Спосіб виготовлення труб з аустенітних сталей
Номер патенту: 5385
Опубліковано: 28.12.1994
Автори: Козловський Альфред Іванович, Ковальова Лариса Григорівна, Рабінович Олександр Вольфович, Рищенко Юрій Олександрович, Буряк Тетяна Миколаївна, Лезінська Олена Яківна, Друян Володимир Михайлович, Перчаник Віктор Вольфович
Формула / Реферат
Способ изготовления труб из аустенитных сталей, включающий многопроходную горячую деформацию слитков в трубную заготовку, отличающийся тем, что материал деформируемых слитков выбирают, исходя из содержания в нем нитридных включений не более 4 баллов, а горячую деформацию осуществляют последовательно в 3 прохода путем прошивки слитка на прессе, прокатки на элонгаторе и пилигриммовом стане, при этом коэффициент вытяжки при прошивке в 3-5 раз меньше, чем при прокатке на пилигриммовом стане, и соответствует уровню коэффициента вытяжки при прокатке на элонгаторе, а температура нагрева под прокатку на элонгаторе выше на 50-100°С, чем под прошивку.
Текст
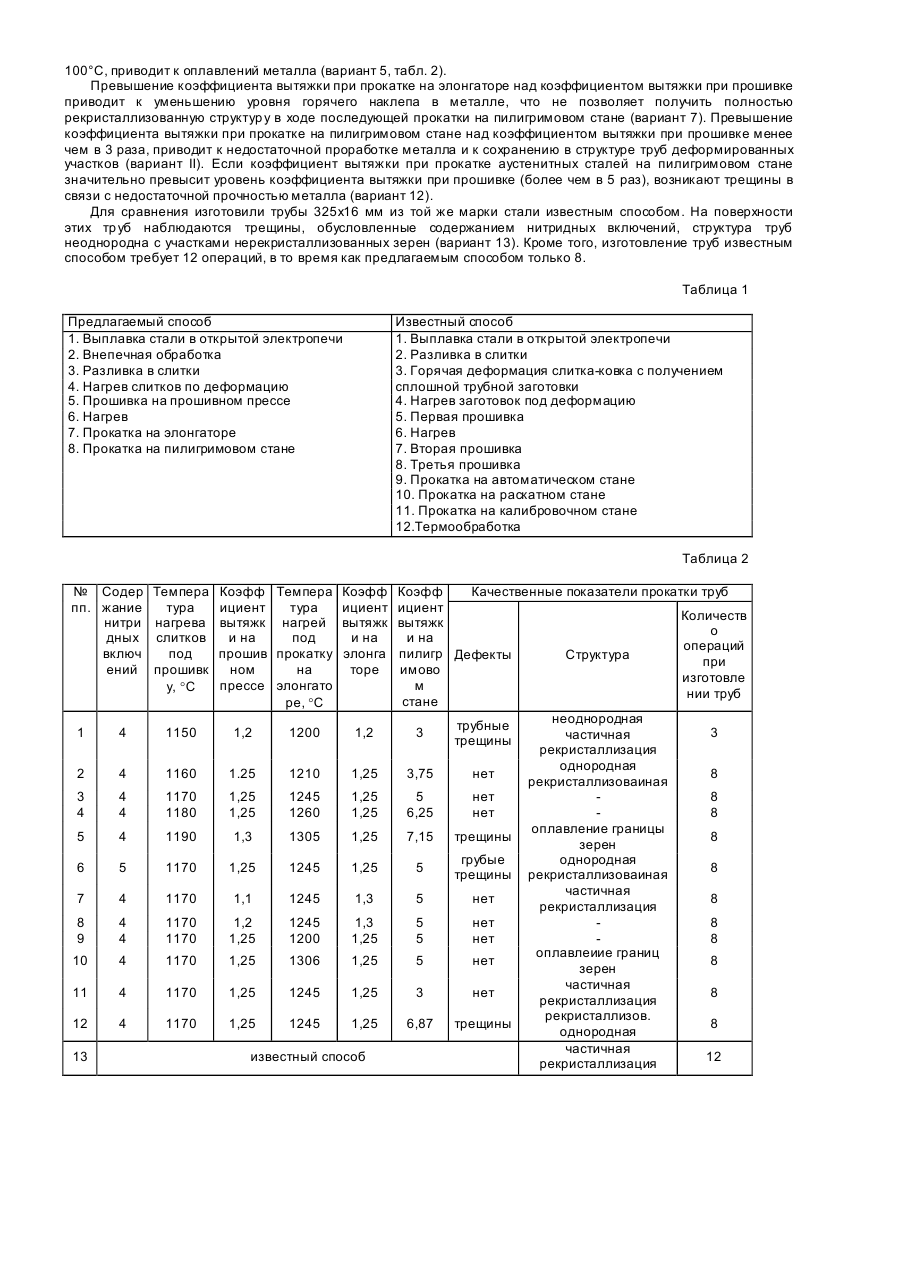
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении бесшовных тр уб больших диаметров 219-325 мм из аустенитных сталей с рекристаллизованной структурой, предназначенных для трубопроводов различного назначения, теплообменников, паропроводов электрических и тепловых станций, в том числе атомных. Известен способ изготовления труб из аустенитных сталей путем многопроходной горячей прокатки заготовки, включающей прошивку, продольную прокатку, раскатку, калибровку, редуцирование (1). Этим способом невозможно получить трубы больших диаметров с регламентированной структурой и удовлетворительным качеством поверхности из-за неблагоприятного сочетания температурно-деформационных параметров. Известен способ изготовления труб из аустенитных сталей типа Χ18Η10Т открытой выплавки путем многопроходной горячей деформации трубной заготовки (не считая 5-6 операций получения самой трубной заготовки), включающий прошивку при температуре 1180-1210°С с коэффициентом вытяжки 1,45, вторую прошивку при температуре 1170-1210°С с коэффициентом вытяжки 1,13, третью прошивку при температуре 1120-1180°С с коэффициентом вытяжки 1,52, продольную прокатку при температуре 1110-1150°С с коэффициентом вытяжки 1,28-1,19 (2). Указанный способ трудоемок, т.к. для его осуществления необходимо не менее чем 12 операций нагрева, горячей деформации и термообработки на стадии получения труб, кроме того значительная загрязненность металла нитридными включениями (балла 5 и более по шкале ГОСТ 1778-70) затрудняет горячую де формацию и приводит к появлению недопустимых дефектов поверхности. При этом в структуре металла труб наблюдаются участки нерекристаллизованной структуры, т.е. де формированных зерен, что снижает эксплуатационные характеристики труб. Задачей является разработка способа, обеспечивающего снижение трудоемкости при изготовлении труб из аустенитных сталей. Сущность изобретения заключается в том, что в способе изготовления труб из аустенитных сталей, включающем многопроходную горячую деформацию слитков в трубную заготовку, материал деформируемых слитков выбирают, исходя из содержания в нем нитридных включений не более 4 балла, а горячую деформацию осуществляют последовательно в 3 прохода путем прошивки слитка на прессе, прокатки сначала на элонгаторе, а затем на пилигримовом стане, при этом коэффициент вытяжки при прошивке в 3-5 раз меньше, чем при прокатке на пилигримовом стане, и соответствует уровню коэффициента вытяжки при прокатке на элонгаторе, причем температура нагрева под прокатку на элонгаторе выше на 50-100°С, чем под прошивку. Техническим результатом является снижение трудоемкости изготовления труб из аустенитных сталей за счет уменьшения количества операций по пределу. При этом распределение коэффициентов вытяжки по проходам в предлагаемом способе более благоприятно для получения полностью рекристаллизованной однородной структуры: на первых проходах(при прошивке и прокатке на элонгаторе) коэффициент вытяжки в 3-5 раз меньше, чем на последнем проходе (при прокатке на пилигримовом стане), что способствует процессу рекристаллизации и получению однородной мелкозернистой структуры в готовых тр уба х. В отличие от этого, распределение коэффициентов вытяжки по проходам в известном способе (в 1.5-3 раза выше на первых проходах при 1-3 прошивках, чем на последних при раскатке и калибровке) обусловливает неравномерное протекание рекристаллизации при прошивке и последующую де формацию отдельных участков нерекристаллизованных зерен при более низких температурах в процессе раскатки и калибровки, т.е. к формированию в готовых тр убах деформированных участков на фоне рекристаллизованных зерен. Предлагаемый способ осуществляется следующим образом. Для обеспечения содержания в металле нитридных включений не более 4 баллов по ГОСТ 1778-70 сталь, выплавленную в открытой электропечи, подвергают внепечной обработке для удаления примесей и газов, например, газокислородному рафинированию. После этого сталь разливают в слитки. Слитки нагревают до температуры 1160-1180°С, затем деформируют последовательно на прошивном прессе, а затем нагревают до температуры на 50-100°С выше, чем под прошивку, и деформируют на элонгаторе с коэффициентом вытяжки, соответствующем уровню коэффициента вытяжки при прошивке. После чего деформируют на пилигримовом стане с коэффициентом вытяжки в 3-5 раз больше, чем при прошивке. В таблице 1 приведен перечень операций при изготовлении труб предлагаемым способом. Для сравнения приведен перечень операций при изготовлении труб известным способом. В промышленных условиях по предлагаемому способу проводили прокатку слитков диаметром 520 мм из стали 08Х18Н10Т в тр убы 325х16 мм на пилигримовой установке "6-12". Температура горячей деформации слитков составляла 1150-1190°С. Деформацию слитков с содержанием нитридных включений 4 балла и 5 баллов осуществляли на прошивном прессе с коэффициентом вытяжки 1,1-1,3, после чего нагревали в диапазоне температур 1200-1305°С, прокатывали на элонгаторе с коэффициентом вытяжки от 1,2 до 1,3, затем на пилигримовом стане с коэффициентом вытяжки в диапазоне 3-7,15. Полученные трубы охлаждали до комнатной температуры и передавали на участок отделки. Результаты прокатки приведены в табл.2. Из таблицы следует, что при деформации с параметрами в заявленных пределах получены трубы с удовлетворительным качеством поверхности и однородной полностью рекристаллизованной структурой (варианты 2, 3, 4). Экспериментально установлено, что при содержании в стали нитридных включений более 4 баллов по ГОСТ 1778-70 происходит расслоение металла на границе с включениями в процессе горячей деформации, т.е. возникают дефекты в виде тре щин глубиной более, чем предельные отклонения по толщине стенки трубы, что не допускается техническими условиями на трубы (вариант 6, табл. 2). Если температура нагрева под прокатку аустенитных сталей на элонгаторе незначительно превышает температуру прошивки (менее чем на 50°С), возникают трещины на поверхности металла и не полностью прорабатывается структура, что приводит к возникновению нерекристализованной структуры (вариант 1, табл. 2). Превышение температуры нагрева под прокатку на элонгаторе над температурой прошивки более чем на 100°С, приводит к оплавлений металла (вариант 5, табл. 2). Превышение коэффициента вытяжки при прокатке на элонгаторе над коэффициентом вытяжки при прошивке приводит к уменьшению уровня горячего наклепа в металле, что не позволяет получить полностью рекристаллизованную структур у в ходе последующей прокатки на пилигримовом стане (вариант 7). Превышение коэффициента вытяжки при прокатке на пилигримовом стане над коэффициентом вытяжки при прошивке менее чем в 3 раза, приводит к недостаточной проработке металла и к сохранению в структуре труб деформированных участков (вариант II). Если коэффициент вытяжки при прокатке аустенитных сталей на пилигримовом стане значительно превысит уровень коэффициента вытяжки при прошивке (более чем в 5 раз), возникают трещины в связи с недостаточной прочностью металла (вариант 12). Для сравнения изготовили трубы 325х16 мм из той же марки стали известным способом. На поверхности этих тр уб наблюдаются трещины, обусловленные содержанием нитридных включений, структура труб неоднородна с участками нерекристаллизованных зерен (вариант 13). Кроме того, изготовление труб известным способом требует 12 операций, в то время как предлагаемым способом только 8. Таблица 1 Предлагаемый способ 1. Выплавка стали в открытой электропечи 2. Внепечная обработка 3. Разливка в слитки 4. Нагрев слитков по деформацию 5. Прошивка на прошивном прессе 6. Нагрев 7. Прокатка на элонгаторе 8. Прокатка на пилигримовом стане Известный способ 1. Выплавка стали в открытой электропечи 2. Разливка в слитки 3. Горячая деформация слитка-ковка с получением сплошной трубной заготовки 4. Нагрев заготовок под деформацию 5. Первая прошивка 6. Нагрев 7. Вторая прошивка 8. Третья прошивка 9. Прокатка на автоматическом стане 10. Прокатка на раскатном стане 11. Прокатка на калибровочном стане 12.Термообработка Таблица 2 № Содер пп. жание нитри дных включ ений Темпера тура нaгpeвa слитков под прошивк у, °С 1 4 1150 2 4 1160 3 4 4 4 1170 1180 5 4 1190 6 5 1170 7 4 1170 8 9 4 4 1170 1170 10 4 1170 11 4 1170 12 4 1170 13 Коэфф Темпера Коэфф Коэфф Качественные показатели прокатки труб ициент тура ициент ициент Количеств вытяжк нагрей вытяжк вытяжк о и на под и на и на операций прошив прокатку элонга пилигр Дефекты Структура при ном на торе имово изготовле прессе элонгато м нии труб стане ре, °С неоднородная трубные 1,2 1200 1,2 3 3 частичная трещины рекристаллизация однородная 1.25 1210 1,25 3,75 нет 8 рекристаллизоваиная 1,25 1245 1,25 5 нет 8 1,25 1260 1,25 6,25 нет 8 оплавление границы 1,3 1305 1,25 7,15 трещины 8 зерен грубые однородная 1,25 1245 1,25 5 8 трещины рекристаллизоваиная частичная 1,1 1245 1,3 5 нет 8 рекристаллизация 1,2 1245 1,3 5 нет 8 1,25 1200 1,25 5 нет 8 оплавлеиие границ 1,25 1306 1,25 5 нет 8 зерен частичная 1,25 1245 1,25 3 нет 8 рекристаллизация рекристаллизов. 1,25 1245 1,25 6,87 трещины 8 однородная частичная известный способ 12 рекристаллизация
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing of tubes from austenitic steels
Автори англійськоюDruian Volodymyr Mykhailovych, Lezinska Olena Yakivna, Kovaliova Larysa Hryhorivna, Rabinovich Oleksandr Volfovych, Perchanik Viktor Volfovych, Kozlovskyi Alfred Ivanovych, Ryschenko Yurii Oleksandrovych, Buriak Tetiana Mykolaivna
Назва патенту російськоюСпособ изготовления труб из аустенитных сталей
Автори російськоюДруян Владимир Михайлович, Лезинская Елена Яковлевна, Ковалева Лариса Григорьевна, Рабинович Александр Вольфович, Перчаник Виктор Вольфович, Козловский Альфред Иванович, Рищенко Юрий Александрович, Буряк Татьяна Николаевна
МПК / Мітки
МПК: B21B 23/00
Мітки: спосіб, сталей, аустенітних, виготовлення, труб
Код посилання
<a href="https://ua.patents.su/2-5385-sposib-vigotovlennya-trub-z-austenitnikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення труб з аустенітних сталей</a>
Спосіб виготовлення двошарових згорнутих паяних труб з покриттями для гальмових систем автомобілів
Номер патенту: 3397
Опубліковано: 27.12.1994
Автори: Жадановскій Едуард Івановіч, Марченко Лєонід Грігорьєвіч, Поповцєв Юрій Алєксандровіч, Куриленко Олександр Володимирович, Попович Віталій Андрійович, Агапов Володимир Миколайович
МПК: C21D 9/08
Мітки: гальмових, двошарових, автомобілів, труб, спосіб, покриттями, систем, згорнутих, виготовлення, паяних
Формула / Реферат:
Способ изготовления двухслойных свертных паяных труб с покрытиями для тормозных систем автомобилей, включающий гальваническое меднение стальной ленты с нанесением подслоя, формовку трубы, пайку трубы в защитной атмосфере и охлаждение, нанесение гальванического цинкового покрытия с последующим хроматированием, отличающийся тем, что после хроматирования на поверхность труб дополнительно наносят 2-слойное однородное лакокрасочное покрытие на...
Спосіб виготовлення теплообмінника з металевих труб
Номер патенту: 3712
Опубліковано: 27.12.1994
Автори: Хабчик Валерій Семенович, Хабчик Аркадій Семенович
МПК: F28F 19/00
Мітки: теплообмінника, металевих, виготовлення, спосіб, труб
Формула / Реферат:
Способ изготовления теплообменника из металлических труб с антикоррозионным покрытием, включающий крепление металлических труб к промежуточным элементам, нанесение на них антикоррозионного покрытия путем окунания в эмаль, последующую их сборку в жесткий пучок, отличающийся тем, что предварительно осуществляют сборку труб в жесткий пучок;а затем крепят их к промежуточным элементам, а нанесение антикоррозионного покрытия ведут с наложением...
Спосіб термообробки виробів, переважно із нержавіючих сталей
Номер патенту: 4337
Опубліковано: 27.12.1994
Автори: Чейлях Олександр Петрович, Малінов Леонід Соломонович
Мітки: спосіб, нержавіючих, термообробки, сталей, виробів, переважно
Формула / Реферат:
1. Способ термической обработки изделий, преимущественно из нержавеющих сталей, включающий улучшение, скоростной нагрев, охлаждение, отличающийся тем, что скоростной нагрев ведут до Аc3+(370-450)°С, а затем проводят низкотемпературный отпуск.2. Способ по п.1, отличающийся тем, что осуществляют объемный скоростной нагрев детали.
Установка для виготовлення гофрованих труб
Номер патенту: 4410
Опубліковано: 27.12.1994
Автори: Зверлін Валерій Григорович, Корпухов Володимир Миколайович
МПК: B29D 23/18, B29C 59/04, B29C 49/28, B29L 23/18, B29C 53/00
Мітки: установка, виготовлення, гофрованих, труб
Формула / Реферат:
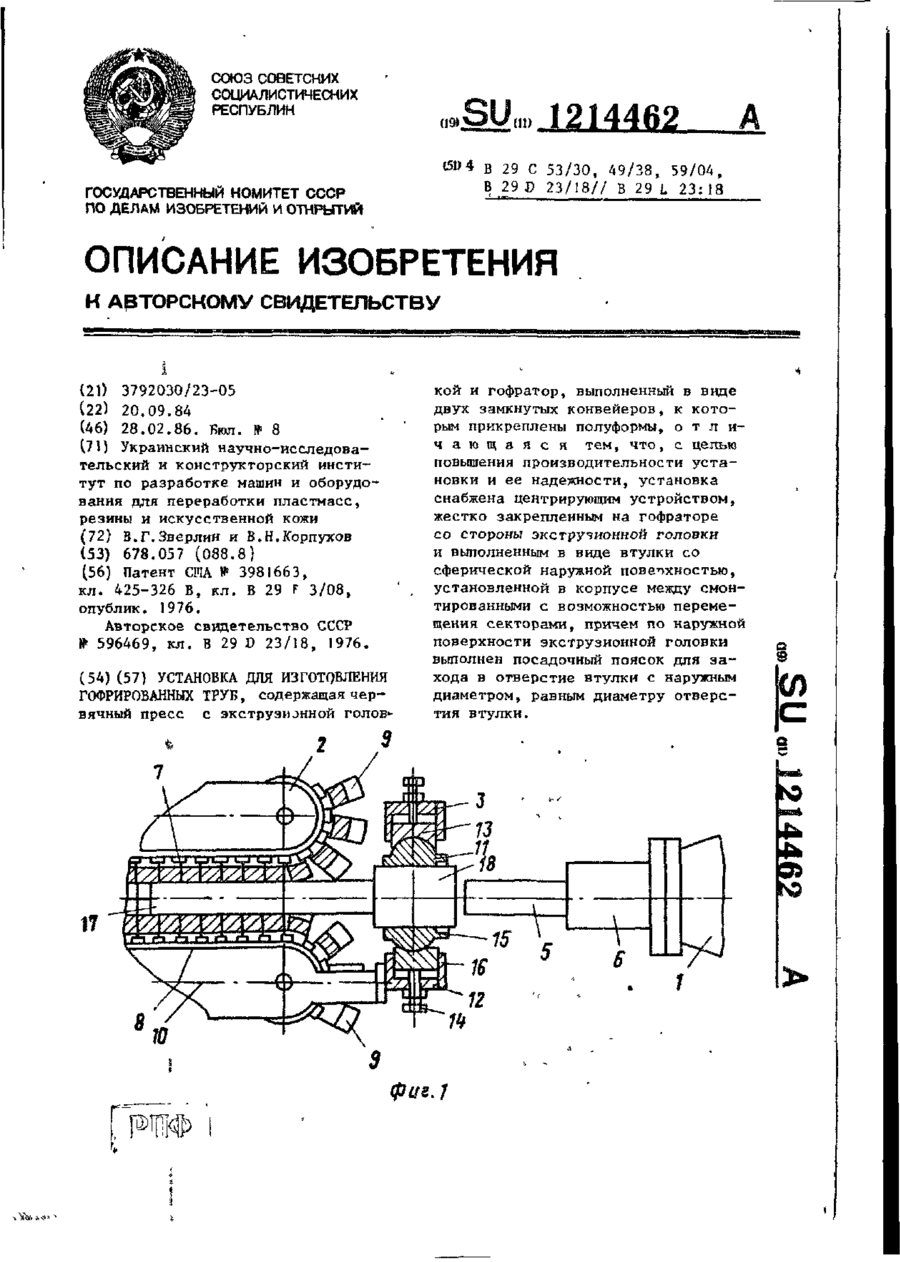
Установка для изготовления гофрированных труб, содержащая червячный пресс с экстру зионной головкой и гофратор, выполненный в виде двух замкнутых конвейеров, к которым прикреплены полуформы, отличающаяся тем, что, с целью повышения производительности установки и ее надежности, установка снабжена центрирующим устройством, жестко закрепленным на гофраторе со стороны экструзионной голов1си и выполнонным в виде втулки со сферической наружной...
Обладнання для виготовлення муфти для зварювання труб з термопластів
Номер патенту: 5020
Опубліковано: 28.12.1994
Автори: Бондарь Віктор Харитонович, Обвінцев Вальдемар Іванович, Гісер Юхим Шевель-Мордкович
МПК: B29C 65/18, F16L 47/02
Мітки: обладнання, зварювання, труб, муфти, термопластів, виготовлення
Формула / Реферат:
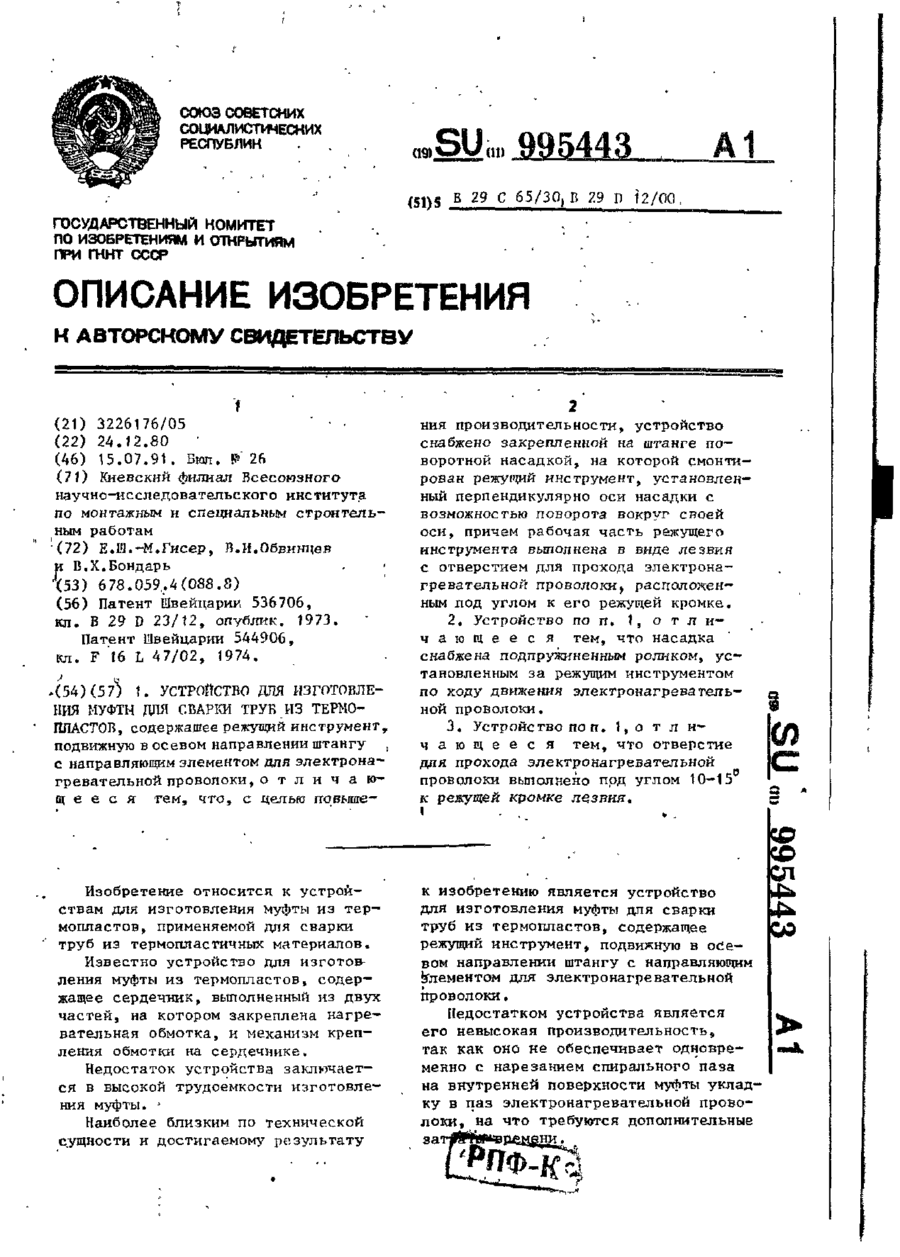
1. Устройство для изготовления муфты для сварки труб из термопластов, содержащее режущий инструмент, подвижную в осевом направлении штангу с направляющим элементом для электронагревательной проволоки, отличающееся тем, что, с целью повышения производительности, устройство снабжено закрепленной на штанге поворотной насадкой, на которой смонтирован режущий инструмент, установленный перпендикулярно оси насадки с возможностью поворота...
Попередній патент: Порошковий вогнегасник
Наступний патент: Спосіб автоматичного контролю температури поверхні зливка при безперевному розливі сталі