Абразивний інструмент
Номер патенту: 28660
Опубліковано: 25.12.2007
Автори: Філоненко Сергій Федорович, Самойленко Олександр Ілліч, Кобичев Олександр Сергійович, Чернишев Олег Ігорович, Покладій Георгій Григорович
Формула / Реферат
Абразивний інструмент, що містить абразивні зерна, наповнювачі та органічне зв'язуюче, який відрізняється тим, що додатково містить еластичні елементи.
Текст
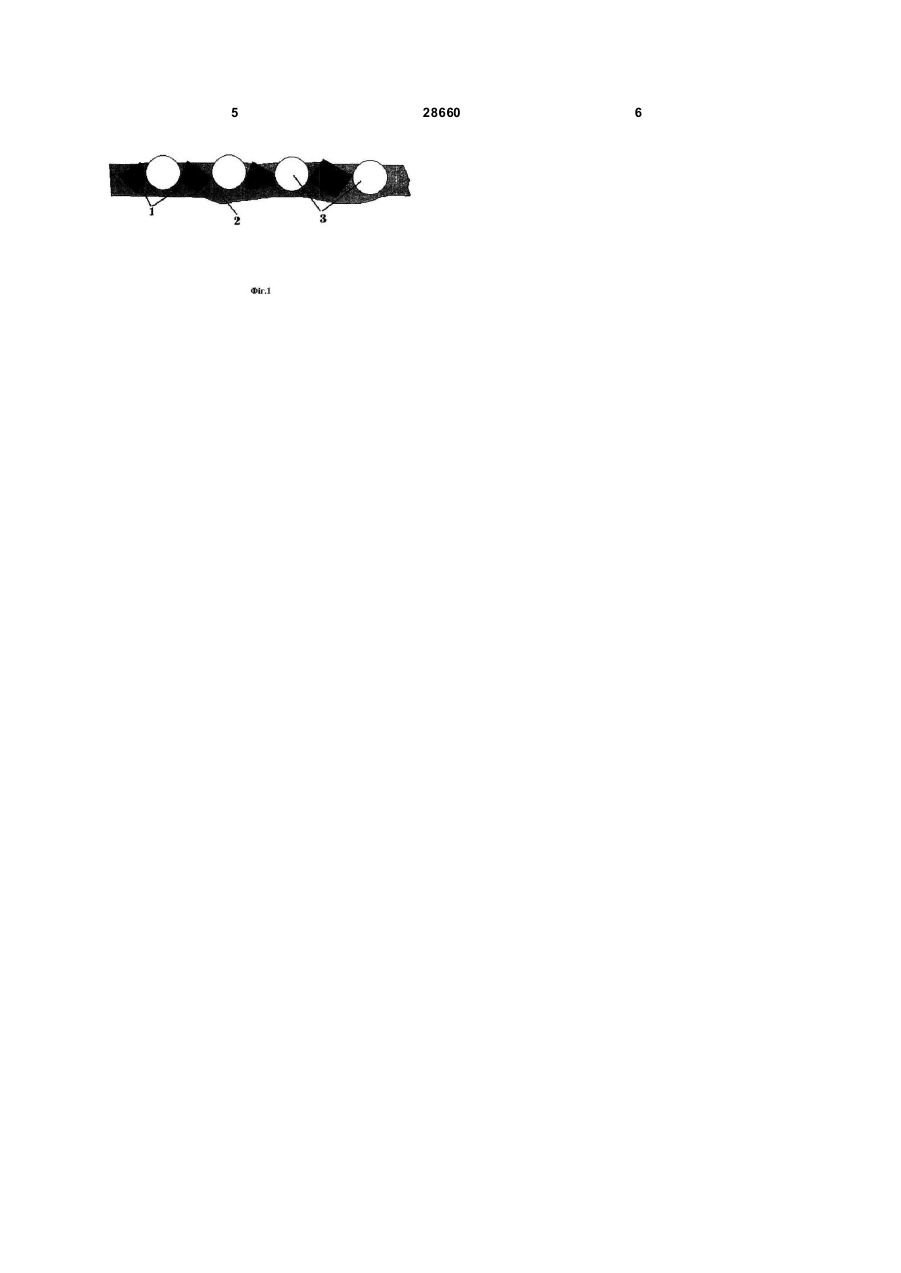
Абразивний інструмент, що містить абразивні зерна, наповнювачі та органічне зв'язуюче, який відрізняє ться тим, що додатково містить еластичні елементи. (19) (21) u200512082 (22) 15.12.2005 (24) 25.12.2007 (72) ПОКЛАДІЙ ГЕОРГІЙ ГРИГОРОВИЧ, UA, ФІЛОНЕНКО СЕРГІЙ ФЕДОРОВИЧ, UA, КОБИЧЕВ ОЛЕКСАНДР СЕРГІЙОВИЧ, UA, ЧЕРНИШЕВ ОЛЕГ ІГОРОВИЧ, UA, САМОЙЛЕНКО ОЛЕКСАНДР ІЛЛІЧ, U A (73) ПОКЛАДІЙ ГЕОРГІЙ ГРИГОРОВИЧ, UA, ФІЛОНЕНКО СЕРГІЙ ФЕДОРОВИЧ, UA, КОБИЧЕВ 3 28660 обробка, а потім тонке шліфування. Тому для отримання високої якості обробки поверхні з низькою шорсткістю (порядку 10-14 класу) при переході від грубої до тонкої обробки необхідно послідовно (поопераційно) змінювати абразивні круги в сторону зменшення, перш за все, розміру абразивного зерна і твердості зв'язки (органічна зв'язка з наповнювачем). В той же час, якщо ввести додаткову еластичну компоненту в склад абразивного інструмента, то це приводнть до того, що після виготовлення і правки інструмента завдяки своїм пружним властивостям еластичні елементи будуть підніматися над робочою поверхнею абразивного круга. Тому в режимі шліфування вони будуть являтися елементами, які сприяють зниженню шорсткості поверхні, а при переході до режиму виходжування -здійснювати її полірування. Таким чином, не викликає сумнівів, що внаслідок реалізації представленої в формулі винаходу сук упності ознак, а саме введення додаткового еластичного елементу, забезпечується суміщення операцій грубої і тонкої обробки з використанням однієї установки інструмента, що, безумовно, приведе не тільки до скорочення часу на обробку однієї деталі, але й одночасно до підвищення точності обробки з високою якістю підготовки поверхні. Досягнення таких технічних результатів важливо в умовах виробництва при виготовленні високоточних деталей, в умовах а томних станцій, де необхідно скорочення часу на виготовлення деталей з заданою шорсткістю поверхні для запобігання можливості опромінення обслуговуючого персоналу та багато інших. Загальний вигляд абразивного інструменту, що заявляється, в розрізі показаний на рисі, де зазначено: 1 - зерна абразиву; 2 - елемент, що зв'язує, або зв'язка (наповнювач з органічною зв'язкою); 3 - еластичний елемент. Інструмент, що заявляється, працює наступним чином. Запропонований абразивний інструмент встановлюється, наприклад, на кругло шліфувальний верстат типу ЗБ12. Інструменту задають обертальний рух при постійному осьовому зусиллі та забезпечують контактну взаємодію з оброблюваною деталлю, яка обертається. В процесі зняття заданого припуску спочатку відбувається притиснення поверхні інструмента до поверхні деталі. При цьому еластичні елементи за рахунок пружності своїх властивостей стискуються і поверхня деталі контактує з зернами абразиву, яки працюють в режимі різання та самозагострювання. Одночасно з різанням абразивними зернами працюють і еластичні елементи, які сприяють згладжуванню рельєфу поверхні і, як наслідок, знижують її шорсткість. По мірі зняття матеріалу оброблюваної поверхні з переходом в режим виходжування, за рахунок пружних властивостей еластичних елементів, відбувається поступове їх повернення в початковий стан, якій вони мали до початку контактної взаємодії з деталлю, тобто еластичні елементи починають виступати над абразивними зернами. В цьому випадку, в повній 4 мірі відбувається робота еластичних елементів, які здійснюють полірування оброблюваної поверхні і забезпечують отримання заданої її якості (класу шорсткості). Роботу інструменту проілюструємо наступним конкретним прикладом. Для обробки поверхні циліндричної деталі, яка мала діаметр 50мм і довжину 100мм, що виготовлена з термообробленої сталі 40Х, твердістю HRCэ-35, був виго товлений, згідно винаходу, абразивний круг. Він мав діаметр 250мм і товщину 30мм з наступним складом елементів: 80% абразивних зерен, 8% зв'язки, 12% еластичного елементу. Абразивною компонентою є електрокорунд білий марки 24А25, зв'язкою є бакеліт, а в якості еластичної компоненти використано здрібнену резину у вигляді порошку розміром 500мкм 1000мкм. Після виготовлення круга він був встановлений на шліфувальний верстат ЗБ12, за допомогою якого виконувалася обробка деталі. При обробці деталі використовувались наступні режими: обернення круга - 1500об/хв, швидкість подовжнього переміщення деталі - 1м/хв., поперечна подача круга - 0,03мм на подвійний хід. Видалення заданого припуску 0,1мм з наступним виходжуванням поверхні для отримання необхідної її шорсткості (0,16мкм, 10 клас) було здійснено за 50 секунд. При використанні в аналогічних умовах комплекту інструмента, який виготовлено згідно прототипу (два стандартних круга діаметром 250мм і товщиною 30мм з електрокорунду білого марок, відповідно, перший - 24А25, другий - 24А5, на бакелітовій зв'язці), зняття заданого припуску (0,1мм) з виходжуванням поверхні і отриманням її шорсткості 0,16мкм (10 клас) було здійснено за 25 хвилин, що складалося з витрат часу на грубу обробку, заміну інструмента при переході від грубої до тонкої обробки, правка другого круга та виконання операції виходжування. Таким чином, використання ознак, що заявляються, забезпечує досягнення поставленої задачі, а саме дозволяє сумістити операції грубої та тонкої обробки деталі з отриманням заданої високої якості підготовки її поверхні. При цьому різко знижуються часові витрати на обробку деталі з заданою якістю її поверхні (часові витрати зменшуються в 40 і більше разів), а також знижуються технічні та фінансові витрати (зменшення кількості використаних кругів в 2 і більше разів, в залежності від послідовності переходів від грубої до тонкої обробки і, як наслідок, економія коштів). Слід також відмітити, що використання одного й того ж круга для виконання різних операцій обробки поверхні, безумовно, зменшує і імовірність отримання браку, особливо для деталей які повинні мати високоточні розміри. 5 28660 6
ДивитисяДодаткова інформація
Назва патенту англійськоюAbrasive tool
Автори англійськоюPokladii Heorhii Hryhorovych, Filonenko Serhii Fedorovych, Pokladii Heorhii Hryhorovych, Kobychev Oleksandr Serhiiovych, Chernyshev Oleh Ihorovych, Samoilenko Oleksandr Illich
Назва патенту російськоюАбразивный инструмент
Автори російськоюПокладий Георгий Григорьевич, Филоненко Сергей Федорович, Покладий Георгий Григорьевич, Кобичев Александр Сергеевич, Чернышев Олег Игоревич, Самойленко Александр Ильич
МПК / Мітки
МПК: B24D 17/00, B24D 3/20
Мітки: інструмент, абразивний
Код посилання
<a href="https://ua.patents.su/3-28660-abrazivnijj-instrument.html" target="_blank" rel="follow" title="База патентів України">Абразивний інструмент</a>
Багаточашковий абразивний інструмент
Номер патенту: 4331
Опубліковано: 17.01.2005
Автори: Рудницький Роман Миколайович, Озимок Юрій Іванович
МПК: B23D 63/00
Мітки: інструмент, багаточашковий, абразивний
Формула / Реферат:
Багаточашковий абразивний інструмент, який містить корпус, маточину, різьбові пальці, на яких за допомогою втулок розміщені з можливістю обертання абразивні чашки та регулювальні гайки, який відрізняється тим, що корпус багаточашкового абразивного інструмента в периферійній частині має внутрішню порожнину, яка містить кульки, що можуть вільно переміщуватись під час обертання інструмента, а стінки порожнини покриті шаром пружного...
Багаточашковий абразивний інструмент
Номер патенту: 61788
Опубліковано: 17.11.2003
Автори: Озимок Юрій Іванович, Кірик Микола Дмитрович
МПК: B23D 63/00
Мітки: інструмент, абразивний, багаточашковий
Формула / Реферат:
Багаточашковий абразивний інструмент, який містить корпус та маточину, який відрізняється тим, що корпус має ряд рівномірно розміщених по периферії отворів, в яких встановлені різьбові пальці, на яких за допомогою втулок розміщені з можливістю обертання абразивні чашки та регулювальні гайки, а осі отворів паралельні осі корпуса, крім того корпус має паз трапецеїдального профілю, в якому знаходиться тягарець з регулювальним гвинтом.
Фасонний абразивний інструмент /варіанти/
Номер патенту: 43454
Опубліковано: 17.12.2001
Автор: Мороз Олександр Микитович
МПК: B24B 7/20, B24D 9/00, B24D 13/00
Мітки: інструмент, фасонний, варіанти, абразивний
Формула / Реферат:
1. Фасонний абразивний інструмент, що має корпус, зафіксовану на ньому фасонну еластичну основу і абразив, що закріплені на зовнішній її поверхні, який відрізняється тим, що корпус складається із втулки і планшайби, для фіксації еластичної основи на корпусі у втулці, з боку її зовнішньої поверхні виконано принаймні один паз, а в планшайбі - принаймні два отвори, паз втулки виконано так, що він звужується в напрямку планшайби, при цьому ширина...
Абразивний інструмент
Номер патенту: 52628
Опубліковано: 15.01.2003
Автори: Бараннік Юрій Петрович, Криворучко Павло Петрович, Денисенко Олена Олександрівна, Мішньова Юлія Євгенівна
МПК: B24D 7/00, B24D 17/00
Мітки: інструмент, абразивний
Формула / Реферат:
Абразивний інструмент, що має стрижень з закріпленим на ньому за допомогою зв'язуючого алмазоносним різальним елементом, який відрізняється тим, що алмазоносний елемент виготовлено у вигляді трьох пружинистих секторів, розташованих під кутом 120ο з додатковим забірним конусом з кутом 10-15ο.
Абразивний інструмент
Номер патенту: 65489
Опубліковано: 15.06.2006
Автори: Фєдотов Юрій Алєксєєвіч, Сергієнко Євген Андрійович, Дурдо Ігор Генадійович, Хрипко Ольга Володимирівна, Сохін Сергій Михайлович
МПК: B24D 3/06, B24D 17/00
Мітки: інструмент, абразивний
Формула / Реферат:
Спосіб вентиляції стопи включає операції з провітрювання, охолодження, масажування, профілактики, лікування. Видалення парів шкідливих речовин, надлишкових тепла, вологи, запаху, повернення комфортності здійснюють шляхом додаткового провітрювання, охолодження, дифузії теплого повітря через отвори в тапках, розміщені зверху, з тильної сторони стопи.