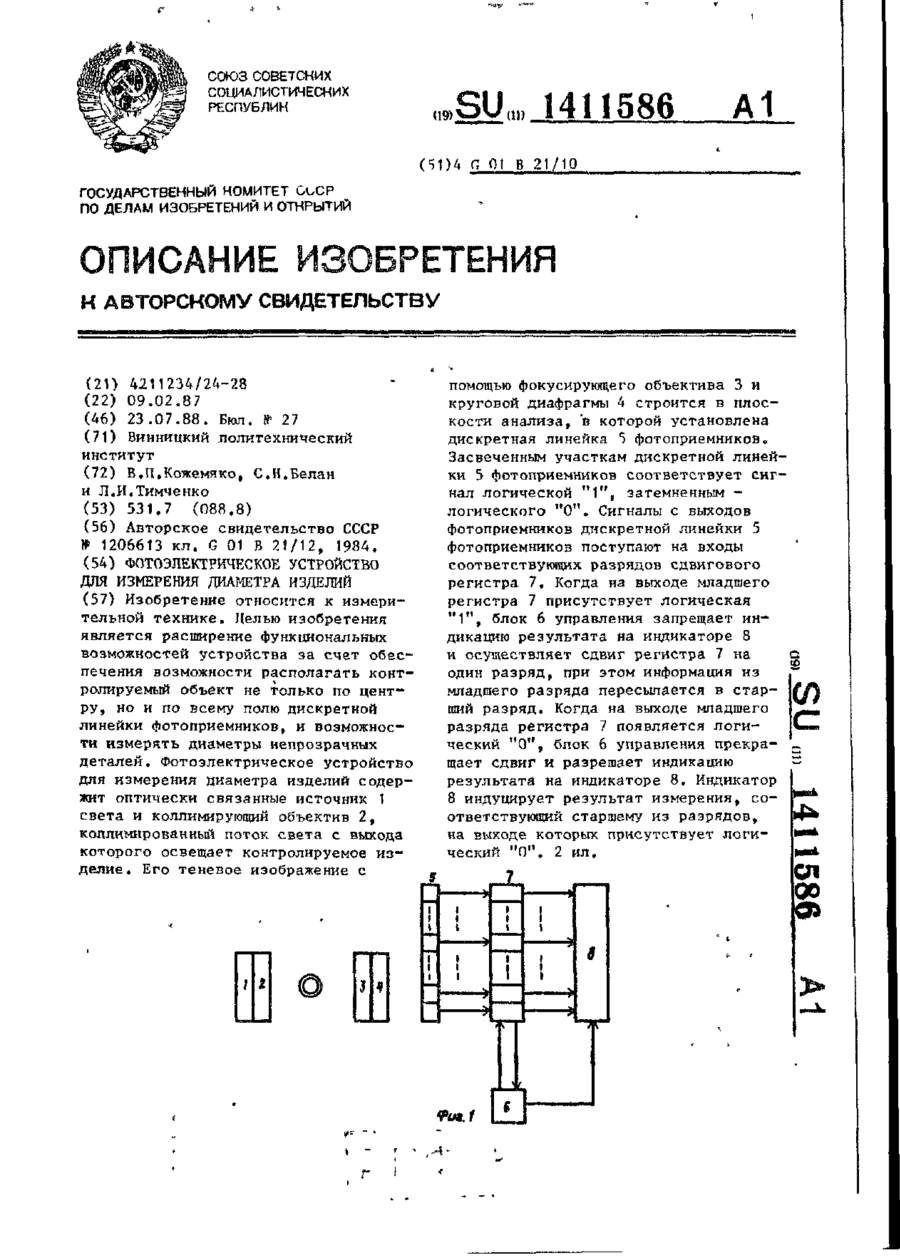
Фотоэлектрическое устройство для измерения диаметра изделий, содержащее оптически связанные источник света, оптическую систему, предназначенную для переноса изображения в плоскость анализа, и дискретную линейку фотоприемников, сдвиговый регистр, индикатор и блок управления, первый выход которого связан с управляющим входом сдвигового регистра, отличающееся тем, что, с целью расширения функциональных возможностей, количество...
Пристрій для вимірювання переміщень
Номер патенту: 454
Опубліковано: 30.04.1993
Автори: Свідлер Ігор Давидович, Оснач Віктор Григорович, Токовенко Степан Омелянович, Тализін Григорій Володимирович, Вдовиченко Валерій Іванович, Виговський Олександр Володимирович
МПК: H03M 1/50
Мітки: переміщень, пристрій, вимірювання
Формула / Реферат:
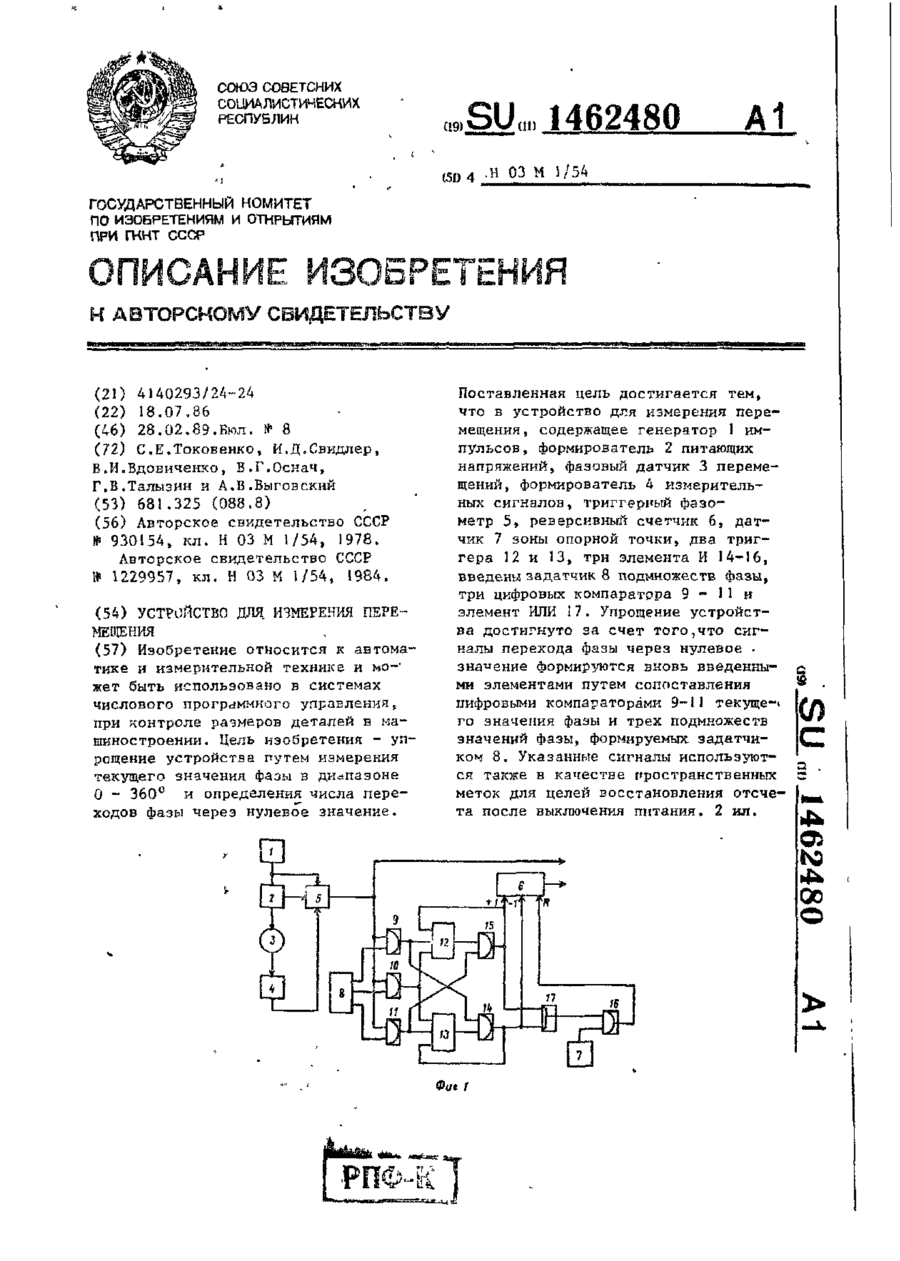
Формула изобретенияУстройство для измерения перемещения, содержащее генератор импульсов, выход которого соединен с входом формирователя питающих напряжений и с первым входом триггерного фазометра, второй вход которого подключен к первому выходу формирователя питающих напряжений, второй выход которого соединен с входом фазового датчика перемещений, выход которого через формирователь измерительных сигналов подключен к третьему входу...
Пристрій для вимірювання амплітудного значення імпульсів зварювального струму
Номер патенту: 8463
Опубліковано: 30.09.1996
Автори: Руденко Петро Михайлович, Гавриш Валерій Семенович, Подола Микола Васильович
МПК: B23K 11/24
Мітки: імпульсів, пристрій, струму, амплітудного, значення, зварювального, вимірювання
Формула / Реферат:
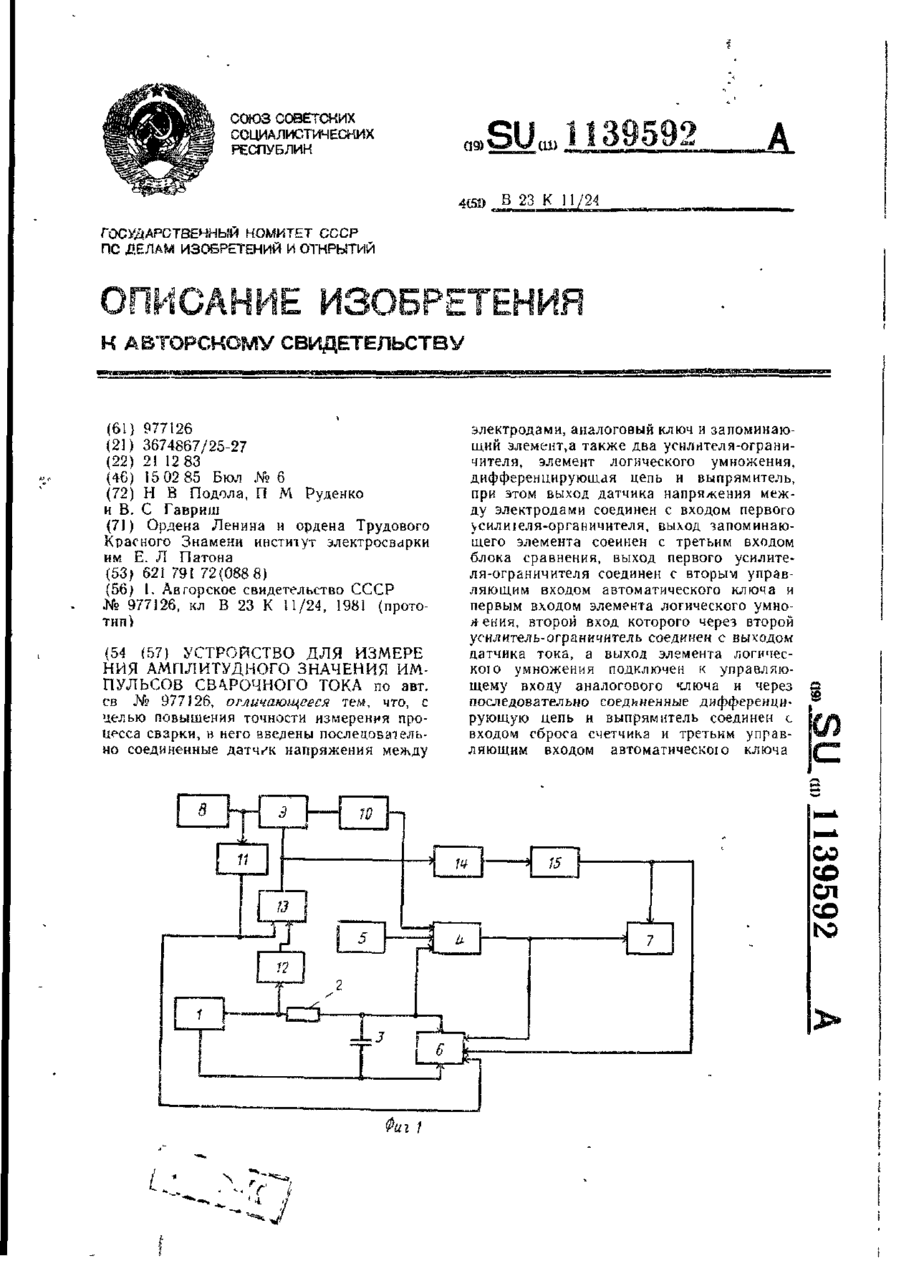
Устройство для измерения амплитудного значения импульсов сварочного тока по авт. св. № 977126, отличающееся тем, что, с целью повышения точности измерения процесса сварки, в него введены последовательно соединенные датчик напряжения между электродами, аналоговый ключ и запоминающий элемент, а также два усилителя-ограничителя, элемент логического умножения, дифференцирующая цепь и выпрямитель, при этом выход датчика напряжения между...
Пристрій для вимірювання та контролю фізико-механічних властивостей феромагнітних виробів
Номер патенту: 20922
Опубліковано: 07.10.1997
Автори: Бредіхін Володимир Михайлович, Фролов Валентин Олексійович, Себко Вадим Пантелейович
МПК: G01B 7/00, G01N 27/00
Мітки: контролю, властивостей, пристрій, фізико-механічних, феромагнітних, виробів, вимірювання
Формула / Реферат:
Устройство для измерения и контроля физико-механических свойств ферромагнитных изделий, содержащее генератор, выход которого соединен с каналом, состоящим из последовательно соединенных датчика вносимой ЭДС и нормирующего усилителя, и датчика опорного напряжения, выход которого соединен со входом нормирующего усилителями опорного напряжения, соответственно, отличающееся тем, что устройство выполнено многоканальным, каждый канал которого...
Попередній патент: Спосіб відновлення кольорорізницевого сигналу при декодуванні у системі секам та пристрій для його здійснення
Наступний патент: Ексцентриковий механізм підйому-опускання рухомої рами крокуючого конвеєра
Випадковий патент: Спосіб корекції відтворної функції свиноматок