Лінія для порізки конвеєрної стрічки
Номер патенту: 28728
Опубліковано: 25.12.2007
Автори: Брощак Іван Іванович, Гевко Іван Богданович, Фльонц Олег Володимирович, Матвійчук Анатолій Васильович
Формула / Реферат
Лінія для порізки конвеєрної стрічки, яка виконана у вигляді рами, механізму приводу, механізму подачі, підставки з опорою, де верхній і нижній привідні валки є паралельні між собою і розміщені один над одним у вертикальній площині, а поперечний профіль і розміри нижнього шліцевого вала аналогічні з профілем і розмірами трапецієподібних западин конвеєрної стрічки, ножиць з горизонтальними ножами, дискові ножі виконані у вигляді ножових блоків по два в кожному, осі яких є паралельними між собою, і пульта керування, яка відрізняється тим, що по ходу лінії з боку її завантаження на рейках встановлено візок з можливістю осьового переміщення, на рамці якого встановлено пневматичний підіймач, виконаний у вигляді двох вилок, відстань між якими є більшою від ширини опор, на які встановлюється бухта з можливістю коливного руху в межах 100°, причому зверху у вилках виконані відкриті пази шириною, більшою від діаметрів кінців вала, на який намотано бухту, причому довжина вилок є меншою від діаметра бухти, крім того пневматична система візка з'єднана з пневматичною системою цеху гнучким гофрованим шлангом, причому дно візка, з боку бухти, виконано з прорізом для заходу бухти у вертикальному її положенні, а ліві виступи опори для встановлення вала з бухтою вищі, ніж праві, причому нижній привідний шліцевий вал виконано у вигляді зварного циліндра, з можливістю обертового руху, двох крайніх циліндричних фланців, зсередини яких виконано циліндричні ступені менших діаметрів, які жорстко з’єднані з пустотілим циліндром, а на більшому ступені крайніх циліндричних фланців рівномірно по колу виконано пази, до яких приварені призматичні шпонки профілем і розмірами, рівними трапецієподібним западинам конвеєрної стрічки, яка є з ними у взаємодії при відносному переміщенні, крім цього у крайніх циліндричних фланцях виконані центральні отвори з шпонковими пазами, які є у взаємодії з привідним валом, які жорстко з’єднані між собою.
Текст
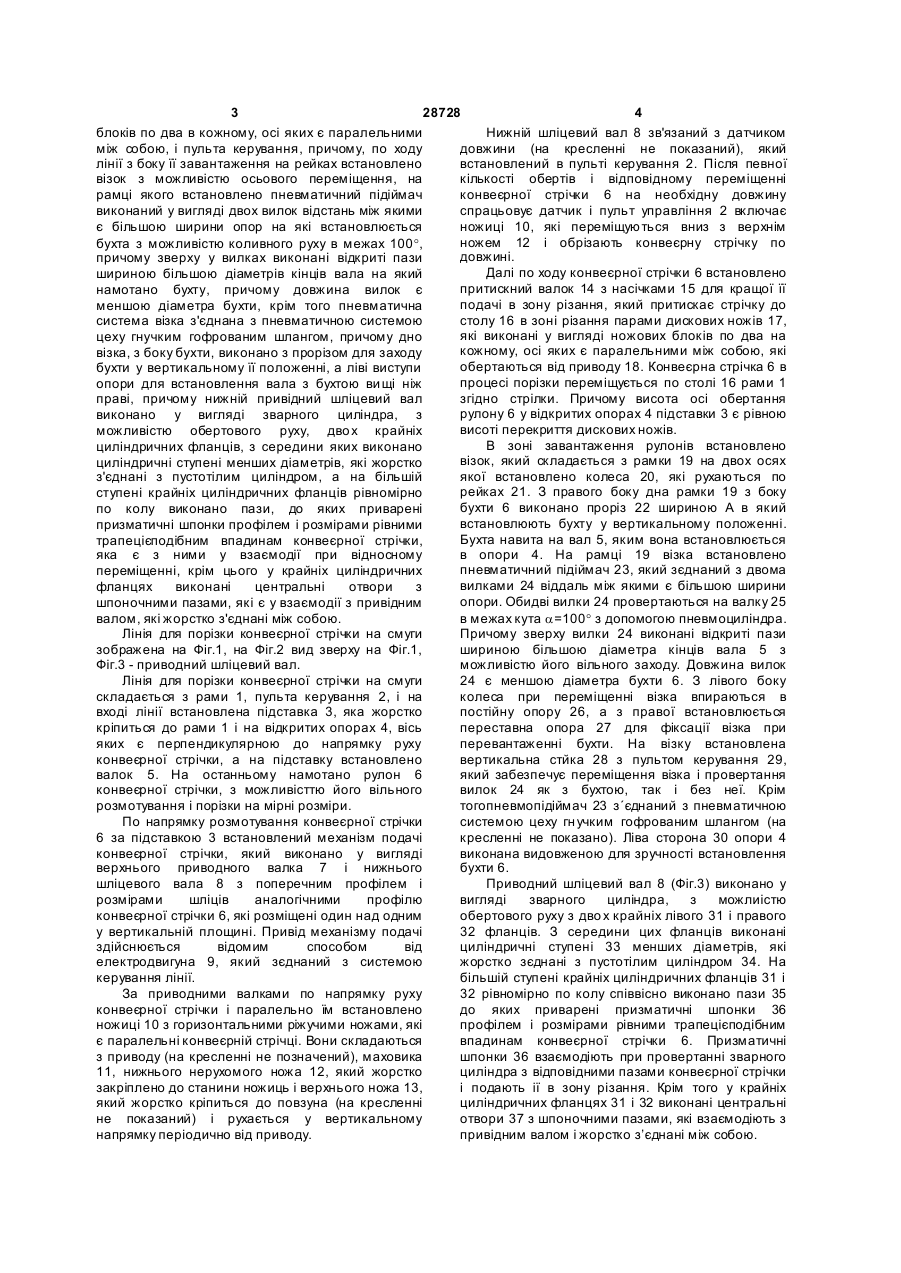
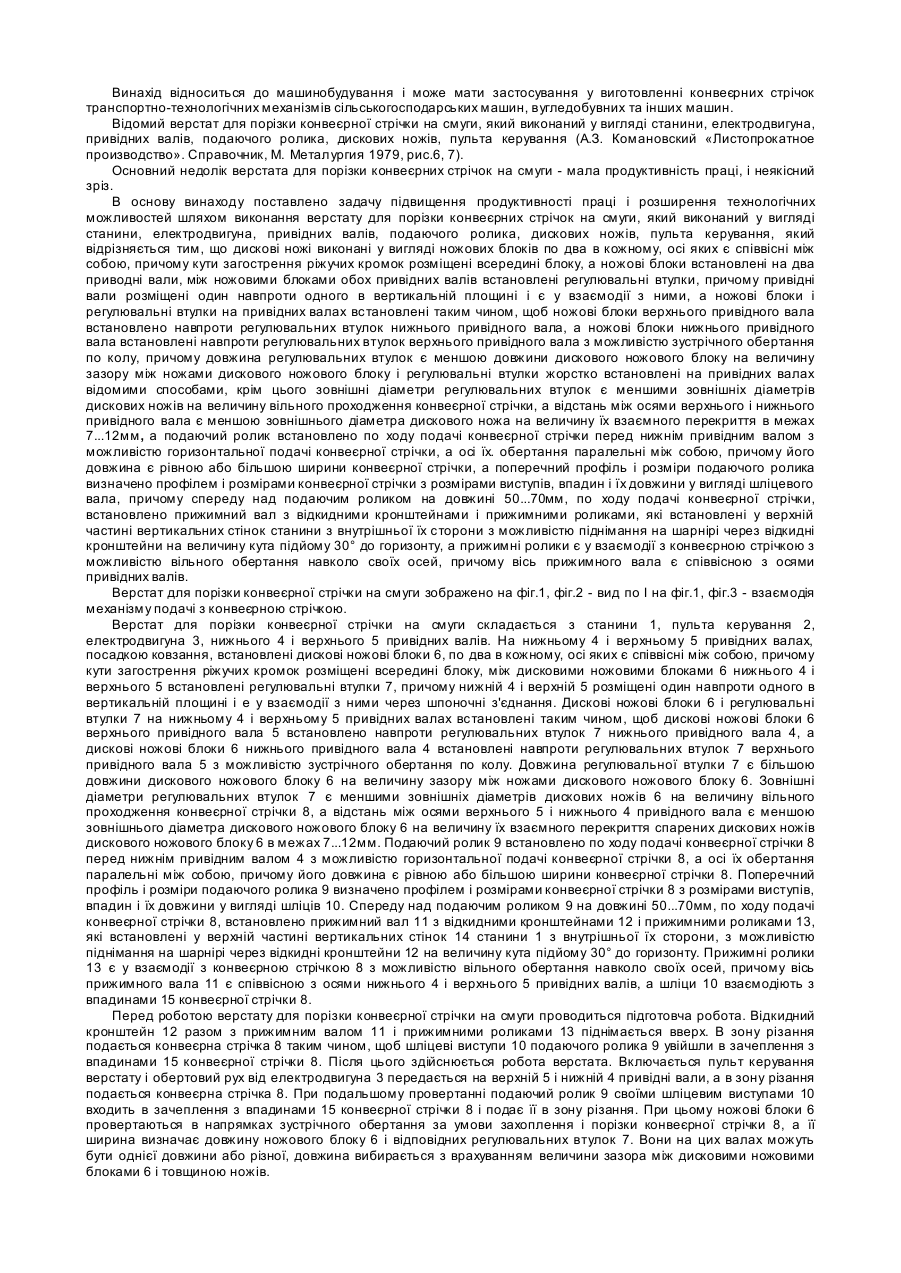
Лінія для порізки конвеєрної стрічки, яка виконана у вигляді рами, механізму приводу, механізму подачі, підставки з опорою, де верхній і нижній привідні валки є паралельні між собою і розміщені один над одним у вертикальній площині, а поперечний профіль і розміри нижнього шліцевого вала аналогічні з профілем і розмірами трапецієподібних западин конвеєрної стрічки, ножиць з горизонтальними ножами, дискові ножі виконані у вигляді ножових блоків по два в кожному, осі яких є паралельними між собою, і пульта керування, яка відрізняється тим, що по ходу лінії з боку її завантаження на рейках встановлено візок з можливістю осьового переміщення, на рамці якого встановлено пневматичний підіймач, виконаний у вигляді двох U 2 (19) 1 3 28728 4 блоків по два в кожному, осі яких є паралельними Нижній шліцевий вал 8 зв'язаний з датчиком між собою, і пульта керування, причому, по ходу довжини (на кресленні не показаний), який лінії з боку її завантаження на рейках встановлено встановлений в пульті керування 2. Після певної візок з можливістю осьового переміщення, на кількості обертів і відповідному переміщенні рамці якого встановлено пневматичний підіймач конвеєрної стрічки 6 на необхідну довжину виконаний у вигляді двох вилок відстань між якими спрацьовує датчик і пульт управління 2 включає є більшою ширини опор на які встановлюється ножиці 10, які переміщуються вниз з верхнім ножем 12 і обрізають конвеєрну стрічку по бухта з можливістю коливного руху в межах 100°, довжині. причому зверху у вилках виконані відкриті пази Далі по ходу конвеєрної стрічки 6 встановлено шириною більшою діаметрів кінців вала на який притискний валок 14 з насічками 15 для кращої її намотано бухту, причому довжина вилок є подачі в зону різання, який притискає стрічку до меншою діаметра бухти, крім того пневматична система візка з'єднана з пневматичною системою столу 16 в зоні різання парами дискових ножів 17, які виконані у вигляді ножових блоків по два на цеху гнучким гофрованим шлангом, причому дно кожному, осі яких є паралельними між собою, які візка, з боку бухти, виконано з прорізом для заходу обертаються від приводу 18. Конвеєрна стрічка 6 в бухти у вертикальному її положенні, а ліві виступи процесі порізки переміщується по столі 16 рами 1 опори для встановлення вала з бухтою ви щі ніж праві, причому нижній привідний шліцевий вал згідно стрілки. Причому висота осі обертання рулону 6 у відкритих опорах 4 підставки 3 є рівною виконано у вигляді зварного циліндра, з висоті перекриття дискових ножів. можливістю обертового руху, дво х крайніх В зоні завантаження рулонів встановлено циліндричних фланців, з середини яких виконано візок, який складається з рамки 19 на двох осях циліндричні ступені менших діаметрів, які жорстко з'єднані з пустотілим циліндром, а на більшій якої встановлено колеса 20, які рухаються по рейках 21. З правого боку дна рамки 19 з боку ступені крайніх циліндричних фланців рівномірно бухти 6 виконано проріз 22 шириною А в який по колу виконано пази, до яких приварені встановлюють бухту у вертикальному положенні. призматичні шпонки профілем і розмірами рівними Бухта навита на вал 5, яким вона встановлюється трапецієподібним впадинам конвеєрної стрічки, яка є з ними у взаємодії при відносному в опори 4. На рамці 19 візка встановлено пневматичний підіймач 23, який зєднаний з двома переміщенні, крім цього у крайніх циліндричних вилками 24 віддаль між якими є більшою ширини фланцях виконані центральні отвори з опори. Обидві вилки 24 провертаються на валку 25 шпоночними пазами, які є у взаємодії з привідним валом, які жорстко з'єднані між собою. в межах кута a=100° з допомогою пневмоциліндра. Лінія для порізки конвеєрної стрічки на смуги Причому зверху вилки 24 виконані відкриті пази зображена на Фіг.1, на Фіг.2 вид зверху на Фіг.1, шириною більшою діаметра кінців вала 5 з Фіг.3 - приводний шліцевий вал. можливістю його вільного заходу. Довжина вилок Лінія для порізки конвеєрної стрічки на смуги 24 є меншою діаметра бухти 6. З лівого боку складається з рами 1, пульта керування 2, і на колеса при переміщенні візка впираються в вході лінії встановлена підставка 3, яка жорстко постійну опору 26, а з правої встановлюється кріпиться до рами 1 і на відкритих опорах 4, вісь переставна опора 27 для фіксації візка при яких є перпендикулярною до напрямку руху перевантаженні бухти. На візку встановлена конвеєрної стрічки, а на підставку встановлено вертикальна стйка 28 з пультом керування 29, валок 5. На останньому намотано рулон 6 який забезпечує переміщення візка і провертання конвеєрної стрічки, з можливісттю його вільного вилок 24 як з бухтою, так і без неї. Крім розмотування і порізки на мірні розміри. тогопневмопідіймач 23 з´єднаний з пневматичною По напрямку розмотування конвеєрної стрічки системою цеху гн учким гофрованим шлангом (на 6 за підставкою 3 встановлений механізм подачі кресленні не показано). Ліва сторона 30 опори 4 конвеєрної стрічки, який виконано у вигляді виконана видовженою для зручності встановлення верхнього приводного валка 7 і нижнього бухти 6. шліцевого вала 8 з поперечним профілем і Приводний шліцевий вал 8 (Фіг.3) виконано у розмірами шліців аналогічними профілю вигляді зварного циліндра, з можлиістю конвеєрної стрічки 6, які розміщені один над одним обертового руху з дво х крайніх лівого 31 і правого у вертикальній площині. Привід механізму подачі 32 фланців. З середини цих фланців виконані здійснюється відомим способом від циліндричні ступені 33 менших діаметрів, які електродвигуна 9, який зєднаний з системою жорстко зєднані з пустотілим циліндром 34. На керування лінії. більшій ступені крайніх циліндричних фланців 31 і За приводними валками по напрямку руху 32 рівномірно по колу співвісно виконано пази 35 конвеєрної стрічки і паралельно їм встановлено до яких приварені призматичні шпонки 36 ножиці 10 з горизонтальними ріжучими ножами, які профілем і розмірами рівними трапецієподібним є паралельні конвеєрній стрічці. Вони складаються впадинам конвеєрної стрічки 6. Призматичні з приводу (на кресленні не позначений), маховика шпонки 36 взаємодіють при провертанні зварного 11, нижнього нерухомого ножа 12, який жорстко циліндра з відповідними пазами конвеєрної стрічки закріплено до станини ножиць і верхнього ножа 13, і подають ії в зону різання. Крім того у крайніх який жорстко кріпиться до повзуна (на кресленні циліндричних фланцях 31 і 32 виконані центральні не показаний) і рухається у вертикальному отвори 37 з шпоночними пазами, які взаємодіють з напрямку періодично від приводу. привідним валом і жорстко з’єднані між собою. 5 28728 Робота лінії для порізки конвеєрної стрічки здійснюється наступним чином. Бухту намотаної конвеєрної стрічки 6 встановлюють вертикально у виріз 22 дна візка, так, щоб кінці вала 5 увійшли у відкриті пази вилок 24. Потім візок підїжджає до лінії, впирається в постійну опору 26 і фіксується переставною опорою 27. Вилки 24 під дією пневмоприводу 23 піднімають бухту 6 і встановлюють ії в опору 4. Вільний кінець конвеєрної стрічки 6 встановлюють в міжвалковий простір між верхнім приводним валком 7 і нижнім шліцевим валом 8 таким чином, щоб його шліци входили в зачеплення з шліцами конвеєрної стрічки, спрацювання датчика довжини налаштовують на певну довжину в залежності від кількості обертів шліцевого вала 8 відомими способами. Після цього на пульті керування 2 включають верхній приводний валок 7 і нижній шліцевий вал 8, приводи притискного валка 14, ріжучих дискових ножів 17 і ножиць 10. Датчики довжини смуг настроюють на певну довжину відрізки смуг пультом керування 2 відомими способами, щоб подавати сигнал ножицям 10 для спрацьовування і відрізання стрічки необхідної довжини. Конвеєрна стрічка 6 захоплюється нижнім шліцевим валом 8 і переміщається по столі рами 1 певної довжини , аж до тих пір поки пари дискових ножів 17 не почнуть різати конвеєрну стрічку на смуги необхідної ширини, які задають і виставляють дискові ножі 17. Після переміщення конвеєрної стрічки на необхідну довжину датчик довжини дає команду на пульт керування 2 і від нього йде імпульс на включення ножиць 10. При цьому, попередньо розкручений маховик 11 сприяє збільшенню зусилля при переміщенні верхнього ножа 13 вниз і порізки конвеєрної стрічки 6 на мірні куски по нижньому ножі 12. Після відрізання мірної довжини верхній ніж 13 займає верхню мертву точку, і стоїть до "наступного включення, а маховик 11 продовжує обертатися. Розрізані смуги конвеєрної стрічки 6 попадають в тару і відтранспортовуються в необхідне місце. Це продовжується до тих пір, поки не завершиться порізка всього рулона. Порядок роботи з наступним рулоном аналогічний. В разі зміни довжини смуг здійснюють переналадку датчика довжини на пульті керування 2 через зміну кількості обертів нижнього шліцевого валка 8, а при зміні ширини смуг дискові ножі 17 переставляють на приводних валах на певну віддаль з фіксацією їх положень розпорядними втулками (на кресленні не показані). В результаті впровадження у виробництво лінія для порізки конвеєрної стрічки показала надійну роботу і при цьому підвищилась продуктивність праці і розширилися технологічні можливості. 6
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for cutting conveyor belt
Автори англійськоюMatviichuk Anatolii Vasyliovych, Broschak Ivan Ivanovych, Flionts Oleh Volodymyrovych, Hevko Ivan Bohdanovych
Назва патенту російськоюЛиния для резки конвейерной ленты
Автори російськоюМатвийчук Анатолий Васильевич, Брощак Иван Иванович, Флёнц Олег Владимирович, Гевко Иван Богданович
МПК / Мітки
МПК: B23Q 37/00
Мітки: порізки, конвеєрної, стрічки, лінія
Код посилання
<a href="https://ua.patents.su/3-28728-liniya-dlya-porizki-konveehrno-strichki.html" target="_blank" rel="follow" title="База патентів України">Лінія для порізки конвеєрної стрічки</a>
Лінія для порізки конвеєрної стрічки на смуги
Номер патенту: 6427
Опубліковано: 16.05.2005
Автори: Гевко Ігор Богданович, Логуш Іван Володимирович, Матвійчук Анатолій Васильович, Гурик Олег Ярославович
МПК: B23Q 37/00
Мітки: порізки, лінія, конвеєрної, смуги, стрічки
Формула / Реферат:
Лінія для порізки конвеєрної стрічки на смуги, що виконана у вигляді рами, механізму приводу, механізму подачі, де верхній і нижній привідні валки розміщені один над одним у вертикальній площині, а в нижнього шліцьового валика поперечний профіль і розміри визначені профілем і розмірами конвеєрної стрічки, дискові ножі виконані у вигляді ножових блоків по два в кожному, осі яких паралельні між собою, і пульта керування, яка відрізняється тим,...
Верстат для порізки конвеєрної стрічки на смуги
Номер патенту: 66164
Опубліковано: 15.04.2004
Автори: Гевко Ігор Богданович, Матвійчук Анатолій Васильович, Логуш Іван Володимирович, Михайлишин Володимир Іванович
МПК: B23Q 37/00
Мітки: конвеєрної, стрічки, порізки, смуги, верстат
Формула / Реферат:
Верстат для порізки конвеєрної стрічки на смуги, який виконаний у вигляді станини, електродвигуна, привідних валів, подаючого ролика, дискових ножів, пульта керування, який відрізняється тим, що дискові ножі виконані у вигляді ножових блоків по два в кожному, осі яких є співвісні між собою, причому кути загострення різальних кромок розміщені всередині блока, а ножові блоки встановлені на два привідні вали, між ножовими блоками обох привідних...
Стикове механічне з’єднання кінців конвеєрної стрічки і прошивний пристрій для збирання елементів стикового механічного з’єднання кінців конвеєрної стрічки
Номер патенту: 63217
Опубліковано: 15.01.2004
Автори: КУЗНЕЦОВА ГАННА ОЛЕКСАНДРІВНА, КУЗНЕЦОВ ОЛЕКСАНДР СТЕПАНОВИЧ
МПК: F16G 3/00
Мітки: збирання, механічне, елементів, механічного, стикового, стикове, з'єднання, пристрій, прошивний, конвеєрної, кінців, стрічки
Формула / Реферат:
1. Стикове механічне з'єднання кінців конвеєрної стрічки, що містить еластичну накладку і прикріплені до кінців конвеєрної стрічки по всій ширині механічні з'єднувачі, яке відрізняється тим, що еластична накладка встановлена по всій поверхні стикового з'єднання і прикріплена щонайменше на одному кінці конвеєрної стрічки, спрямованому у бік за її рухом, при цьому механічні з'єднувачі розміщені у верхньому шарі гумової обкладки конвеєрної...
Уловлювач конвеєрної стрічки
Номер патенту: 18560
Опубліковано: 15.11.2006
Автори: Волкоєдов Віктор Миколайович, Натаров Сергій Миколайович, Пальчик Володимир Станіславович
МПК: B65G 43/06
Мітки: конвеєрної, стрічки, уловлювач
Формула / Реферат:
1. Уловлювач конвеєрної стрічки, що містить раму з похилими напрямними, на яких встановлений візок із затискним пристроєм у вигляді копіра і рухомого клина, причому візок виконаний з верхніми і нижніми котками, а також закріплений на рамі опорний стіл, який відрізняється тим, що нижні котки візка, розміщені з одного його боку, виконані з двосторонніми ребордами.2. Уловлювач за п. 1, який відрізняється тим, що осі котків встановлені на...
Пристрій контролю руху конвеєрної стрічки
Номер патенту: 38721
Опубліковано: 15.05.2001
Автори: Блиндюк Петро Михайлович, Антонюк Павло Дмитрович, Швецов Володимир Олександрович, Іванов Володимир Костянтинович, Лаптєв Анатолій Іванович, Рибчинський Юхим Борисович, Редькіна Світлана Петрівна
МПК: B65G 43/04
Мітки: стрічки, пристрій, контролю, руху, конвеєрної
Текст:
...3 сердечника, закріплено геркон 4 з можливістю магнітної взаємодії з магнітом 5, розташованим на ободі немагнітного 3 сердечника, перший вхід джерела 6 постійного струму з'єднано з фазним проводом електросітки, а перший вихід того ж джерела з'єднано з нульовим проводом електросітки, "плюс" джерела 6 постійного струму з'єднано зі входом геркона 4, зі входом "плюс" одновібратора 7, зі входом обмотки 8 реле, "мінус" того ж джерела з'єднано...
Попередній патент: Спосіб оцінки цитотоксичної дії засобів на основі поверхнево-активних речовин
Наступний патент: Пристрій для закупорювання посудини
Випадковий патент: Свердловинний сейсмоприймач