Спосіб виготовлення заготовок різальних інструментів із порошків швидкорізальних сталей
Номер патенту: 28275
Опубліковано: 16.10.2000
Автори: Гогаєв Казбек Олександрович, Попов Віктор Петрович, Гончаров Сергій Володимирович

Формула / Реферат
Способ изготовления заготовок режущих инструментов из порошков, быстрорежущих сталей, включающий компактирование порошков, спекание, нагрев и горячую экструзию порошковой заготовки, отличающийся тем, что в установленную на гидравлическом прессе пресс-форму засыпают порошок бистрорежущей стали, прикладывают к порошку двухстороннее осевое давление 12-16 МПа и пропускают через него электрический ток, причем при нагреве порошка до температуры 1100-1150°C давление увеличивают до 80-100 МПа, а полученную при этом спеченную и нагретую порошковую заготовку плотностью 84-88 % извлекают и подвергают горячей экструзии.
Текст
Способ изготовления заготовок режущи х инструментов из порошков быстрорежущих сталей, включающий компактирование порошков, спека 28275 ние, нагрев и горячую экструзию порошковой заготовки согласно изобретению в установленную на гидравлическом прессе пресс-форму засыпают порошок быстрорежущей стали, прикладывают к порошку двустороннее осевое давление 1216 МПа и пропускают через него электрический ток, причем при нагреве порошка до температуры 1100-1150°С давление увеличивают до 80100 МПа, а полученную при этом спеченную и нагретую порошковую заготовку плотностью 84-88% извлекают и подвергают горячей экструзии. Увеличение производительности и снижение трудоемкости изделий достигается за счет получения порошковых заготовок плотностью 84-88% путем пропускания электрического тока через порошок, находящийся в пресс-форме, его нагрева до 1100-1150°С и приложения давления 80100 МПа к порошку, тем самым значительно сокращается время на изготовление заготовок, а также снижаются энергетические и трудовые затраты. Предложенный способ существенно отличается и имеет преимущества перед прототипом, так как обеспечивает получение спеченной и нагретой заготовки под горячую экструзию посредством одной операции – двустороннего прессования порошка и пропусканием через него электрического тока, а в прототипе для достижения аналогичного эффекта необходимо провести вакуумный отжиг порошка, его холодное прессование, вакуумное спекание порошковой заготовки и ее высокочастотный нагрев. Таким образом, температурный интервал нагрева и компактирования порошка (путем пропускания через него электрического тока и создания давления 80-100 МПа) и горячей пластической деформации (экструзии) составляет 1100-1150°С. В случае повышения температуры до 1200°С в материале происходит рост карбидов, что отрицательно влияет на механические и технологические свойства быстрорежущих сталей. В случае понижения температуры до 1050°С плотность порошковой заготовки не обеспечивает запас пластичности, ввиду чего заготовка после экструзии имеет дефекты (трещины). Пример 1 Порошок быстрорежущей стали Р6М5Ф3 производства завода "Днепросталь", полученный газовым распылением дисперсностью – 40¸500 мкм, засыпался в пресс-форму, установленную на гидравлическом прессе ДБ 2426 усилием 400 КН. Матрица диаметром 18 мм изготавливалась из графита марки МПГ-6. Нижний и верхний пуансоны также изготавливались из графита во избежание прилипания порошка быстрорежущей стали к пуансонам между ними помещалась прослойка из порошка графита. В пресс-форме осуществлялось двустороннее прессование порошка, причем на первом этапе осуществляли подпрессовку порошка давлением р=16 МПа (определено из технических возможностей узла подпрессовки пресса), после чего через порошок пропускался электрический ток без снятия давления. При достижении температуры порошка 1150°С, контроль которой осуществлялся термопарой, усилие прессования увеличивали таким образом, что давление на порошок составляло 100 МПа (определено из усло вия прочности графитовой матрицы при Т= =1150°С). Весь процесс нагрева и спекания порошка длился 90 секунд. Нагретую порошковую заготовку диаметром 18 мм, высотой 35 мм, плотностью 88% извлекали из графитовой матрицы и подвергали горячей экструзии с коэффициентом вытяжки l»7 (степень деформации e»0,86). На кривошипном прессе модели КВ 2132 усилием 1600 КН. Штамп подогревался до температуры 320°С. Контроль температуры штампа осуществлялся термопарой. Диаметр заготовки после экструзии составлял 6,8 мм, плотность заготовки 100%, содержание кислорода - 0,01%. Дисперсность карбидной фазы достаточно высока, размер карбидов не превышал 4 мкм. Заготовка внешних дефектов не имела. Пример 2 Заготовка d=18 мм, плотностью 86%, полученная путем предварительного прессования порошка р=14 МПа с последующим пропусканием через порошок Р6М5Ф3 электрического тока и двусторонним прессованием при температуре 1130°С и давлении 100 МПа в течение 85 секунд, подвергалась горячей экструзии с коэффициентом вытяжки l=7. Диаметр заготовки после экструзии – 6,8 мм, плотность - 100%, содержание кислорода - 0,01%. Размер карбидов не превышал 2-3 мкм. Заготовка внешних де фектов не имела. Пример 3 Заготовка d=18 мм, плотностью 84%, полученная путем предварительного прессования порошка р=12 МПа с последующим пропусканием через порошок электрического тока и двусторонним прессованием при температуре 1100°С и давлении 80 МПа в течении 90 секунд, подвергалась горячей экструзии с коэффициентом вытяжки l=7. Диаметр полученной заготовки – 6,8 мм, плотность - 100%, содержание кислорода - 0,01%. Размер карбидов не превышал 2 мкм. Заготовка внешних де фектов не имела. Пример 4 Заготовка диаметром 18 мм, плотностью 78%, полученная путем предварительного прессования порошка Р6М5Ф3 р=11 МПа с последующим пропусканием через порошок электрического тока и двусторонним прессованием при температуре 1050°С, при давлении 70 МПа в течении 100 секунд, подвергалась горячей экструзии с коэффициентом вытяжки l=7. Заготовка после экструзии имела многочисленные трещины глубиной до 1 мм. Пример 5 Заготовка диаметром 18 мм, плотностью 90%, полученная путем предварительного прессования порошка Р6М5Ф3 р=16 МПа с последующим пропусканием через порошок электрического тока и двухсторонним прессованием при температуре 1200°С, при давлении 100 МПа в течении 100 секунд подвергалась горячей экструзии с коэффициентом вытяжки l=7. Диаметр заготовки после экструзии равнялся 6,8 мм, плотность – 100%, содержание кислорода - 0,01%. Размер карбидов до 12-15 мкм. Пример 6 Процесс получения спеченной и нагретой заготовки при предварительной подпрессовке по 2 28275 рошка Р6М5Ф3 р=14 МПа, температуре спекания 1150°С (за счет пропускания электрического тока в течении 90 секунд) и давлении прессования р= =110 МПа не был реализован ввиду разрушения графитовой матрицы. Из прутков d=6.8 мм, полученных из порошка быстрорежущей стали Р6М5Ф3 нагревом порошка до температуры 1100-1150°С путем пропускания электрического тока, приложения двустороннего давления 80-100 МПа и экструзии порошковых заготовок плотностью 84-88% были изготовлены концевые фрезы диаметром 6 мм. Опытно-промышленные испытания этих фрез, проводимые в ПО "Завод Арсенал" при обработке титановых сплавов показали высокие режущие свойства, не уступающие фрезам, изготовленным по технологии прототипа. Таким образом, предлагаемый способ изготовления режущих инструментов из порошков быстрорежущи х сталей по сравнению с прототипом повышает производительность больше и снижает трудоемкость изготовления. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 34 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing billets of cutting tools from powders of high-speed steels
Автори англійськоюHohaiev Kazbek Oleksandrovych, Popov Viktor Petrovych, Honcharov Serhii Volodymyrovych
Назва патенту російськоюСпособ изготовления заготовок режущих инструментов из порошков быстрорежущих сталей
Автори російськоюГогаев Казбек Александрович, Попов Виктор Петрович, Гончаров Сергей Владимирович
МПК / Мітки
МПК: B22F 3/20
Мітки: швидкорізальних, інструментів, виготовлення, сталей, спосіб, заготовок, різальних, порошків
Код посилання
<a href="https://ua.patents.su/3-28275-sposib-vigotovlennya-zagotovok-rizalnikh-instrumentiv-iz-poroshkiv-shvidkorizalnikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення заготовок різальних інструментів із порошків швидкорізальних сталей</a>
Спосіб виготовлення труб з аустенітних сталей
Номер патенту: 5385
Опубліковано: 28.12.1994
Автори: Лезінська Олена Яківна, Перчаник Віктор Вольфович, Друян Володимир Михайлович, Буряк Тетяна Миколаївна, Рабінович Олександр Вольфович, Рищенко Юрій Олександрович, Козловський Альфред Іванович, Ковальова Лариса Григорівна
МПК: B21B 23/00
Мітки: сталей, спосіб, виготовлення, аустенітних, труб
Формула / Реферат:
Способ изготовления труб из аустенитных сталей, включающий многопроходную горячую деформацию слитков в трубную заготовку, отличающийся тем, что материал деформируемых слитков выбирают, исходя из содержания в нем нитридных включений не более 4 баллов, а горячую деформацию осуществляют последовательно в 3 прохода путем прошивки слитка на прессе, прокатки на элонгаторе и пилигриммовом стане, при этом коэффициент вытяжки при прошивке в 3-5 раз...
Спосіб виготовлення фільтруючих елементів із порошків олов’янистої бронзи з внутрішньою кільцевою порожниною
Номер патенту: 14271
Опубліковано: 25.04.1997
Автори: Сутирин Сергій Васильович, Кондратенко Віктор Федорович, Антіпов Альберт Іванович
МПК: B22F 3/10, B22F 3/12, B22F 3/11, B21K 21/00
Мітки: порожниною, внутрішньою, кільцевою, олов'янистої, бронзи, виготовлення, спосіб, порошків, елементів, фільтруючих
Формула / Реферат:
Способ изготовления фильтрующих элементов из порошков оловянистой бронзы с внутренней кольцевой полостью, включающий формование дисков из порошка бронзы и их спекание в форме, герметичное их соединение по наружной поверхности, отличающийся тем, что, с целью повышения эксплуатационных характеристик, формуют диски диаметром меньше диаметра элемента, проводят предварительное спекание их при температуре 0,90-0,95 температуры спекания в...
Спосіб пдп поверхневого шару зливків та заготовок жароміцих сталей та сплавів
Номер патенту: 751
Опубліковано: 15.12.1993
Автори: Толстопятов Костянтин Сергійович, Ліхобаба Олексій Васильович, Торхов Генадій Федорович, Тагер Лев Рафаілович, Стеценко Микола Васильович, Латаш Юрій Вадімович, Фролов Леонід Валеріанович
Мітки: поверхневого, сплавів, жароміцих, сталей, спосіб, шару, зливків, пдп, заготовок
Формула / Реферат:
1. Способ плазменно-дугового переплава поверхностного слоя слитков и заготовок жаропрочных сталей и сплавов, включающий оплавление поверхности слитка плазменной дугой постоянного тока в атмосфере инертных газов с образованием ванны жидкого металла, вращение обрабатываемого слитка вокруг своей оси, поступательное движение плазменной дуги вдоль оси слитка, отличающийся тем, что, с целью повышения качества поверхности слитков, увеличения...
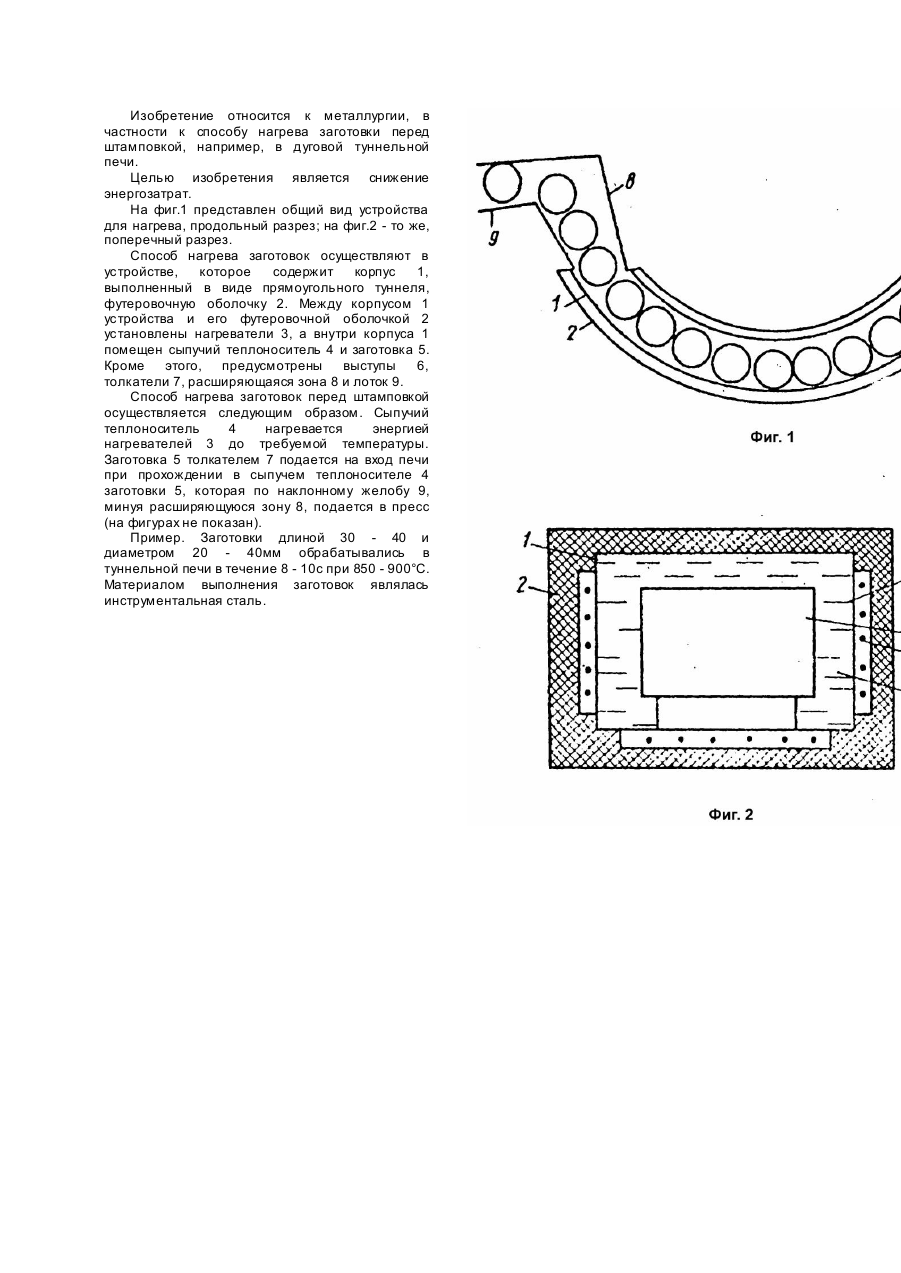
Спосіб нагріву заготовок перед штампуванням
Номер патенту: 18627
Опубліковано: 25.12.1997
Автор: Пряхін Віктор Яковлевич
МПК: B21C 29/00
Мітки: нагріву, спосіб, заготовок, штампуванням
Формула / Реферат:
Способ нагрева заготовок перед штамповкой, заключающийся в перемещении заготовки в среде нагрева и термической обработке заготовки, отличающийся тем, что в качестве среды нагрева используют сыпучий теплоноситель, нагретый до за-данной температуры, а перемещение заготовки осуществляется при ее постоянном контакте с сыпучим теплоносителем.
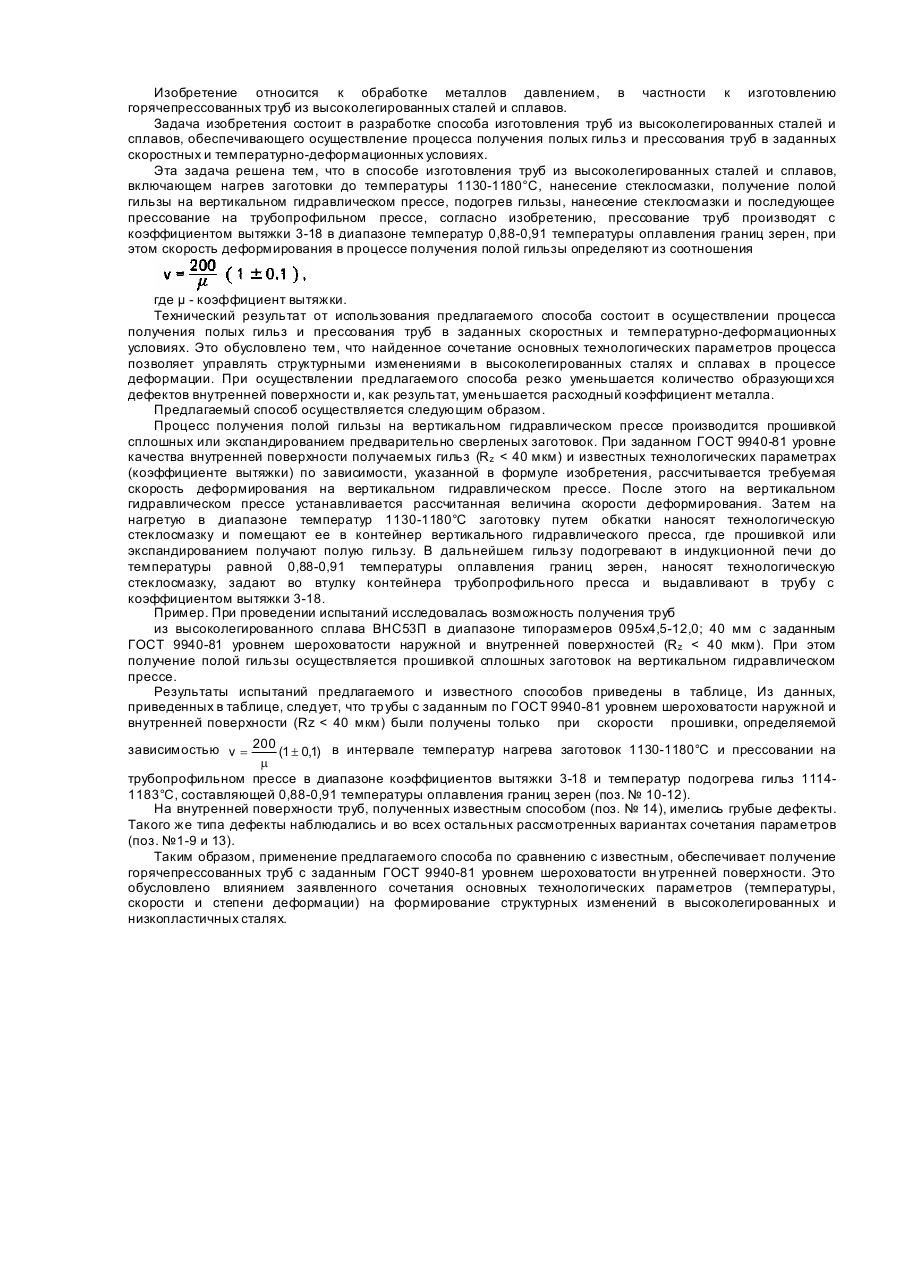
Спосіб виготовлення труб з високолегованих сталей та сплавів
Номер патенту: 18726
Опубліковано: 25.12.1997
Автори: Блощинський Григорій Павлович, Медведєв Михайло Іванович, Шперлін Павло Ілліч, Притоманов Олексій Євгеньєвич, Ціпер Євгеній Михайлович, Напханько Ігор Миколайович, Крихта Валерій Петрович, Царьков Олексій Костянтинович
МПК: B21C 23/02
Мітки: труб, виготовлення, спосіб, сталей, високолегованих, сплавів
Формула / Реферат:
Способ изготовления труб из высоколегированных сталей и сплавов, включающий нагрев заготовки до температуры 1130-1180°С, нанесение стеклосмазки, получение полой гильзы на вертикальном гидравлическом прессе, подогрев гильзы, нанесение стеклосмазки и последующее прессование на трубопрофильном прессе, отличающийся тем, что прессование труб производят с коэффициентом вытяжки 3-18 в диапазоне температур 0,88-0,91 температуры оплавления границ...
Попередній патент: Спосіб одержання енергії при холодному синтезі ядер
Наступний патент: Спосіб оксигенації спіруліни та апарат для його здійснення
Випадковий патент: Пристрій для створення хмари з дрібнодисперсних часток рідини