Спосіб контролю якості композиційних різальних пластин після спікання
Номер патенту: 25818
Опубліковано: 27.08.2007
Автори: Параска Георгій Борисович, Буряк Віктор Григорович, Буряк Володимир Вікторович, Буряк Антон Вікторович, Румбешта Валентин Олександрович

Формула / Реферат
Спосіб контролю якості композиційних різальних пластин після спікання, що включає навантажування і прийом сигналів акустичної емісії, який відрізняється тим, що приймають однакові умови навантажування робочої частини пластин, наприклад швидкості навантажування і граничну величину навантаження, що відповідають умовам випробування еталонної різальної пластини, навантажують робочу частину пластини до граничної величини навантаження із заданою меншою швидкістю навантажування і фіксують ефективне значення акустичної емісії, а після зняття навантаження повторно навантажують робочу частину пластини до граничної величини навантаження з більшою швидкістю навантажування і фіксують ефективне значення акустичної емісії, визначають залежність ефективних значень акустичної емісії від швидкості навантажування, визначають кут нахилу прямої залежності, а потім порівнюють отримані значення кута нахилу з еталонним, і по рівності цих кутів судять про якість композиційних різальних пластин.
Текст
Спосіб контролю якості композиційних різальних пластин після спікання, що включає навантажування і прийом сигналів акустичної емісії, який відрізняє ться тим, що приймають однакові умови навантажування робочої частини пластин, наприклад швидкості навантажування і граничну вели 3 25818 дкістю навантажування і фіксують ефективне значення акустичної емісії, а після зняття навантаження, повторно навантажують робочу частину пластини до граничної величини навантаження з більшою швидкістю навантажування і фіксують ефективне значення акустичної емісії, визначають залежність ефективних значень акустичної емісії від швидкості навантажування, визначають кут нахилу прямої залежності, а потім порівнюють, отримані значення кута нахилу з еталонним і по рівності цих кутів судять про якість композиційних ріжучих пластин. У зв'язку з подальшою автоматизацією процесів механообробки, впровадженням автоматизованих ліній, гнучких автоматизованих виробничих систем, зросла необхідність в інструментах з високим рівнем гарантованої стійкості і надійності. Найбільш зносостійкими є інструментальні матеріали, які отримують шляхом спікання: твердий сплав, кераміка, полікришталеві надтверді матеріали. Проте, так як їх основу складають високо тверді компоненти з високою хрупкістю, даним матеріалам властива нестабільність структури, яка у значній мірі визначається нерівномірністю вибору режимів спікання. Тому розробка ефективних неруйнівних способів контролю якості таких матеріалів та вибір простого і достовірного критерію для контролю якості композиційних пластин є актуальною задачею. Аналіз літературних джерел показав, що у відомих способах контролю не застосовують дану послідовність виконання суттєви х ознак. Не відомо використання відносного порівняння ефективних значень АЕ досліджуваної та еталонної пластин з метою підвищення точності контролю якості композиційних ріжучих пластин. Також не відомо використання кута нахилу прямої залежності ефективних значень АЕ від швидкості навантажування. Зміна швидкості навантажування ріжучих пластин дозволяє отримувати більш повну інформацію про приховані внутрішні дефекти (неоднорідності, пористості, складу фаз, стр уктури та її дисперсності тощо), які визначають характер внутрішнього тертя в структурі композиційних інструментальних матеріалів, що забезпечує виконання більш точного обгрунтування про якість пластин після спікання, заточки та переточки. Встановлення граничної величини навантаження запобігає руйнуванню якісних ріжучих пластин в процесі контролю. Для характеристики якості контролю важливі значення не тільки кількості імпульсів АЕ, але і їх амплітуда. Параметром, що враховує сукупність важливих величин, є ефективне значення V АЕ, яке пропорційне добутку активності рахунку АЕ і середнього значення амплітуди сигналів АЕ за одиницю часу. Кут на хилу прямої залежності на графіку зміни ефективного значення АЕ від швидкості навантажування для еталонної ріжучої пластини визначають експериментальним шляхом. Для цього проводять досліджування періоду стійкості інструмента на верстаті для групи проконтрольованих запропонованим способом ріжучих пластин. Еталонне значення кута нахилу прямої залежності 4 приймають те , у випадку коли одна або декілька пластин показали найбільше значення періоду стійкості Т або менше Т, але таке, що відповідає допустимому по рівню гарантованого значення Т. В досліджуванні еталонної ріжучої пластини встановлюють раціональні (найбільш інформативні) значення швидкостей навантажування і граничної величини навантаження, що не допускають пошкодження ріжучої пластини в процесі контролю. На кресленні показана залежність ефективного значення V АЕ від швидкості С навантажування. Спосіб реалізують наступним чином. Спечену ріжучу пластину, її робочу частину, підготовлюють при рівних умовах виконання технологічного процесу, які прийняті в досліджуванні еталонної ріжучої пластини. Приймають рівні умови навантажування робочої частини пластини: швидкості навантажування С 1 і С2 та граничну величину навантаження Р, що відповідають умовам випробувань еталонної ріжучої пластини. Навантажують робочу частину пластини до граничної величини навантаження із заданою меншою швидкістю С 1 навантажування і фіксують ефективне значення акустичної емісії V1. Після зняття навантаження, повторно навантажують робочу частину пластини до граничної величини навантаження з більшою швидкістю С 2 навантаження і фіксують ефективне значення акустичної емісії V2. За отриманими ефективними значеннями АЕ і відповідними до них швидкостями навантажування, будують графіки. На графіку (креслення) визначають кут a нахилу прямої АБ до осі С. Про якість композиційної ріжучої пластини судять шляхом порівняння одного із фіксованих ефективних значень АЕ та значень кутів нахилу прямих залежностей ефективного значення АЕ від швидкості навантажування для досліджуваної і еталонної пластин. Кут a e на хилу прямої АеБе залежності для еталонної пластини визначають експериментальним шляхом в попередніх досліджуваннях. Значення кута, нахилу для еталонної пластини отримують при однакових умовах випробовувань окремо для кожної марки інструментального матеріалу. Придатними композиційними пластинами рахують ті, у котрих одне із ефективних значень АЕ та кут на хилу прямої залежності яких є рівні або знаходяться у межах допустимих ефективних значень АЕ та значень кута нахилу прямої залежності для еталонної пластини. Приклад. (У прикладі моделі обладнання, приладів, а також марки матеріалів не накладають обмежень у застосуванні способу). Зразки ріжучих пластин на основі нітриду бора К10 спікають під високим тиском. Потім заточують робочі поверхні / пластин на верстаті мод.3В642. Після заточування ріжучу пластину встановлюють у спеціальному пристрої на випробовувальному стенді, що складає розривну машину ИР5057-50 і вимірювальний акустичний емісійний прилад АФ-15, вихідні канали якого з'єднують з персональним комп'ютером типу IBM AT286. Перед навантажуванням пластини встановлюють граничне навантаження Р = 155Н і швидкість навантажування С 1 = 5мм/хв., значення котрих відповідають умовам досліджування еталонної ріжучої пластини. В процесі навантажування фіксують ефективне значення АЕ: V1 = 5 25818 142mV. Знімають навантаження і повторно навантажують робочу частину пластини до граничного навантаження Р = 155Н із швидкістю навантажування С2 = 9мм/хв., фіксують е фективне значення АЕ: V2 = 187mV. Порівнюють одне із фіксованих ефективних значень АЕ, що отримано у попередніх експериментальних дослідженнях із застосуванням запропонованого способу. Будують графіки залежності ефективних значень АЕ від швидкості навантажування (креслення). Потім, по графіку визначають кут нахилу прямої залежності a = 5°. Значення a = 5° порівнюють із значенням кута a e, що отримано в попередніх експериментальних дослідженнях із застосуванням запропонованого способу. Попередні дослідження стійкості інструмента проведені на токарному верстаті мод. ТПК125ВМ. Виконували різання гартованої сталі ШХ15 (HRC57-59) із використанням ріжучих пластин (кожної із 6 штук) на основі нітриду бора К10. За критерій працездатності пластин приймають період стійкості Т інструмента при досягненні величини зносу по задній поверхні h3 = 0,40мм. Відбирають пластини з найбільшими значеннями періоду стійкості в границях допустимих значень T = (48...50) хвилин (в заданому інтервалі значень Т отримано 4 пластини). З використанням запропонованого способу визначають ефективні значення АЕ V1e і V2e та кути нахилу прямої АeБ e (креслення) a = 4...5 .Таким чином, у порівнянні кутів нахилу a Комп’ютерна в ерстка М. Мацело 6 = 5° і a e = 4...5°, рахують, що контрольна пластина придатна до експлуатації на механообробному обладнанні точінням. У порівнянні з прототипом, точність контролю якості композиційних ріжучих пластин підвищують в 1,4... 1,6 рази за рахунок отримання більш повної інформації про приховані внутрішні дефекти (неоднорідності, пористості, складу фаз, структури та її дисперсності тощо), що визначають характер внутрішнього тертя в стр уктурі спечених композиційних інструментальних матеріалів. Запропонований Корисна модель у порівнянні з прототипом дозволяє підвищити точність контролю композиційних ріжучих пластин в 1,4...1,6 рази і достовірність результатів, що забезпечує більш точне визначення рівня гарантованого періоду стійкості інструментів, які оздоблюються композиційними ріжучими пластинами і використовуються в гнучких автоматизованих виробничих системах. Джерела інформації: 1.А.С. №122326. МКИ B22F 3/00. Б.И. №17,1959г. 2. Григорьев О.Е., Джавадов С.С., Трефилов В.И., Шато хин A.M. Влияние структурного состояния поликристаллов нитрида бора на механические свойства. - В сб.: Алмазы и сверхтвердые материалы. - М.: НИИМАШ, 1981, вып. 7, с.4-6). 3. А.С. №879444. МКИ GO IN 29/04.Б.И. №41, 1981г Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for testing the quality of a plate of composite material for a cutter after sintering
Автори англійськоюRumbeshta Valentyn Oleksandrovych, Paraska Georgii Borysovych
Назва патенту російськоюСпособ контроля качества пластины из композиционного материала для резца после спекания
Автори російськоюРумбешта Валентин Александрович, Параска Георгий Борисович
МПК / Мітки
МПК: B22F 3/00, G01N 29/04
Мітки: пластин, спосіб, контролю, спікання, якості, композиційних, різальних
Код посилання
<a href="https://ua.patents.su/3-25818-sposib-kontrolyu-yakosti-kompozicijjnikh-rizalnikh-plastin-pislya-spikannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю якості композиційних різальних пластин після спікання</a>
Спосіб виготовлення u-образних пластин сердечника та вставляємих між його стержнями t-образних пластин зворотнього замикання для дросселя або трансформатора, який використовується в якості вхідного дросселя в г
Номер патенту: 7588
Опубліковано: 29.09.1995
Автори: Зігфрід Гоєдіке, Бернхард Альбек
Мітки: замикання, якості, дросселя, вставляємих, t-образних, пластин, сердечника, спосіб, зворотного, виготовлення, вхідного, стержнями, u-образних, використовується, трансформатора
Формула / Реферат:
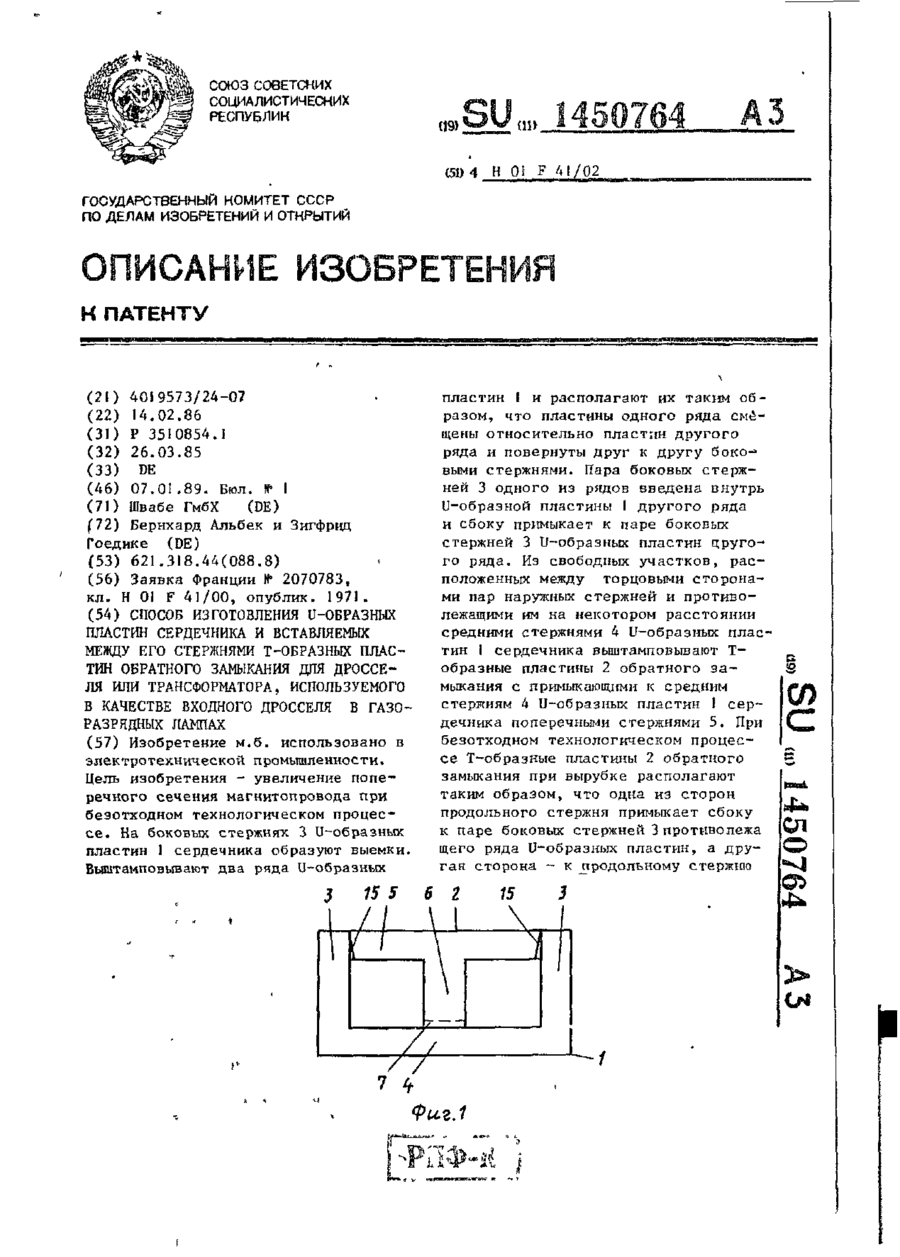
1. Способ изготовления U-образных пластин сердечника и вставляемых между его стержнями Т-образных пластин обратного замыкания для дросселя или трансформатора, используемого в качестве входного дросселя в газоразрядных лампах, согласно которому на боковых стержнях U-образных пластин сердечника при необходимости образуют выемки, выштамповывают два ряда U-образных пластин, располагая их так, что пластины ряда смещены относительно пластин другого...
Спосіб контролю якості рідини
Номер патенту: 74432
Опубліковано: 15.12.2005
Автори: Данько Анатолій Федорович, Порубаймех Володимир Ілліч, Дупліщева Ольга Михайлівна, Зайцев Віктор Іванович
МПК: G01N 29/02, G01N 27/00
Мітки: якості, контролю, рідини, спосіб
Формула / Реферат:
Спосіб контролю якості рідини, що включає установлення вимірювальної котушки в вимірювальний пристрій, настроювання вимірювального пристрою у резонанс, вимірювання добротності вимірювальної котушки, поміщення в вимірювальну котушку посудини з визначеною кількістю еталонної рідини, вимірювання номінального значення добротності вимірювальної котушки, потім поміщення в вимірювальну котушку посудини з такою ж кількістю досліджуваної рідини, що ...
Спосіб контролю якості рідиннокристалічних комірок
Номер патенту: 31771
Опубліковано: 15.12.2000
Автори: Поліщук Аркадій Петрович, Бабак Віталій Павлович, Горобець Оксана Юріївна, Філоненко Сергій Федорович
МПК: G01N 29/14, G01N 27/06
Мітки: рідиннокристалічних, якості, комірок, контролю, спосіб
Текст:
...Крім того використання акустичної емісії здійснює проведення контролю значно швидше та простіше порівняно з прототипом, та потребує менших технічних та часових витрат, що забезпечує ії технологічність. Спосіб проілюстровано на фиг. 1, фіг.2 і фіг.З, де на фіг 1 показаний графік послідовністі випромінювання акустичної емісії для комірки з однорідним упорядкуванням молекул (амплітуда акустичної емісії в часі):1- випромінювання акустичної емісії...
Спосіб контролю якості рідини
Номер патенту: 51717
Опубліковано: 16.12.2002
Автори: Дупліщева Ольга Михайлівна, Данько Анатолій Федорович, Порубаймех Володимир Ілліч, Хорольський Георгій Дем'янович
МПК: G01N 29/02
Мітки: рідини, спосіб, якості, контролю
Формула / Реферат:
Спосіб контролю якості рідини, що включає установлення вимірювальної котушки в вимірювальний пристрій, настроювання вимірювального пристрою у резонанс, вимірювання добротності вимірювальної котушки, який відрізняється тим, що поміщають посудину з визначеною кількістю еталонної рідини в вимірювальну котушку, вимірюють номінальне значення добротності вимірювальної котушки, потім поміщають в вимірювальну котушку посудину з такою ж кількістю...
Спосіб гранулометричного контролю в процесі розкладу за схемою байєра, яка включає етап спікання
Номер патенту: 71923
Опубліковано: 17.01.2005
Автор: Кристоль Бенуа
МПК: C01F 7/14
Мітки: гранулометричного, спікання, байєра, розкладу, включає, схемою, процесі, контролю, етап, яка, спосіб
Формула / Реферат:
1. Спосіб гранулометричного контролю в процесі розкладу за схемою Байєра, яка включає попередній етап спікання, етап підживлення та етап класифікації, за яким гранулометричну якість виробленого гідрату контролюють за допомогою визначення кількості часток розміром Х2 μm в гідраті, що рухається в баках підживлення, який відрізняється тим, що додатково включає:a) підготовчий етап, який виконують один раз для всього процесу, де,...
Попередній патент: Бленда
Наступний патент: Установка для формування трубчастих виробів з бетонних сумішей
Випадковий патент: Відцентровий подрібнювач