Спосіб одержання присадки для олив і мастил транспортних засобів
Формула / Реферат
1. Спосіб одержання присадки для олив і мастил транспортних засобів, який включає дію імпульсних електричних розрядів на рідину, що містить вуглеводень, який відрізняється тим, що спочатку до рідини, яка містить високотемпературну фракцію вуглеводню, додають фурфуриловий спирт, а потім діють на рідину імпульсними електричними розрядами, сформованими у діапазоні 5-10 мс, частотою 4 с та запасом енергії 30 кДж з подальшим висушуванням та подрібненням, одержуючи алмазо-фулерено-карбінову присадку.
2. Спосіб за п. 1, який відрізняється тим, що фурфуриловий спирт додають у кількості 15-20 % від кількості рідини.
Текст
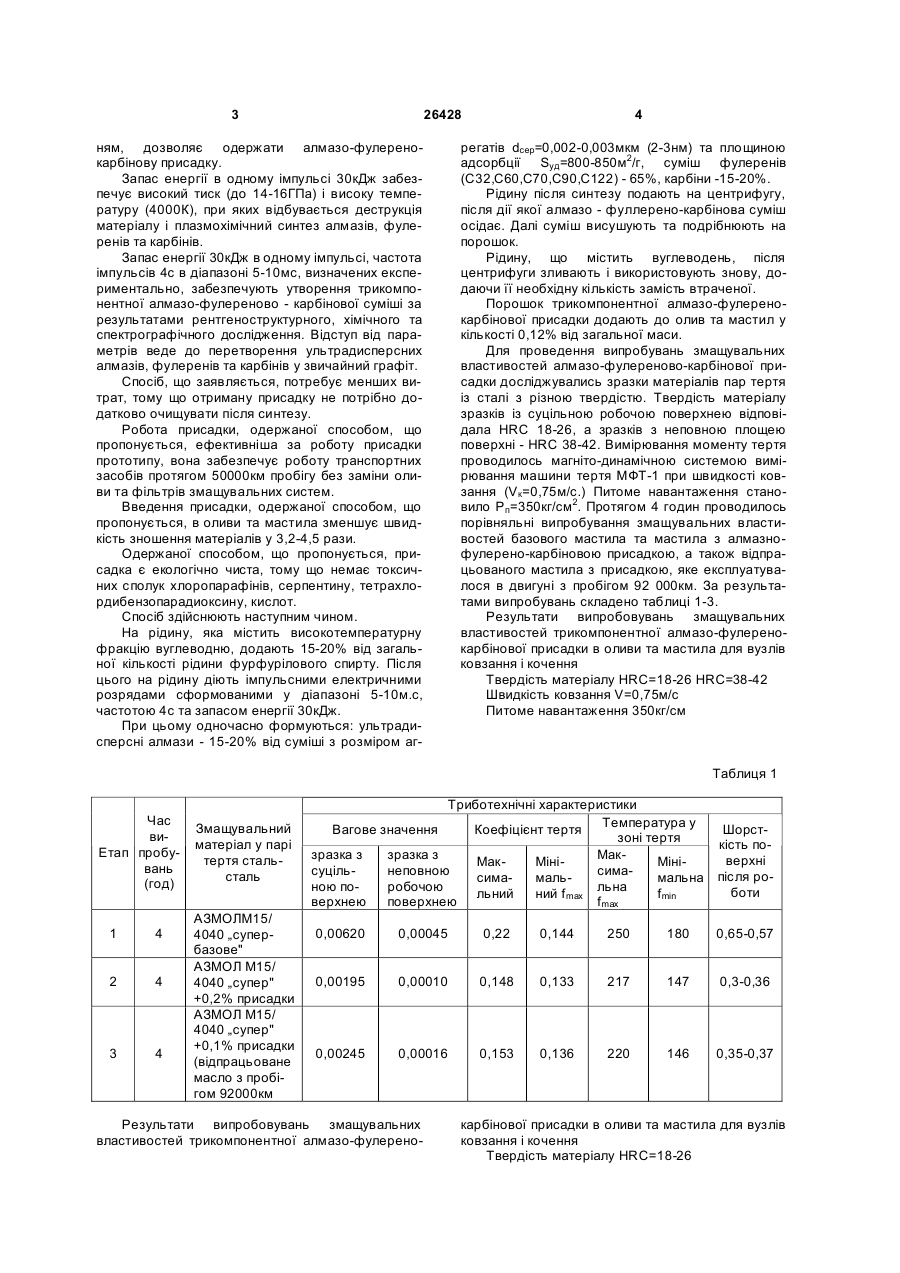
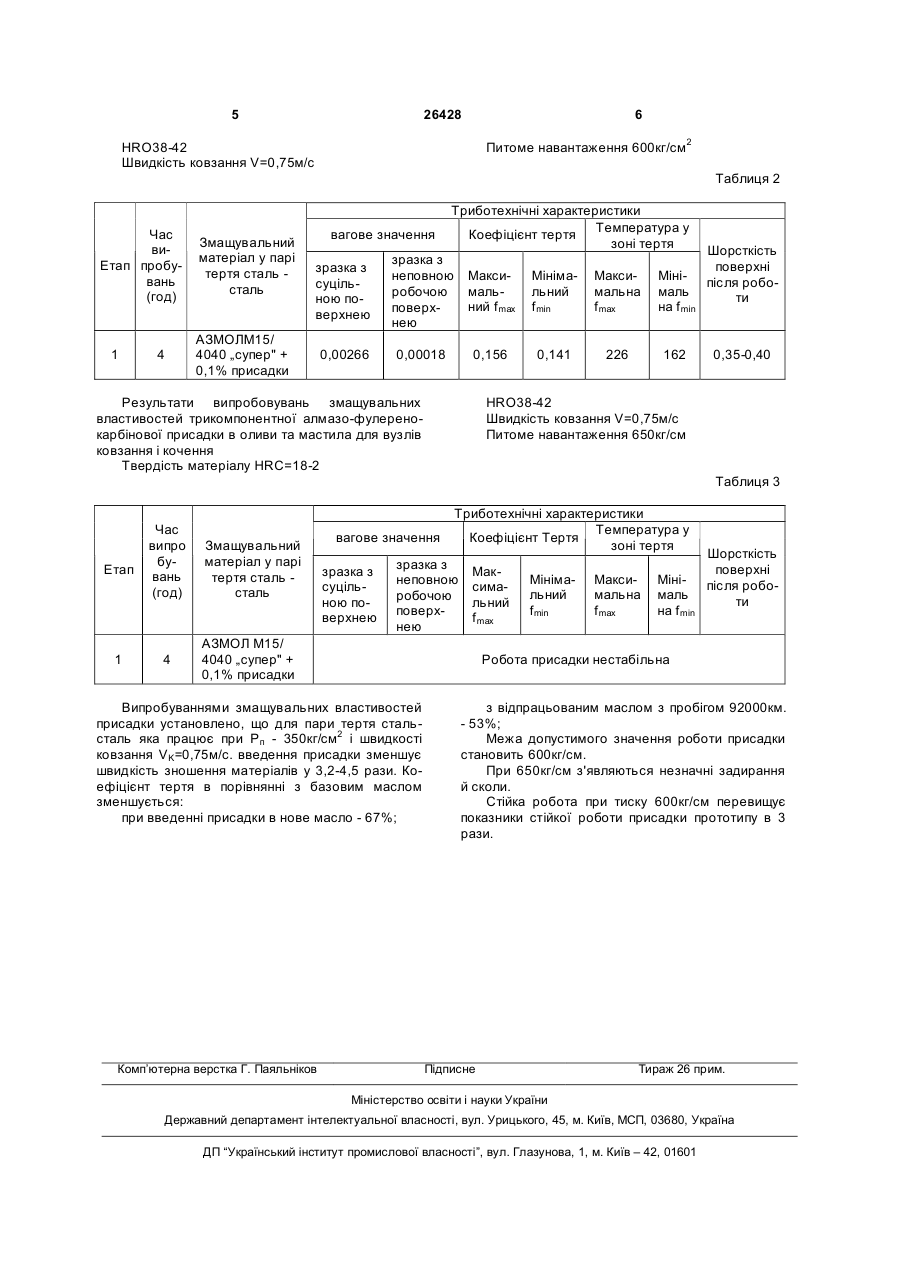
1. Спосіб одержання присадки для олив і мастил транспортних засобів, який включає дію імпульсних електричних розрядів на рідину, що містить вуглеводень, який відрізняється тим, що спочатку 3 26428 ням, дозволяє одержати алмазо-фулеренокарбінову присадку. Запас енергії в одному імпульсі 30кДж забезпечує високий тиск (до 14-16ГПа) і високу температуру (4000К), при яких відбувається деструкція матеріалу і плазмохімічний синтез алмазів, фулеренів та карбінів. Запас енергії 30кДж в одному імпульсі, частота імпульсів 4с в діапазоні 5-10мс, визначених експериментально, забезпечують утворення трикомпонентної алмазо-фулереново - карбінової суміші за результатами рентгеноструктурного, хімічного та спектрографічного дослідження. Відступ від параметрів веде до перетворення ультрадисперсних алмазів, фулеренів та карбінів у звичайний графіт. Спосіб, що заявляється, потребує менших витрат, тому що отриману присадку не потрібно додатково очищувати після синтезу. Робота присадки, одержаної способом, що пропонується, ефективніша за роботу присадки прототипу, вона забезпечує роботу транспортних засобів протягом 50000км пробігу без заміни оливи та фільтрів змащувальних систем. Введення присадки, одержаної способом, що пропонується, в оливи та мастила зменшує швидкість зношення матеріалів у 3,2-4,5 рази. Одержаної способом, що пропонується, присадка є екологічно чиста, тому що немає токсичних сполук хлоропарафінів, серпентину, тетрахлордибензопарадиоксину, кислот. Спосіб здійснюють наступним чином. На рідину, яка містить високотемпературну фракцію вуглеводню, додають 15-20% від загальної кількості рідини фурфурілового спирту. Після цього на рідину діють імпульсними електричними розрядами сформованими у діапазоні 5-10м.с, частотою 4с та запасом енергії 30кДж. При цьому одночасно формуються: ультрадисперсні алмази - 15-20% від суміші з розміром аг 4 регатів dcep=0,002-0,003мкм (2-3нм) та площиною адсорбції Sуд=800-850м2/г, суміш фулеренів (С32,С60,С70,С90,С122) - 65%, карбіни -15-20%. Рідину після синтезу подають на центрифугу, після дії якої алмазо - фуллерено-карбінова суміш осідає. Далі суміш висушують та подрібнюють на порошок. Рідину, що містить вуглеводень, після центрифуги зливають і використовують знову, додаючи її необхідну кількість замість втраченої. Порошок трикомпонентної алмазо-фулеренокарбінової присадки додають до олив та мастил у кількості 0,12% від загальної маси. Для проведення випробувань змащувальних властивостей алмазо-фулереново-карбінової присадки досліджувались зразки матеріалів пар тертя із сталі з різною твердістю. Твердість матеріалу зразків із суцільною робочою поверхнею відповідала HRC 18-26, а зразків з неповною площею поверхні - HRC 38-42. Вимірювання моменту тертя проводилось магніто-динамічною системою вимірювання машини тертя МФТ-1 при швидкості ковзання (Vк=0,75м/с.) Питоме навантаження становило Рп=350кг/см2. Протягом 4 годин проводилось порівняльні випробування змащувальних властивостей базового мастила та мастила з алмазнофулерено-карбіновою присадкою, а також відпрацьованого мастила з присадкою, яке експлуатувалося в двигуні з пробігом 92 000км. За результатами випробувань складено таблиці 1-3. Результати випробовувань змащувальних властивостей трикомпонентної алмазо-фулеренокарбінової присадки в оливи та мастила для вузлів ковзання і кочення Твердість матеріалу HRC=18-26 HRC=38-42 Швидкість ковзання V=0,75м/с Питоме навантаження 350кг/см Таблиця 1 Час виЕтап пробувань (год) 1 4 2 4 3 4 Змащувальний матеріал у парі тертя стальсталь АЗМОЛМ15/ 4040 „супербазове" АЗМОЛ М15/ 4040 „супер" +0,2% присадки АЗМОЛ М15/ 4040 „супер" +0,1% присадки (відпрацьоване масло з пробігом 92000км Триботехнічні характеристики Температура у Вагове значення Коефіцієнт тертя Шорстзоні тертя кість позразка з зразка з Макверхні МакМініМінісуцільнеповною симасимамальмальна після роною поробочою льна боти льний ний f max f min верхнею поверхнею f max 0,00620 0,00045 0,22 0,144 250 180 0,65-0,57 0,00195 0,00010 0,148 0,133 217 147 0,3-0,36 0,00245 0,00016 0,153 0,136 220 146 0,35-0,37 Результати випробовувань змащувальних властивостей трикомпонентної алмазо-фулерено карбінової присадки в оливи та мастила для вузлів ковзання і кочення Твердість матеріалу HRC=18-26 5 26428 6 Питоме навантаження 600кг/см2 HRO38-42 Швидкість ковзання V=0,75м/с Таблиця 2 Час виЕтап пробувань (год) 1 4 Змащувальний матеріал у парі тертя сталь сталь вагове значення зразка з суцільною поверхнею АЗМОЛМ15/ 4040 „супер" + 0,1% присадки 0,00266 Триботехнічні характеристики Температура у Коефіцієнт тертя зоні тертя зразка з неповною Максиробочою мальний f mах поверхнею 0,00018 0,156 Результати випробовувань змащувальних властивостей трикомпонентної алмазо-фулеренокарбінової присадки в оливи та мастила для вузлів ковзання і кочення Твердість матеріалу HRC=18-2 Мінімальний f min Максимальна f mах Мінімаль на f min 0,141 226 162 Шорсткість поверхні після роботи 0,35-0,40 HRO38-42 Швидкість ковзання V=0,75м/с Питоме навантаження 650кг/см Таблиця 3 Етап 1 Час випро бувань (год) 4 Змащувальний матеріал у парі тертя сталь сталь Триботехнічні характеристики Температура у вагове значення Коефіцієнт Тертя зоні тертя Шорсткість зразка з поверхні зразка з Макнеповною Мініма- Макси- Міні- після робосуцільсимальний мальна маль робочою ти ною польний поверхf min f mах на f min верхнею f mах нею АЗМОЛ М15/ 4040 „супер" + 0,1% присадки Робота присадки нестабільна Випробуваннями змащувальних властивостей присадки установлено, що для пари тертя стальсталь яка працює при Рп - 350кг/см2 і швидкості ковзання VK=0,75м/с. введення присадки зменшує швидкість зношення матеріалів у 3,2-4,5 рази. Коефіцієнт тертя в порівнянні з базовим маслом зменшується: при введенні присадки в нове масло - 67%; Комп’ютерна верстка Г. Паяльніков з відпрацьованим маслом з пробігом 92000км. - 53%; Межа допустимого значення роботи присадки становить 600кг/см. При 650кг/см з'являються незначні задирання й сколи. Стійка робота при тиску 600кг/см перевищує показники стійкої роботи присадки прототипу в 3 рази. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for obtaining of additive for oils and lubricants of vehicles
Автори англійськоюHorodian Vasyl Ivanovych
Назва патенту російськоюСпособ получения присадки для масел и смазок транспортных средств
Автори російськоюГородян Василий Иванович
МПК / Мітки
МПК: C01B 31/06, C10M 125/02
Мітки: засобів, спосіб, олив, мастил, одержання, транспортних, присадки
Код посилання
<a href="https://ua.patents.su/3-26428-sposib-oderzhannya-prisadki-dlya-oliv-i-mastil-transportnikh-zasobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання присадки для олив і мастил транспортних засобів</a>
Спосіб одержання сульфонатної присадки до моторних олив
Номер патенту: 37492
Опубліковано: 15.05.2001
Автори: Ільницький Зеновій Михайлович, Угрин Ярослава Антонівна, Гарун Ярослав Євстахійович, Лабуза Ігор Володимирович, Іваськевич Іван Васильович, Сухар Марія Леонідівна
МПК: C10M 135/00, C10M 159/24
Мітки: олив, моторних, сульфонатної, присадки, спосіб, одержання
Формула / Реферат:
Спосіб одержання сульфонатної присадки до моторних олив взаємодією нафтових сульфокислот з гідроксидом барію при нагріванні з подальшою відгонкою води від одержаного продукту і очисткою його від механічних домішок, який відрізняється тим, що процес проводять при 90-140ºС і надлишку гідроксиду барію в кількості, що на 20-40% перевищує стехіометричну.
Спосіб одержання багатофункціональної присадки до змащувальних олив
Номер патенту: 77891
Опубліковано: 15.01.2007
Автори: Суховерхов Віктор Дмитрович, Вавровська Людмила Миколаївна, Юдіна Віта Василівна, Іщук Юрій Лукич, Василькевич Іван Михайлович
МПК: C10N 10/04, C10M 137/00
Мітки: присадки, змащувальних, олив, багатофункціональної, одержання, спосіб
Формула / Реферат:
1. Спосіб одержання багатофункціональної присадки до змащувальних олив на основі солей дитіофосфорних кислот, який відрізняється тим, що цинкову сіль діалкіл- та/або діалкіларилдитіофосфорних кислот обробляють гідроксидом барію в присутності води в середовищі вуглеводневого розчинника при температурі 15-90 °С з подальшим очищенням одержаного продукту від механічних домішок і вилученням води та розчинника.2. Спосіб за п. 1, який...
Спосіб одержання алкілсаліцилатної присадки до мастил
Номер патенту: 10923
Опубліковано: 25.12.1996
Автори: Пляцко Ростислава Михайлівна, Мельничок Мирон Йосифович, Пилат Ярослава Іванівна, Гірняк Іван Степанович, Угрин Ярослава Антонівна, Рурак Георгій Миколайович, Главаті Олдржих Людвикович, Лабуза Ігор Володимирович, Гарун Ярослав Євстахієвич, Ільницький Зеновій Михайлович
МПК: C10M 159/20
Мітки: алкілсаліцилатної, присадки, спосіб, одержання, мастил
Формула / Реферат:
Способ получения алкилсалицилатной присадки к смазочным маслам взаимодействием алкилсалициловых кислот с числом атомов углерода в алкильной цепи 16-18 с гидроксидом кальция и диоксидом углерода при нагревании в присутствии минерального масла и промотора с последующим отделением промотора и механических примесей, отличающийся тем, что в качестве промотора используют изопропиловый спирт, процесс ведут при температуре 66-78°С и отделение...
Спосіб одержання високолужної алкілсаліцилатної присадки до мастил
Номер патенту: 25049
Опубліковано: 25.12.1998
Автори: Дорошенко Анатолій Ніколаєвіч, Щербак Віра Іванівна, Зерзева Інна Мусіївна, Акимова Наталія Вячеславівна, Алдохіна Тетяна Пилипівна, Катков Іван Ніколаєвіч, Шафранскій Євгєній Львовіч
Мітки: високолужної, спосіб, алкілсаліцилатної, мастил, присадки, одержання
Формула / Реферат:
1. Способ получения высокощелочной алкилсалицилатной присадки к смазочным маслам путем нейтрализации алкил(C9C26) салициловых кислот гидроксидом щелочноземельного металла в присутствии минерального масла и углеводородного растворителя и обработки продукта нейтрализации диоксидом углерода и гидроксидом щелочноземельного металла в присутствии углеводородного растворителя и промотора с последующим их отделением и очисткой полученной присадки от...
Спосіб одержання алкілсаліцилатної присадки до мастил
Номер патенту: 8060
Опубліковано: 26.12.1995
Автори: Мельничок Мирон Йосифович, Ільницький Зеновій Михайлович, Лабуза Ігор Володимирович, Пилат Ярослава Іванівна, Главаті Олдржих Людвикович, Угрин Ярослава Антонівна, Гарун Ярослав Євстахієвич, Кравчук Галина Григорівна
МПК: C10M 159/20
Мітки: присадки, мастил, алкілсаліцилатної, одержання, спосіб
Формула / Реферат:
1. Способ получения алкилсалицилатной присадки к смазочным маслам путем взаимодействия алкилсалициловых кислот, содержащих 14-18 атомов углерода в алкиле, с гидроксидом кальция и диоксидом углерода при нагревании в присутствии минерального масла и промотора, с последующей отгонкой промотора и очисткой, отличающийся тем, что процесс ведут при температуре 80-140°С и остаточном давлении 0,01-1 кг/см и в качестве промотора используют...
Попередній патент: Вузол направляючого ролика ходової частини мостового крана
Наступний патент: Спосіб оцінки ефективності лікування хворих з гелікобактерасоційованою патологією органів системи травлення
Випадковий патент: Спосіб оцінки ефективності лікування целіакії