Спосіб зміни величини зазору між пуансоном та матрицею розділового штампа
Номер патенту: 25571
Опубліковано: 10.08.2007
Формула / Реферат
Спосіб зміни величини зазору між пуансоном та матрицею розділового штампа, який відрізняється тим, що при виготовленні й у процесі експлуатації штампа пуансон нагрівають до потрібної температури, що не перевищує температуру низького відпускання для його матеріалу, а матрицю охолоджують до потрібної температури, яка не досягає межі холодноламкості для її матеріалу.
Текст
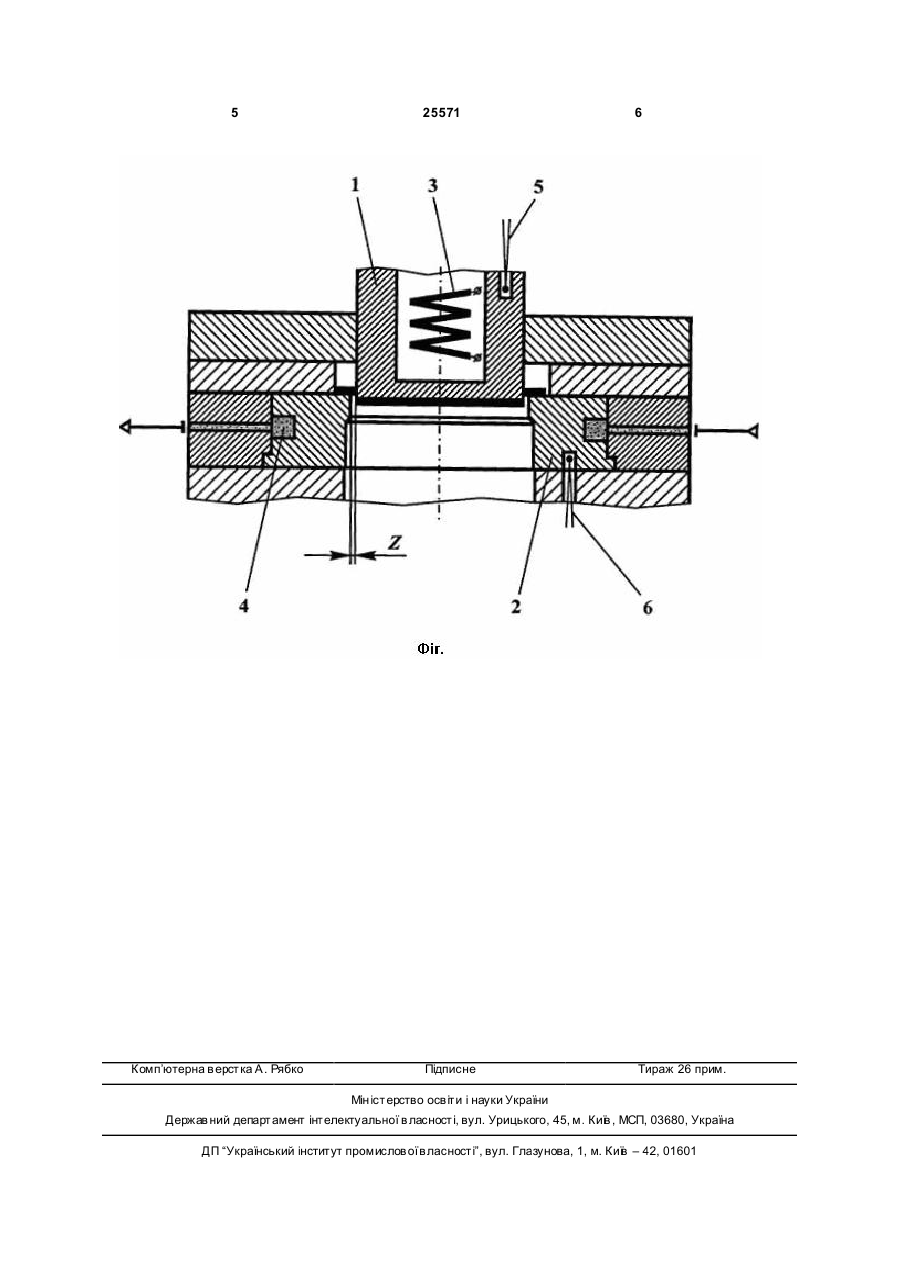
Спосіб зміни величини зазору між пуансоном та матрицею розділового штампа, який відрізняється тим, що при виготовленні й у процесі експлуатації штампа пуансон нагрівають до потрібної температури, що не перевищує температуру низького відпускання для його матеріалу, а матрицю охолоджують до потрібної температури, яка не досягає межі холодноламкості для її матеріалу. (19) (21) u200704155 (22) 16.04.2007 (24) 10.08.2007 (46) 10.08.2007, Бюл. № 12, 2007 р. (72) Мірзак Володимир Якович, Боков Віктор Михайлович (73) КІРОВОГРАДСЬКИЙ НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ 3 25571 що не перевищує температуру низького відпуску для матеріалу даного пуансона 1. Внаслідок нагрівання пуансона 1 поперечні розміри його робочої частини збільшуються, відповідно, а зазору Z між ним та матрицею 2 зменшується. Якщо потрібне більш значне зменшення зазору Z, то матрицю 2 охолоджують будь-яким відомим способом (наприклад, за допомогою зрідженого газу 4, що прокачують крізь неї) до температури, що не викликає холодноламкості (хрупкості при низьких температурах) матеріалу матриці 2. Охолодження матриці 2 приводить до зменшення поперечних розмірів робочого отвору в неї й подальшого зменшення величини зазору Z до потрібної величини. Спосіб дозволяє не тільки зменшити величину Z до нуля, але й забезпечити певний натяг у з’єднанні, що може буди використаним при складанні штампа в момент фіксування матриці відносно пуансона, з метою отримання гарантованого рівномірного зазору Z після знімання термічних напружень. При нагріванні пуансона відбувається збільшення поперечного розміру його робочої частини на величину: DA = a × A × D tн де a - коефіцієнт лінійного розширення матеріалу, з якого виготовлено пуансон; А - поперечний розмір робочої частини пуансона в напрямку виміру зазору Z; Dtн - зміна температури пуансона, що нагрівається: Dtн=t н-tв , де tн - температура нагріву даного пуансона; tв - температура навколишнього середовища (повітря). Відповідно, на величину DZ=DA зменшується величина двобічного технологічного зазору між пуансоном та матрицею. Тоді DZ= a .А.(t н-tв), а формула для розрахунку температури нагрівання пуансона 1 для отримання заданої зміни величини зазору DZ набуде вигляду: DZ tн = tв + < tн.в. a×A де tн.в. - температура низького відпускання матеріалу, з якого виготовлено пуансон 1, що нагрівається. Температура нагрівання пуансона не повинна перевищувати температуру низького відпускання для того, щоб у його матеріалі не відбувалися структурні зміни та фазові перетворення, що знижують міцність та твердість. Бажано, щоб температура нагрівання на 10-20°С не досягала температури низького відпускання. Якщо нагрівання пуансона 1 для потрібної зміни величини зазору Z недостатньо, то охолоджують матрицю. При цьому, зменшення поперечного розміру робочої частини матриці складає: 4 DB= a .B.Dto, де В - поперечний розмір робочої частини матриці в напрямку виміру зазору; Dto - зміна температури матриці, що охолоджується: Dto=t в-t o, де to - температура, до якої охолоджують матрицю. При цьому зміна величини двобічного технологічного зазору між спряженим інструментом (пуансоном та матрицею) дорівнює сумі збільшення поперечного розміру одного з них і збільшення поперечного розміру другого: D Z= D A+ D B= a . A. D tн+ a .A. D to, звідки зміна (перепад) температури інструменту, що о холоджується, знаходимо з рівняння: DZ A Dt o = - × D tн . a ×B B Ураховуючи, що відношення А/В » 1, визначаємо з вищенаведеного виразу температуру, до якої слід охолодити матрицю 2 для забезпечення потрібної зміни величини зазору DZ: DZ to = t н < t хл, a×B де tхл - температура, при якій має місце холодноламкість (хрупкість при низьких температурах) матриці, що о холоджується. Контроль температури нагрівання пуансона tн та охолодження матриці tо здійснюється з використанням вмонтованих в них термопар, відповідно 5, 6, причому блок контролю та керування знаходиться поза межами штампа (на Фіг. не показано). Дані залежності отримані з передбачення, що спряжений інструмент виготовлено з однорідного матеріалу, що має однаковий коефіцієнт лінійного розширення. Використання способу зміни величини зазору між пуансоном та матрицею, що пропонується, порівняно з відомим, дозволяє: - знизити трудомісткість виготовлення та налагодження розділового штампа завдяки можливості легко та просто вимірювати в широкому інтервалі (0,001...0,5мм) величину зазору між спряженим інструментом або зменшувати його до нуля при центруванні матриці відносно пуансону; - підвищити стійкість розділового інструменту та управляти точністю отриманих деталей внаслідок автоматичного регулювання величини зазору в процесі штампування по мірі зношування бічних поверхонь спряженої пари цього інструменту; - визначати оптимальну величину технологічного зазору за допомогою одного комплекту спряженого інструменту, що має різні значення зазору в залежності від температури його нагрівання або охолодження. 5 Комп’ютерна в ерстка А. Рябко 25571 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of changing gap length between punch and matrix of separating die
Автори англійськоюMirzak Volodymyr Yakovych, Bokov Viktor Myhailovych
Назва патенту російськоюСпособ изменения величины зазора между пуансоном и матрицей разделительного штампа
Автори російськоюМирзак Владимир Яковлевич, Боков Виктор Михайлович
МПК / Мітки
МПК: B21D 28/00
Мітки: спосіб, величини, пуансоном, зазору, розділового, матрицею, зміни, штампа
Код посилання
<a href="https://ua.patents.su/3-25571-sposib-zmini-velichini-zazoru-mizh-puansonom-ta-matriceyu-rozdilovogo-shtampa.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміни величини зазору між пуансоном та матрицею розділового штампа</a>
Спосіб контролю величини графічних спотворень друкарських елементів штампа для гарячого тиснення
Номер патенту: 12676
Опубліковано: 15.02.2006
Автор: Маїк Володимир Зіновійович
МПК: G01N 25/00
Мітки: спосіб, тиснення, штампа, гарячого, елементів, величини, друкарських, спотворень, графічних, контролю
Формула / Реферат:
Спосіб контролю величини графічних спотворень друкарських елементів штампа для гарячого тиснення, що полягає у вимірюванні при кімнатній температурі ширини штриха на оригіналі і штриха на штампі, який відрізняється тим, що за допомогою дилатометра вимірюють коефіцієнт теплового лінійного розширення матеріалу у діапазоні температури експлуатації і визначають графічні спотворення друкарських елементів штампа для гарячого тиснення за...
Вихрострумовий компенсатор зміни зазору
Номер патенту: 31439
Опубліковано: 15.12.2000
Автори: Криничний Петро Якович, Молодецький Ігор Анатолійович
МПК: G01N 27/90
Мітки: вихрострумовий, зміни, зазору, компенсатор
Текст:
...прямокутних імпульсів 4, попередній підсилювач 5, амплітудний обмежувач 6, підсилювач 7, перетворювач "амплітудачасовий інтервал" 8 і друга частина, що забезпечує регулювання коефіцієнта підсилення в залежності від величини сигналу керування і включає в себе коректор 9, фоторезистивний оптрон 10, а також керований підсилювач 11. Вихрострумовий компенсатор працює наступним чином. Генератор 4 генерує прямокутні імпульси з частотою...
Спосіб оцінки адгезивної здатності фіксувальних цементів за допомогою проведення розрахунку величини зміни поверхневої енергії під час їх полімеризації
Номер патенту: 23305
Опубліковано: 25.05.2007
Автори: Рожко Микола Михайлович, Мойсеєнко Ірина Миколаївна
МПК: A61B 1/24, A61C 13/00
Мітки: здатності, оцінки, цементів, спосіб, поверхневої, проведення, фіксувальних, адгезивної, енергії, зміни, полімерізації, величини, допомогою, розрахунку
Формула / Реферат:
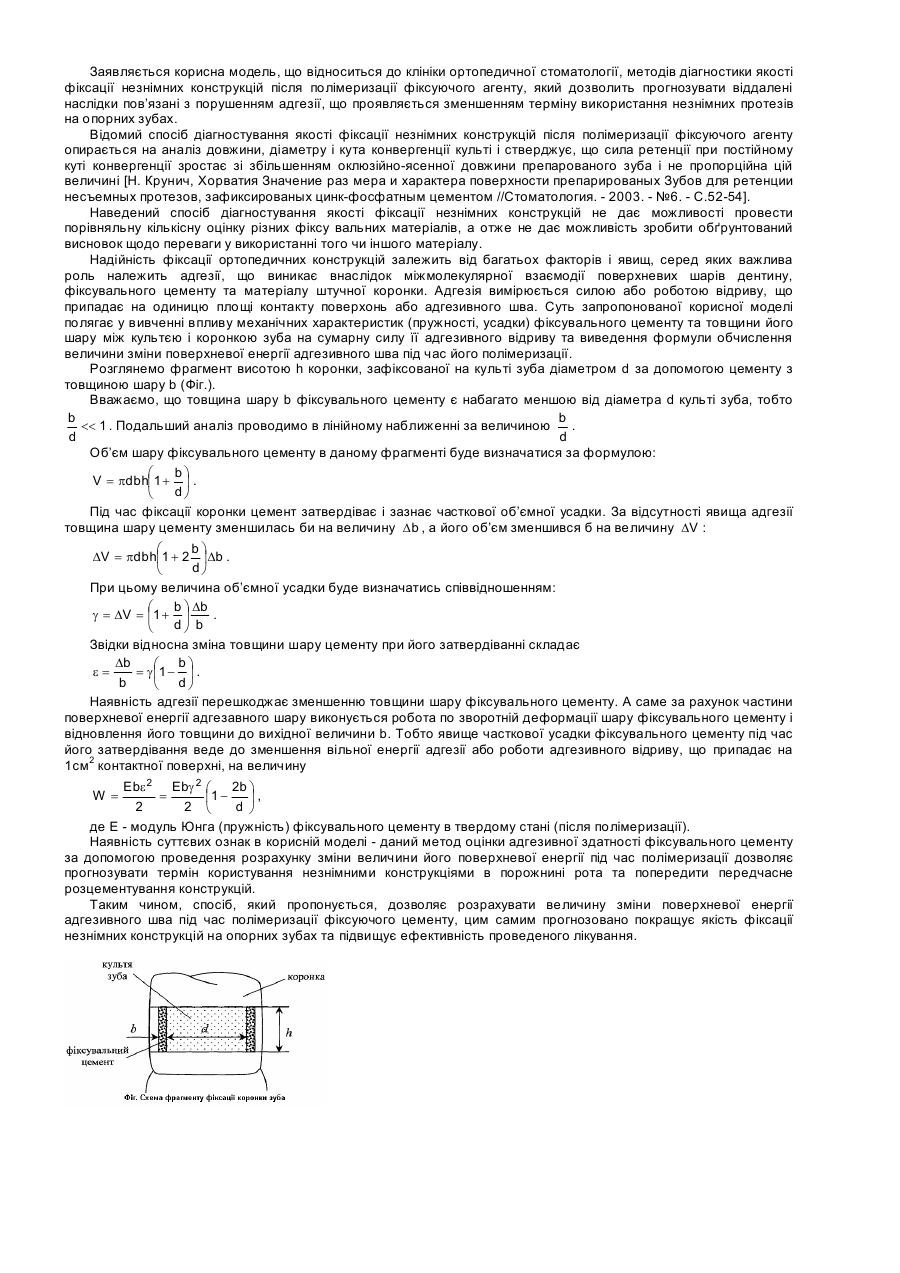
Спосіб оцінки адгезивної здатності фіксувальних цементів із урахуванням їх товщини шару, модуля Юнга, об’ємної усадки, діаметра кукси опорного зуба за допомогою проведення розрахунку величини зміни поверхневої енергії адгезивного шва під час полімеризації цементу, що передбачає: визначення вказаних параметрів моделі; обчислення величини втрати вільної енергії матеріалу для фіксації незмінної конструкції після полімеризації цементів, що...
Механізм подачі мастила в зону тертя штампа

Номер патенту: 50144
Опубліковано: 15.10.2002
Автор: Гупка Богдан Васильович
МПК: B21D 37/00
Мітки: подачі, мастила, механізм, тертя, штампа, зону
Формула / Реферат:
Механізм подачі мастила в зону тертя штампа, який виконаний у вигляді корпуса зі змащувальними елементами, який взаємодіє з пуансоном, систем підпружинення і подачі мастила, які кріпляться до верхньої плити штампа, який відрізняється тим, що механізм змащення виконано з двох аналогічних підпружинених корпусів, які встановлені на вході штампа, один корпус кріпиться до верхньої плити, а другий - до нижньої змащувальними елементами одні до одних...
Пристрій визначення величини зміни контактної локальної термоелектрорушійної сили в поверхневому шарі металевого виробу
Номер патенту: 31476
Опубліковано: 15.12.2000
Автори: Дзюбик Андрій Романович, Палаш Володимир Миколайович, Юськів Василь Миколайович
МПК: H01L 35/00
Мітки: шарі, пристрій, виробу, визначення, поверхневому, зміни, термоелектрорушійної, металевого, локальної, контактної, величини, сили
Текст:
...силою в місці контакту першого термозонду з поверхнею досліджуваного зиробу, і контактною локальною термоелектрорушійною силою в місці контакту другого термозонду з поверхнею еталонного зразка. Така різниця компенсує вплив навколишнього середояища, а о*ґже, зміну основних властивостей досліджуваного виробу, як наслідок, підвищується точність вимірювань контактної локальної термоелектрорушійної сили. Амперметр забезпечує...
Попередній патент: Висівний диск
Наступний патент: Транспортно-пусковий контейнер ракети
Випадковий патент: Свердло для розкриття каналу чавунної льотки доменної печі