Спосіб виготовлення труб з високолегованих сталей та сплавів
Номер патенту: 18726
Опубліковано: 25.12.1997
Автори: Крихта Валерій Петрович, Напханько Ігор Миколайович, Ціпер Євгеній Михайлович, Медведєв Михайло Іванович, Царьков Олексій Костянтинович, Притоманов Олексій Євгеньєвич, Блощинський Григорій Павлович, Шперлін Павло Ілліч
Формула / Реферат
Способ изготовления труб из высоколегированных сталей и сплавов, включающий нагрев заготовки до температуры 1130-1180°С, нанесение стеклосмазки, получение полой гильзы на вертикальном гидравлическом прессе, подогрев гильзы, нанесение стеклосмазки и последующее прессование на трубопрофильном прессе, отличающийся тем, что прессование труб производят с коэффициентом вытяжки 3-18 в диапазоне температур 0,88-0,91 температуры оплавления границ зерен, при этом скорость деформирования в процессе получения полой гильзы определяют из соотношения:
где μ - коэффициент вытяжки.
Текст
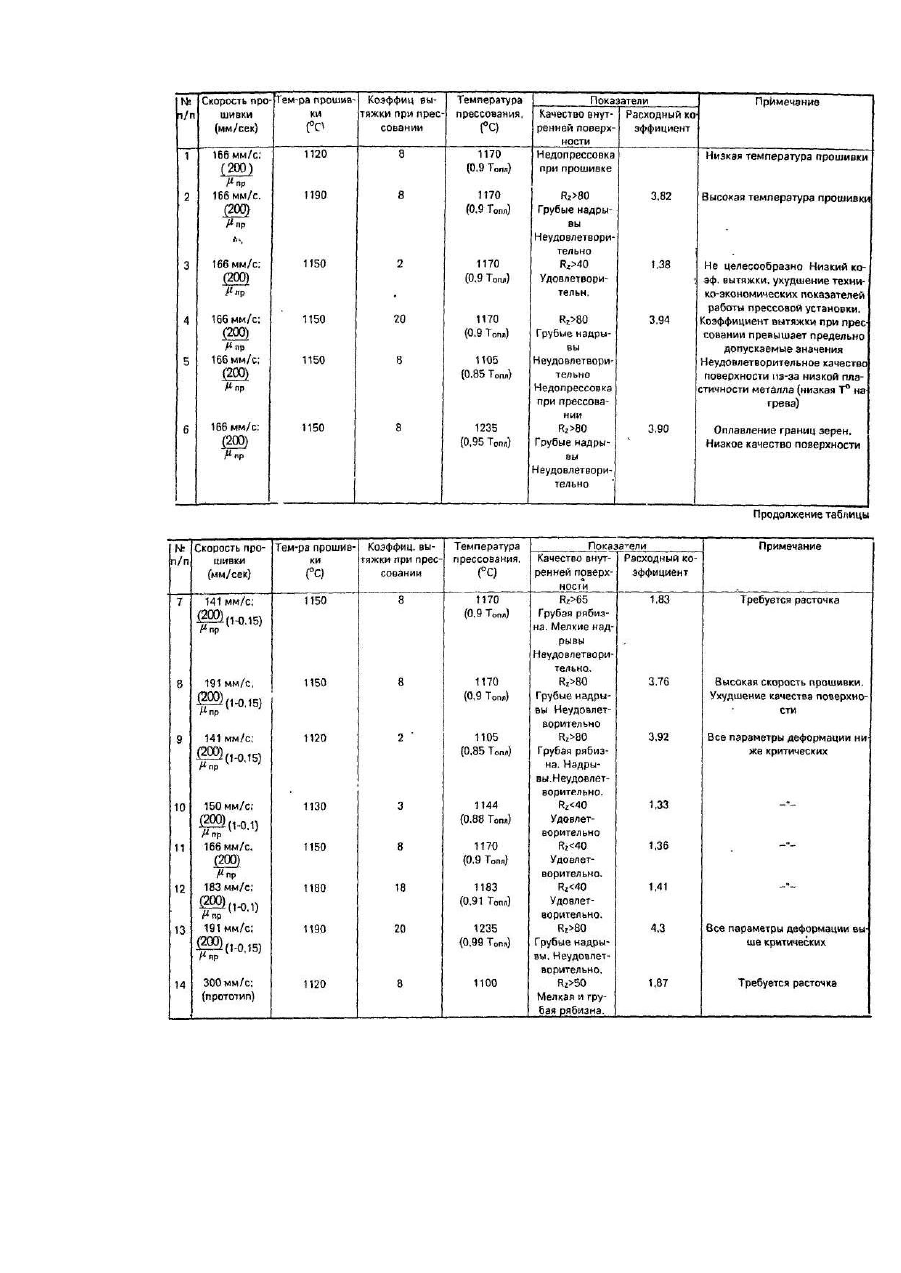
Изобретение относится к обработке металлов давлением, в частности к изготовлению горячепрессованных труб из высоколегированных сталей и сплавов. Задача изобретения состоит в разработке способа изготовления труб из высоколегированных сталей и сплавов, обеспечивающего осуществление процесса получения полых гильз и прессования труб в заданных скоростных и температурно-деформационных условиях. Эта задача решена тем, что в способе изготовления труб из высоколегированных сталей и сплавов, включающем нагрев заготовки до температуры 1130-1180°С, нанесение стеклосмазки, получение полой гильзы на вертикальном гидравлическом прессе, подогрев гильзы, нанесение стеклосмазки и последующее прессование на трубопрофильном прессе, согласно изобретению, прессование труб производят с коэффициентом вытяжки 3-18 в диапазоне температур 0,88-0,91 температуры оплавления границ зерен, при этом скорость деформирования в процессе получения полой гильзы определяют из соотношения где μ - коэффициент вытяжки. Технический результат от использования предлагаемого способа состоит в осуществлении процесса получения полых гильз и прессования труб в заданных скоростных и температурно-деформационных условиях. Это обусловлено тем, что найденное сочетание основных технологических параметров процесса позволяет управлять структурными изменениями в высоколегированных сталях и сплавах в процессе деформации. При осуществлении предлагаемого способа резко уменьшается количество образующи хся дефектов внутренней поверхности и, как результат, уменьшается расходный коэффициент металла. Предлагаемый способ осуществляется следующим образом. Процесс получения полой гильзы на вертикальном гидравлическом прессе производится прошивкой сплошных или экспандированием предварительно сверленых заготовок. При заданном ГОСТ 9940-81 уровне качества внутренней поверхности получаемых гильз (Rz < 40 мкм) и известных технологических параметрах (коэффициенте вытяжки) по зависимости, указанной в формуле изобретения, рассчитывается требуемая скорость деформирования на вертикальном гидравлическом прессе. После этого на вертикальном гидравлическом прессе устанавливается рассчитанная величина скорости деформирования. Затем на нагретую в диапазоне температур 1130-1180°С заготовку путем обкатки наносят технологическую стеклосмазку и помещают ее в контейнер вертикального гидравлического пресса, где прошивкой или экспандированием получают полую гильзу. В дальнейшем гильзу подогревают в индукционной печи до температуры равной 0,88-0,91 температуры оплавления границ зерен, наносят технологическую стеклосмазку, задают во втулку контейнера трубопрофильного пресса и выдавливают в трубу с коэффициентом вытяжки 3-18. Пример. При проведении испытаний исследовалась возможность получения труб из высоколегированного сплава ВНС53П в диапазоне типоразмеров 095x4,5-12,0; 40 мм с заданным ГОСТ 9940-81 уровнем шероховатости наружной и внутренней поверхностей (Rz < 40 мкм). При этом получение полой гильзы осуществляется прошивкой сплошных заготовок на вертикальном гидравлическом прессе. Результаты испытаний предлагаемого и известного способов приведены в таблице, Из данных, приведенных в таблице, следует, что тр убы с заданным по ГОСТ 9940-81 уровнем шероховатости наружной и внутренней поверхности (Rz < 40 мкм) были получены только при скорости прошивки, определяемой зависимостью v = 200 (1 ± 0,1) в интервале температур нагрева заготовок 1130-1180°С и прессовании на m трубопрофильном прессе в диапазоне коэффициентов вытяжки 3-18 и температур подогрева гильз 11141183°С, составляющей 0,88-0,91 температуры оплавления границ зерен (поз. № 10-12). На внутренней поверхности труб, полученных известным способом (поз. № 14), имелись грубые дефекты. Такого же типа дефекты наблюдались и во всех остальных рассмотренных вариантах сочетания параметров (поз. №1-9 и 13). Таким образом, применение предлагаемого способа по сравнению с известным, обеспечивает получение горячепрессованных труб с заданным ГОСТ 9940-81 уровнем шероховатости вн утренней поверхности. Это обусловлено влиянием заявленного сочетания основных технологических параметров (температуры, скорости и степени деформации) на формирование структурных изменений в высоколегированных и низкопластичных сталях.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing the pipes from high-alloy steels and alloys
Автори англійськоюBloschynskyi Hryhorii Pavlovych, Prytomanov Oleksii Yevhenievych, Tsarkov Oleksii Kostiantynovych, Medvediev Mykhailo Ivanovych, Tsiper Yevhenii Mykhailovych, Shperlin Pavlo Illich, Krykhta Valerii Petrovych
Назва патенту російськоюСпособ изготовления труб из высоколегированных сталей и сплавов
Автори російськоюБлощинский Григорий Павлович, Притоманов Алексей Евгеньевич, Царьков Алексей Константинович, Медведев Михаил Иванович, Ціпер Євгеній Михайлович, Шперлін Павло Ілліч, Крихта Валерий Петрович
МПК / Мітки
МПК: B21C 23/02
Мітки: сплавів, виготовлення, високолегованих, спосіб, сталей, труб
Код посилання
<a href="https://ua.patents.su/2-18726-sposib-vigotovlennya-trub-z-visokolegovanikh-stalejj-ta-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення труб з високолегованих сталей та сплавів</a>
Спосіб виготування труб та виробів з високолегованих сплавів на основі заліза, нікелю, кобальту
Номер патенту: 9381
Опубліковано: 30.09.1996
Автори: Блощинський Григорій Павлович, Сотник Олександр Андрійович, Іванова Інна Іванівна, Данченко Олена Андрійовна, Притоманов Олексій Євгеньєвич, Чорний Дмитро Юлієвич, Федорченко Іван Михайлович, Васюченко Валентина Євгеньєвна, Дяченко Валентина Трофимівна, Демідік Олександр Миколайович
МПК: B22F 3/14, B22F 3/15, B22F 3/00, B22F 5/12
Мітки: труб, основі, заліза, виробів, спосіб, високолегованих, сплавів, кобальту, нікелю, виготування
Формула / Реферат:
Способ изготовления труб и изделий из высоколегированных сплавов на основе железа, никеля и кобальта, включающий подготовку заготовки в виде капсулы, заполнение ее смесью порошков, вакуумирование, герметизацию, нагрев, прессование, удаление остатков капсулы, отличающийся тем, что, с целью повышения качества, перед заполнением капсулы смесь порошков формуют в полый стержень плотностью 60-80% и отжигают при 600-700°С в течение 2 ч в среде...
Спосіб виготовлення труб з аустенітних сталей
Номер патенту: 5385
Опубліковано: 28.12.1994
Автори: Лезінська Олена Яківна, Рабінович Олександр Вольфович, Рищенко Юрій Олександрович, Козловський Альфред Іванович, Буряк Тетяна Миколаївна, Ковальова Лариса Григорівна, Друян Володимир Михайлович, Перчаник Віктор Вольфович
МПК: B21B 23/00
Мітки: труб, аустенітних, виготовлення, сталей, спосіб
Формула / Реферат:
Способ изготовления труб из аустенитных сталей, включающий многопроходную горячую деформацию слитков в трубную заготовку, отличающийся тем, что материал деформируемых слитков выбирают, исходя из содержания в нем нитридных включений не более 4 баллов, а горячую деформацию осуществляют последовательно в 3 прохода путем прошивки слитка на прессе, прокатки на элонгаторе и пилигриммовом стане, при этом коэффициент вытяжки при прошивке в 3-5 раз...
Спосіб гартування деталей , виготовленних із високолегованих марок сталей
Номер патенту: 4448
Опубліковано: 27.12.1994
Автор: Кобаско Микола Іванович
МПК: C21D 1/78
Мітки: високолегованих, гартування, спосіб, виготовленних, сталей, марок, деталей
Формула / Реферат:
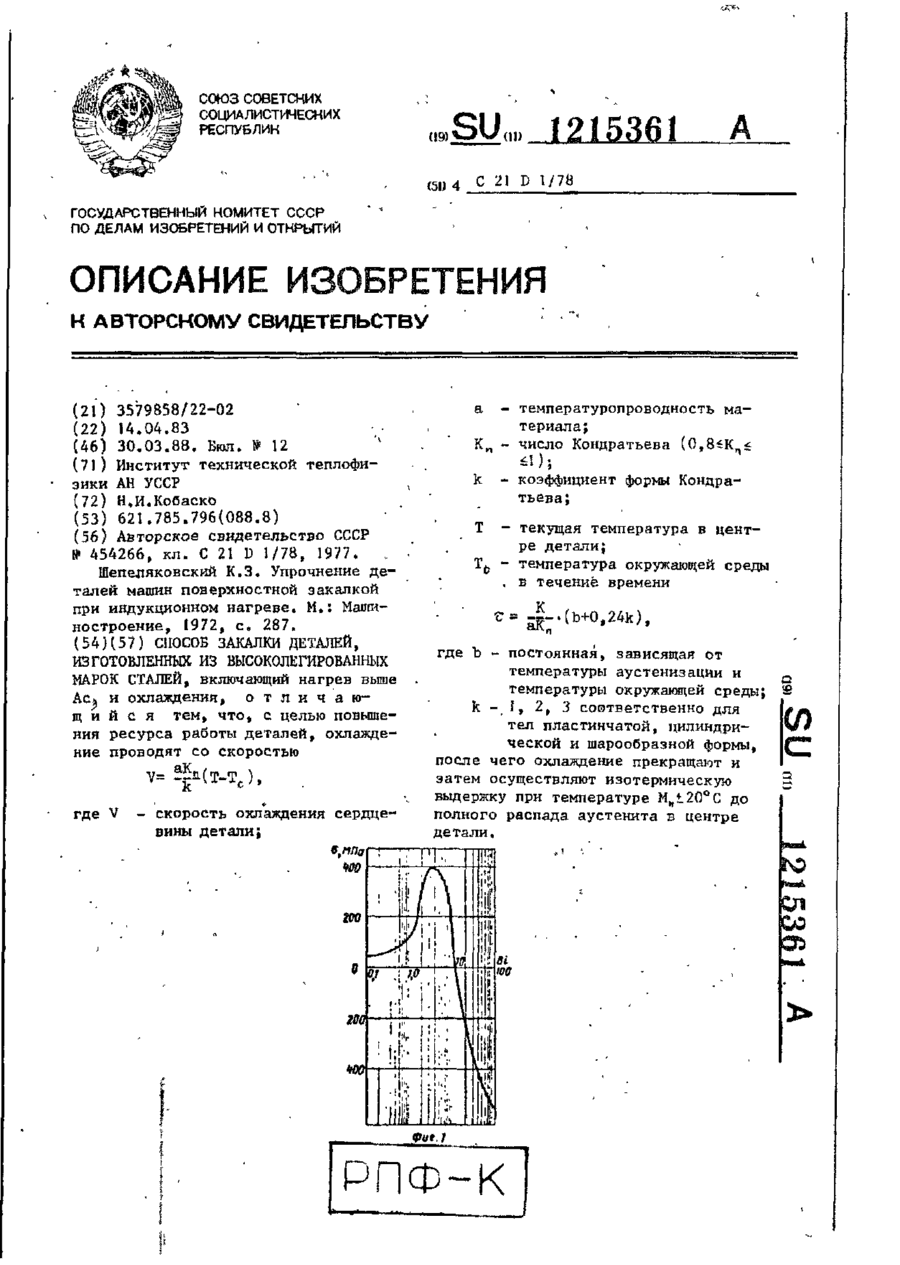
Способ закалки деталей, изготовленных из высоколегированных марок сталей, включающий нагрев выше Аc3, и охлаждения, отличающийся тем, что, с целью повышения ресурса работы деталей, охлаждение проводят со скоростью где V - скорость охлаждения сердцевины детали; а - температуропроводность материала; Кn -число Кондратьева (0,8 £ Kn £ 1);К - коэффициент формы Кондратьева; Т -...
Спосіб отримання плоского прокату з малопластичних сталей і сплавів
Номер патенту: 8258
Опубліковано: 29.03.1996
Автори: Полухін Пйотр Івановіч, Брінза Вячєслав Владіміровіч, Колосов Александр Фйодоровіч, Гусєв Дмітрій Івановіч, Воронцов Вячєслав Константіновіч, Бойко Владімір Фйодоровіч, Полухін Владімір Пєтровіч
МПК: B21B 1/38
Мітки: спосіб, сплавів, отримання, прокату, плоского, сталей, малопластичних
Формула / Реферат:
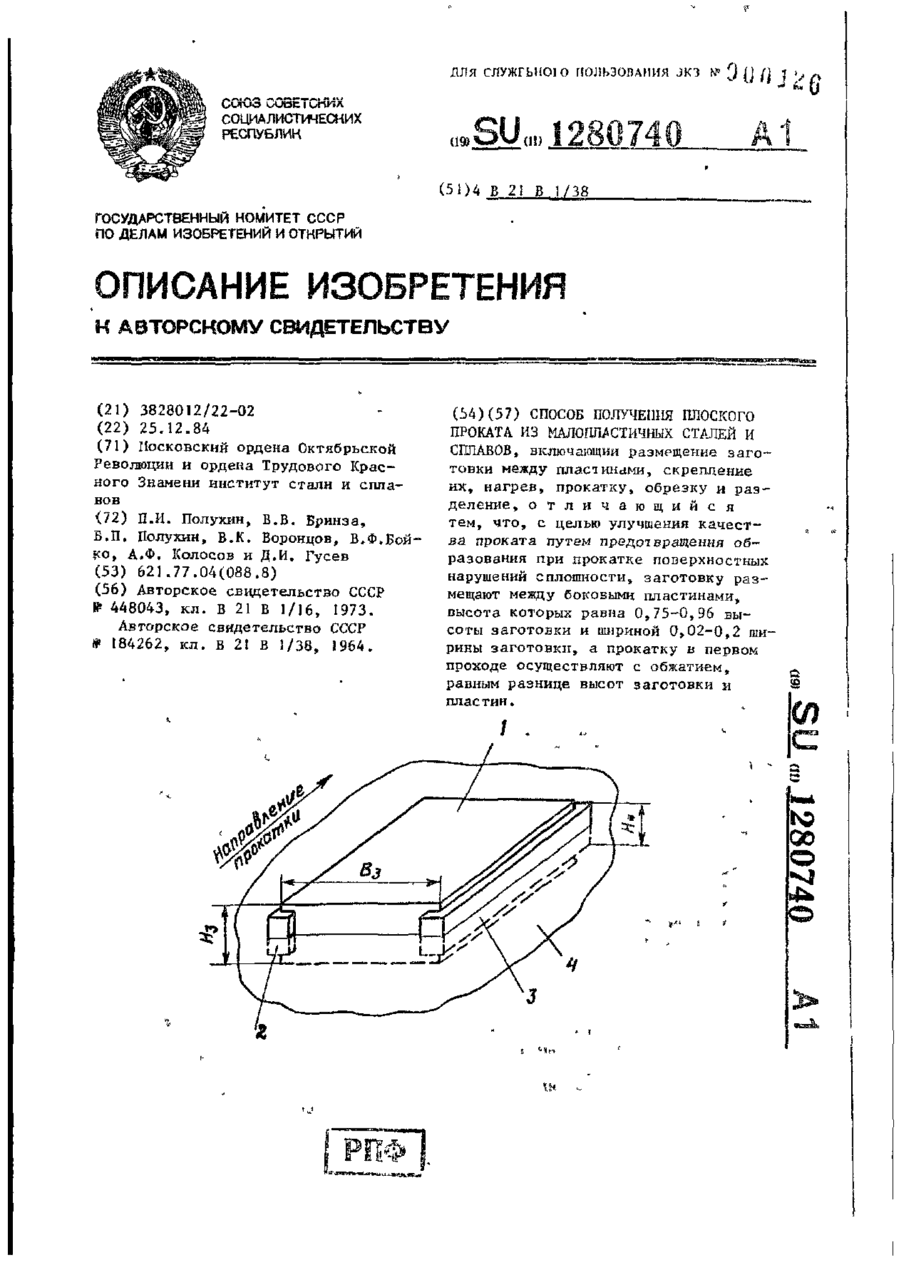
Способ получения плоского проката из малопластичных сталей и сплавов, включающий размещение заготовки между пластинами, скрепление их, нагрев, прокатку, обрезку и разделение, отличающийся тем, что, с целью улучшения качества проката путем предотвращения образования при прокатке поверхностных нарушений сплошности, заготовку размещают между боковыми пластинами, высота которых равна 0,75-0,96 высоты заготовки и шириной 0,02-0,2 ширины...
Спосіб виготовлення труб
Номер патенту: 18947
Опубліковано: 25.12.1997
Автори: Коржов Микола Микитович, Стасовський Юрій Миколайович
МПК: B21C 1/16
Мітки: спосіб, виготовлення, труб
Формула / Реферат:
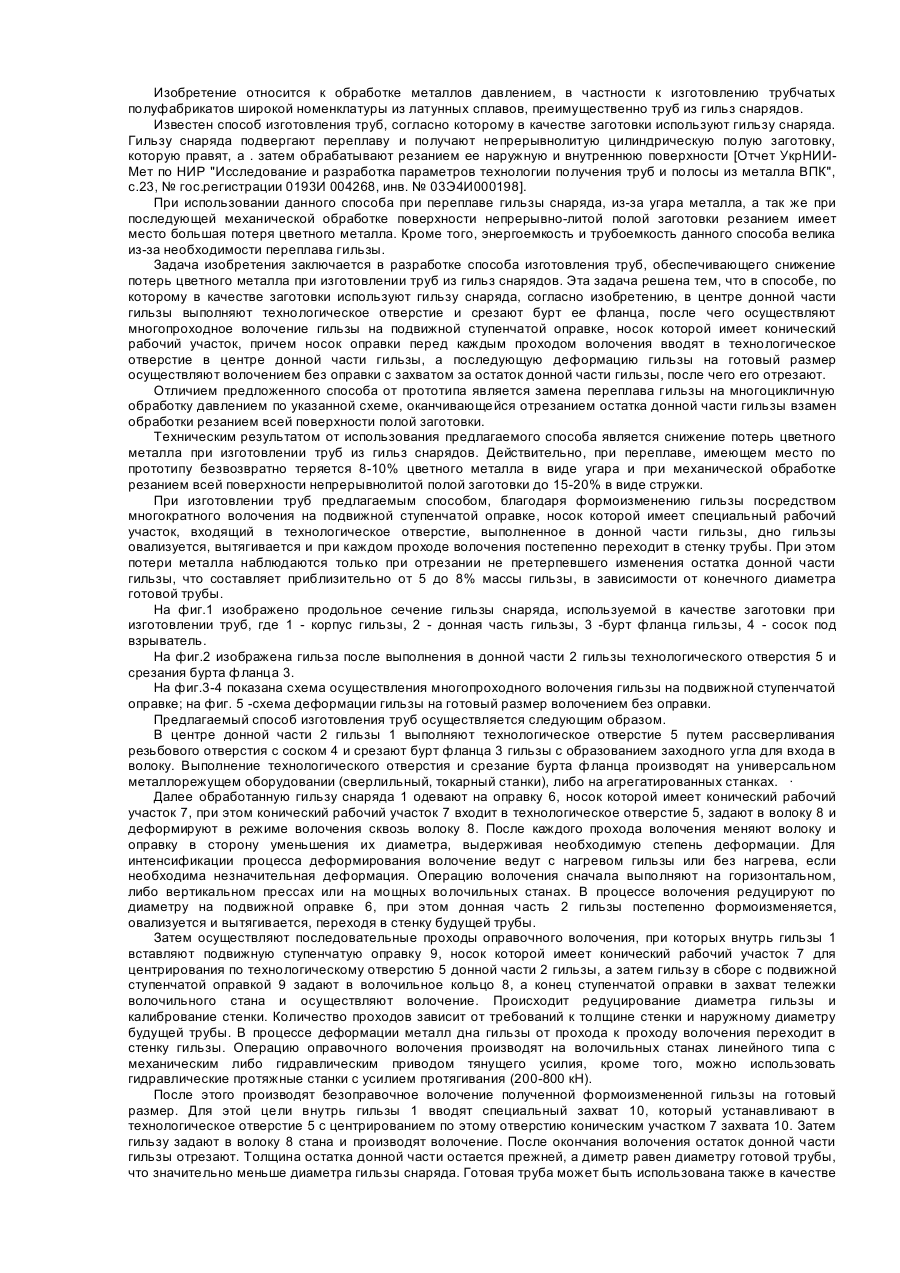
Способ изготовления труб, согласно которому в качестве заготовки используют гильзу снаряда, отличающийся тем, что в центре донной части гильзы выполняют технологическое отверстие и срезают бурт ее фланца, после чего осуществляют многократное волочение гильзы на подвижной ступенчатой оправке, носок которой имеет конический рабочий участок, причем носок оправки перед каждым проходом волочения вводят в технологическое отверстие в центре донной...
Попередній патент: Спосіб одержання покриттів
Наступний патент: Спосіб визначення температури та вологості повітря і пристрій для його здійснення
Випадковий патент: Фізична форма (r)-7-ацетил-5-(4-амінофеніл)-8, 9-дигідро-8-метил-7н-1, 3-діоксоло[4, 5-h]-[2, 3]-бензодіазепіну, спосіб її отримання та фармацевтична композиція