Пристрій для виготовлення зубних протезів
Формула / Реферат
1. Пристрій для виготовлення зубних протезів, що містить роз'ємну кювету, завантажувальну камеру з поршнем та прес, який відрізняється тим, що завантажувальна камера містить капсулу, заповнену термопластичним матеріалом, з якою має можливість контактувати поршень, а кювета має посадочне місце, яке за формою відповідає вихідній частині капсули.
2. Пристрій для виготовлення зубних протезів за п. 1, який відрізняється тим, що капсула виготовлена у вигляді алюмінієвої туби.
3. Пристрій для виготовлення зубних протезів за п. 2, який відрізняється тим, що вихідна частина алюмінієвої туби виконана конусною.
4. Пристрій для виготовлення зубних протезів за будь-яким пп. 1 - 3, який відрізняється тим, що кювета має посадочне місце для капсули конусної форми.
Текст
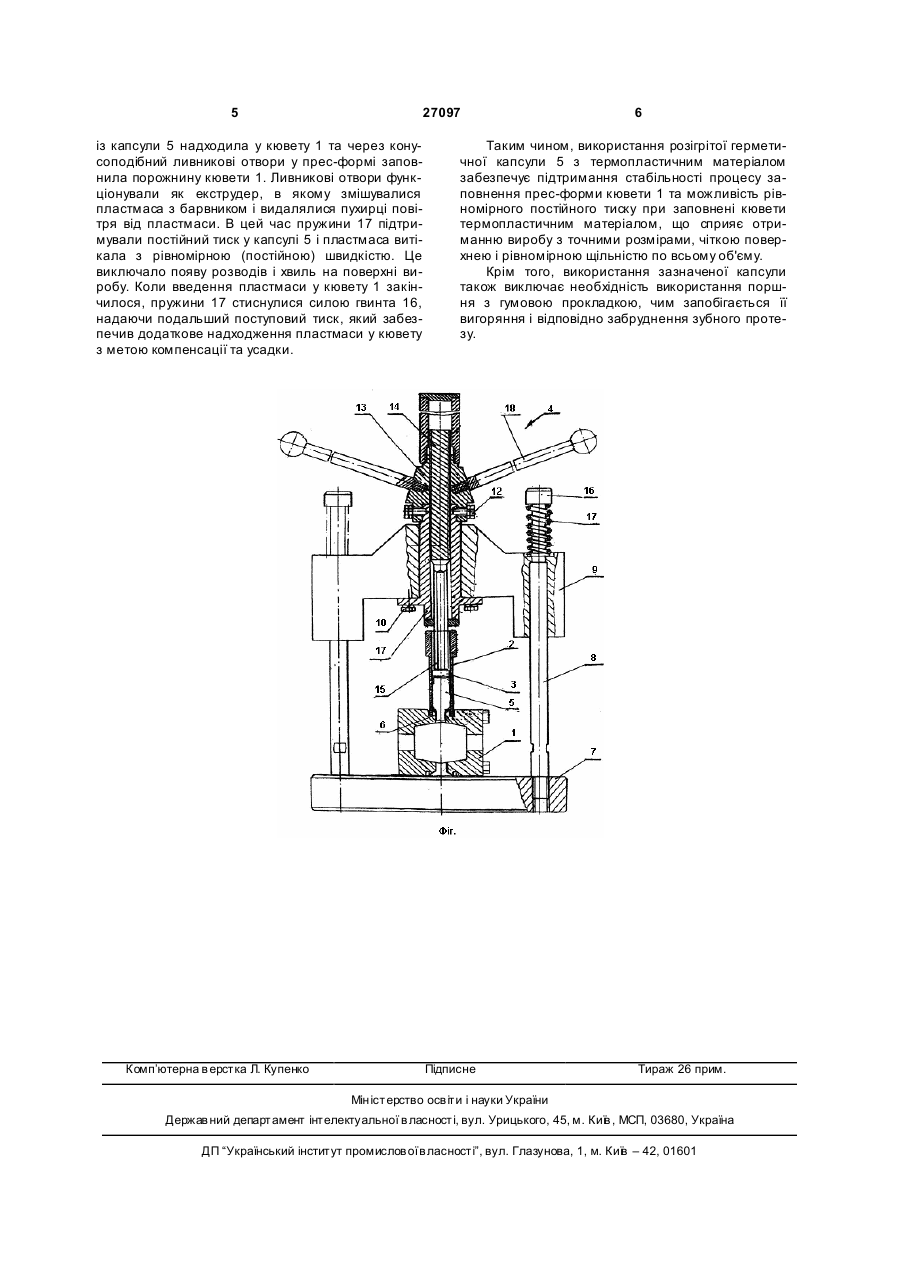
1. Пристрій для виготовлення зубних протезів, що містить роз'ємну кювету, завантажувальну камеру з поршнем та прес, який відрізняється тим, що завантажувальна камера містить капсулу, заповнену термопластичним матеріалом, з якою має можливість контактувати поршень, а кювета має 3 27097 - порушення чистоти кольору зубного протезу з-за попадання до термопластичного матеріалу згорілої гумової прокладки. Порушення герметичності не дозволяє забезпечити регулювання тиску у кюветі, наслідком чого є неможливість урахування усадки для отримання чіткої поверхні протезу. Все це приводить до того, що неможливо отримати виріб із точними розмірами, чіткою поверхнею і рівномірною щільністю по всьому об'єму. Задачею корисної моделі є удосконалення пристрою для виготовлення зубних протезів, в якому шляхом заповнення завантажувальної камери герметичною капсулою з розігрітим термопластичним матеріалом досягається підтримання герметичності камери та стабільності процесу заповнення кювети, що забезпечує можливість рівномірного постійного тиску при заповнені кювети термопластичним матеріалом та сприяє отриманню виробу з точними розмірами, чіткою поверхнею і рівномірною щільністю по всьому об'єму; крім того, виключається необхідність використання поршня з гумовою прокладкою, чим запобігається її вигоряння і відповідно забруднення зубного протезу. Поставлена задача вирішується тим, що у пристрої для виготовлення зубних протезів, який містить роз'ємну кювету, завантажувальну камеру з поршнем та прес, згідно корисної моделі, завантажувальна камера містить капсулу, заповнену термопластичним матеріалом, з якою має можливість контактувати поршень, а кювета має посадочне місце, яке за формою відповідає вихідній частині капсули. Капсула може бути виготовлена у вигляді алюмінієвої туби, в якій вихідна частина виконана конусною. При цьому кювета має посадочне місце для капсули конусної форми. Використання капсули, заповненою розігрітим термопластичним матеріалом, яка сама по собі є герметичною камерою, виключає необхідність створення герметичності у завантажувальній камері та відповідно використання поршня з гумовою прокладкою. Тим самим при високих температурах виключається вигоряння гумової прокладки, а тому й забруднення зубного протезу. Крім того, підтримання герметичності камери забезпечує можливість рівномірного постійного тиску на капсулу та відповідно на термопластичний матеріал, що сприяє отриманню виробу з точними розмірами, чіткою поверхнею і рівномірною щільністю по всьому об'єму. Суть корисної моделі пояснюється кресленням, де схематично зображений пристрій для виготовлення зубних протезів. (Фіг.) Пристрій для виготовлення зубних протезів містить роз'ємну кювету 1, завантажувальну камеру 2 з поршнем 3 та прес 4. Роз'ємна кювета 1 складається із двох частин, скріплених між собою чотирма болтами для попередження розкриття під дією тиску в середині кювети під час лиття. З протилежних боків у кюветі виконані конусоподібні ливникові отвори (на кресленні не показані). У завантажувальній камері 2 під поршнем 3 4 розміщують капсулу 5, заповнену розігрітим термопластичним матеріалом. Капсула 5 виготовлена у вигляді алюмінієвої туби, вихідна частина 6 якої виконана конусною та розташована в центрі кювети 1 у посадочному місці, яке за формою відповідає вихідній частині капсули 5. Прес 4 складається з основи 7, на якій з обох боків кювети 1 встановлені дві вертикальні стійки 8. На стійках 8 з можливістю зворотнопоступального руху у вертикальному напрямку установлена робоча перекладина 9, в центрі якої за допомогою кріпильних елементів (гвинт - шайба) 10 встановлена втулка 11, яка у верхній частині виходить за межі перекладини 9, де до неї кріпиться за допомогою кріпильних елементів (болт гайка) 12 маточна гайка 13. Через маточну гайку 13 проходить гвинт 14, який у нижній частині переходить у шток 15, що контактує з поршнем 3 завантажувальної камери 2. Кожна стійка 8 на верхній частині має спеціальну гайку 16, яка затискує пружину 17, зв'язану з перекладиною 9. Прес 4 оснащений трьома рукоятками 18, закріпленими у маточній гайці 13, для можливості забезпечення тиску на поршень 3 і відповідно на капсулу 5 з термопластичним матеріалом. Для виготовлення зубних протезів використовують ливневі пластмаси такі як поліпропілен, поліетилен та удароміцний полістирол, а також акрилові пластмаси. Пристрій для виготовлення зубних протезів працює таким чином. Кювету 1 у зібраному вигляді з двох частин, установили на основу 7 преса 4 під робочою перекладиною 9. На кювету 1 установили завантажувальну камеру 2 із розігрітою капсулою 5 з термопластичним матеріалом, вихідна частина 6 якої має конусоподібну форму. За капсулу використали стандартні алюмінієві туби діаметром 22мм. В них засипали необхідну кількість гранул поліпропілену медичної чистоти. Тубу закрили алюмінієвим ковпачком, краї завальцювали. Гвинт 14 опустили донизу до контакту штока 15 із поршнем 3. Гвинтами 16 зафіксували пружини 17, встановлені на стійки 8. Маточн у гайку 13 за допомогою рукояток 18 обертали навколо гвинта 14. В результаті цього гвинт 14 перемістився донизу і штоком 15 натиснув через поршень 3 у завантажувальній камері 2 на капсулу 5 і далі на кювету 1. При цьому пружини 17 стискалися. По мірі зростання тиску під дією механічного зусилля, яке прикладали до рукоятки 18 преса 4 шток 15 переміщався вертикально донизу та здійснював тиск на капсулу 5 з розігрітим термопластичним матеріалом. Коли тиск на капсулу 5 перевершив тиск, створений гвинтами 16 на пружини 17, утворилася протидія на шток 15 і він через втулку 11, з якою має жорсткий зв'язок, діяв на перекладину 9, яка почала підніматися на стійках 8. При цьому робоча перекладина 9 піднялася догори та стиснула пружини 17, зафіксовані спеціальними гайками 16 у верхніх частинах стійок 8. По мірі зростання тиску капсула 5 з термопластом деформувалася та у нижній її частині відбувся розрив у місці входу до кювету. Розплавлена маса 5 27097 із капсули 5 надходила у кювету 1 та через конусоподібний ливникові отвори у прес-формі заповнила порожнину кювети 1. Ливникові отвори функціонували як екструдер, в якому змішувалися пластмаса з барвником і видалялися пухирці повітря від пластмаси. В цей час пружини 17 підтримували постійний тиск у капсулі 5 і пластмаса витікала з рівномірною (постійною) швидкістю. Це виключало появу розводів і хвиль на поверхні виробу. Коли введення пластмаси у кювету 1 закінчилося, пружини 17 стиснулися силою гвинта 16, надаючи подальший поступовий тиск, який забезпечив додаткове надходження пластмаси у кювету з метою компенсації та усадки. Комп’ютерна в ерстка Л. Купенко 6 Таким чином, використання розігрітої герметичної капсули 5 з термопластичним матеріалом забезпечує підтримання стабільності процесу заповнення прес-форми кювети 1 та можливість рівномірного постійного тиску при заповнені кювети термопластичним матеріалом, що сприяє отриманню виробу з точними розмірами, чіткою поверхнею і рівномірною щільністю по всьому об'єму. Крім того, використання зазначеної капсули також виключає необхідність використання поршня з гумовою прокладкою, чим запобігається її вигоряння і відповідно забруднення зубного протезу. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for denture making
Автори англійськоюKedrovskyi Henadii Ivanovych
Назва патенту російськоюУстройство для изготовления зубных протезов
Автори російськоюКедровский Геннадий Иванович
МПК / Мітки
МПК: A61C 13/20
Мітки: зубних, протезів, пристрій, виготовлення
Код посилання
<a href="https://ua.patents.su/3-27097-pristrijj-dlya-vigotovlennya-zubnikh-proteziv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення зубних протезів</a>
Спосіб виготовлення знімних зубних часткових пластинкових протезів
Номер патенту: 47633
Опубліковано: 15.07.2002
Автори: Єгоров Євген Юрійович, Зінов'єв Геннадій Іванович, Шендрик Микола Миколайович, Суржанський Станіслав Костянтинович
МПК: A61C 13/00
Мітки: протезів, знімних, часткових, пластинкових, виготовлення, зубних, спосіб
Формула / Реферат:
Спосіб виготовлення знімних зубних часткових пластинкових протезів, що включає виготовлення гіпсових моделей, установлення в оклюдатор, виготовлення воскової композиції протеза, перевірку конструкції, гіпсування в кюветі за зворотним способом, поступове формування жорсткої та м'якої пластмаси, який відрізняється тим, що після перевірки конструкції протеза, гіпсові зуби на моделі підрізають з вестибулярного боку по шийці на 1/3, відламують,...
Спосіб виготовлення покривних знімних пластинкових зубних протезів
Номер патенту: 52443
Опубліковано: 16.12.2002
Автори: Лещук Степан Євгенович, Лещук Євген Степанович
МПК: A61C 13/00
Мітки: пластинкових, спосіб, зубних, покривних, протезів, виготовлення, знімних
Формула / Реферат:
Спосіб виготовлення знімних пластинкових зубних протезів, що полягає в тому, що за гіпсовою моделлю виготовляють базис, виконують ливникові канали для заповнення еластичною пластмасою, проводять постановку зубів та моделювання базису, загіпсовують гіпсову модель з базисом у рознімну кювету, витравляють віск, охолоджують та моделюють віск, пресують базисну пластмасу, кювету роз'єднують, забирають залишки пластмаси та воску, формують еластичну...
Спосіб виготовлення пластмасових зубних протезів
Номер патенту: 35105
Опубліковано: 15.03.2001
Автори: Нагурний Василь Анатолієвич, Варес Евальд Янович, Варес Ян Евальдович, Гуменюк Ольга Михайлівна, Нідаль Амін Або Обейд
МПК: A61C 13/08
Мітки: спосіб, пластмасових, виготовлення, зубних, протезів
Формула / Реферат:
1. Спосіб виготовлення пластмасових зубних протезів, який включає виготовлення гіпсової форми та її зміцнення, розміщенням її в металічній кюветі, ізоляцією поверхні гіпсу, введення в форму пластмаси через канал гіпсової форми та звільнення готового протеза від гіпсу, який відрізняється тим, що гіпсову форму зміцнюють шляхом замішування гіпсу на намагніченій воді з яєчним білком у співвідношенні 1:30, ізолюють поверхню гіпсу шаром...
Спосіб виготовлення знімних зубних протезів
Номер патенту: 35957
Опубліковано: 16.04.2001
Автор: Бєсов Анатолій Володимирович
МПК: A61C 13/08, A61C 5/08
Мітки: зубних, спосіб, виготовлення, протезів, знімних
Формула / Реферат:
1. Спосіб виготовлення змінних зубних протезів з акрилових пластмас, що включає одержання зліпка, відливку моделі з гіпсу, постановку зубів, нанесення на нього захисного металевого покриття з нержавіючої сталі, виплавлення воску, полімеризацію пластмаси та поліровку, який відрізняється тим, що нанесення захисного металевого покриття здійснюється методом плазмового напилення на повітрі безпосередньо на гіпсову модель та армують цим покриттям...
Сплав для виготовлення з’ємних зубних протезів з кламерною фіксацією
Номер патенту: 25286
Опубліковано: 30.10.1998
Автори: Лабунець Василь Аксентійович, Семенов Євгеній Іванович
МПК: C22C 19/07, A61C 13/00
Мітки: виготовлення, кламерною, сплав, протезів, фіксацією, зубних, з'ємних
Формула / Реферат:
1. Сплав для виготовлення з'ємних зубних протезів з кламерною фіксацією, який містить кобальт, хром, молібден, кремній та вуглець, який відрізняється тим, що додатково містить ніобій, ванадій та азот при наступному співвідношенні компонентів, мас.%: Кобальт 61,0 - 64,0 Хром 28,0 - 31,3 Молібден 4,5 - 5,0 Кремній ...
Попередній патент: Монета
Наступний патент: Наземно-інформаційний транспортний засіб
Випадковий патент: Комплексний фармацевтичний препарат