Спосіб обробки розплаву металу
Номер патенту: 11240
Опубліковано: 15.12.2005
Автори: Гумененко Микола Климович, Дубодєлов Віктор Іванович, Фікссен Владислав Миколайович, Середенко Володимир Олексійович, Грабовий Валерій Михайлович, Цуркін Володимир Миколайович
Формула / Реферат
Спосіб обробки розплаву металу, що включає обробку потоку у тиглі розплаву, циркулюючого під дією електромагнітних сил у тиглі та каналі тигля, імпульсним тиском за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем, який відрізняється тим, що при циркуляції потоку розплаву під дією електромагнітних сил створюють горизонтальний потік розплаву у верхній частині тиглю із розплавом, після чого вводять у нього хвилевідний стрижень та виконують електрогідроімпульсну дію.
Текст
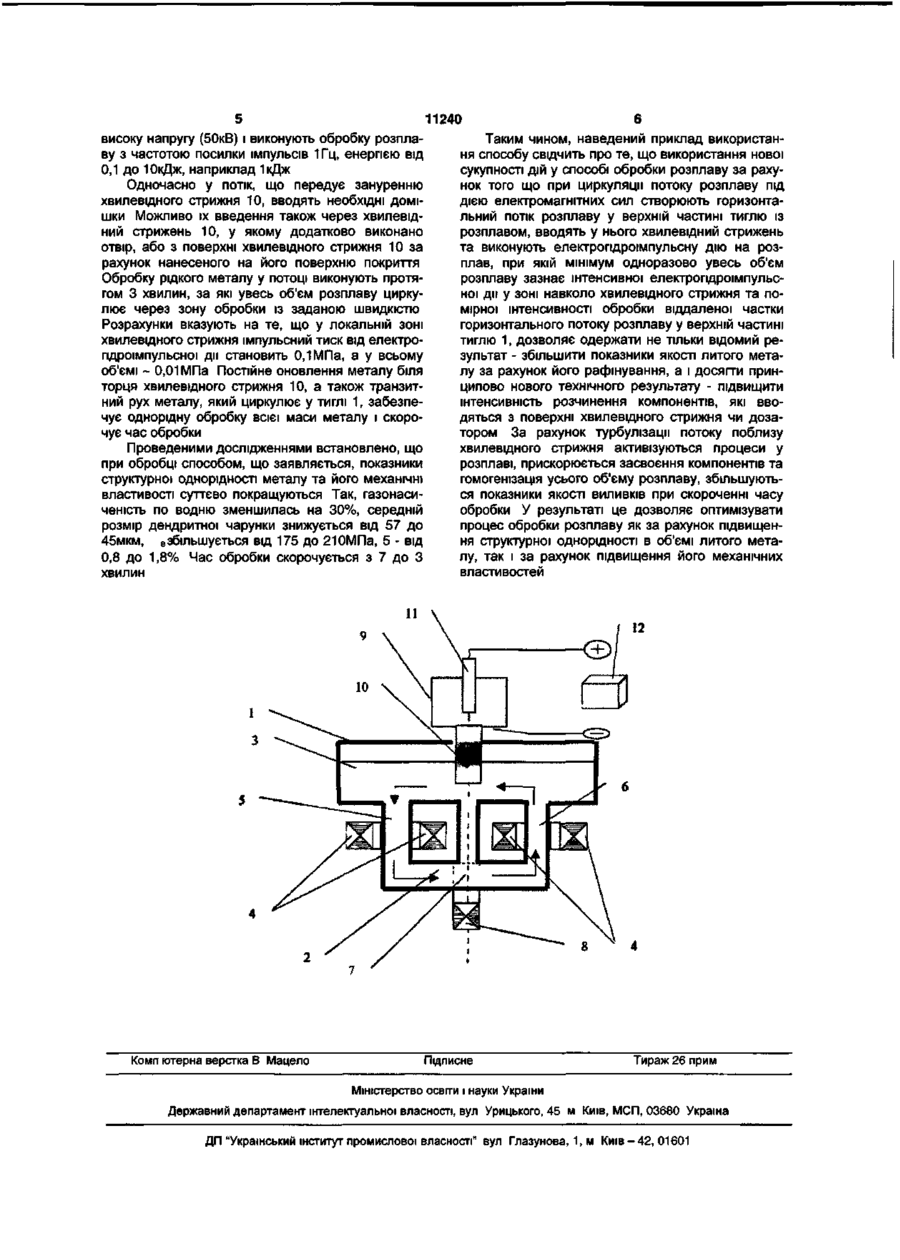
Спосіб обробки розплаву металу, що включає обробку потоку у тиглі розплаву, циркулюючого під дією електромагнітних сил у тиглі та каналі тигля, імпульсним тиском за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем, який відрізняється тим, що при циркуляції потоку розплаву під дією електромагнітних сил створюють горизонтальний потік розплаву у верхній частині тиглю із розплавом, після чого вводять у нього хвилевідний стрижень та виконують електрогідроімпульсну дію. Корисна модель відноситься до області ливарного виробництва та металургії і може бути застосована при обробці рідких металів та сплавів у процесі їх виплавки та розливання з використанням дії електромагнітних сил. Відомо спосіб обробки розплаву металу [див. Гулий Г.О. Наукові основи розрядно - імпульсних технологій. - Київ: Наук, думка, 1990. - С129-147], який включає позапічну дегазацію та рафінування розплаву під впливом імпульсного тиску за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем, при модулюванні параметрів дії: частоти посилки імпульсів, енергії в імпульсі. Ознаки, які збігаються з суттєвими ознаками корисної моделі, що заявляється: обробка розплаву імпульсним тиском за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем. Причини, які перешкоджають одержанню очікуваного технічного результату, спосіб не дозволяє ефективно обробляти розплав тому, що не передбачає сукупності дій, які спрямовані як на підвищення часу дії імпульсного тиску на розплав, або його частку, так і на поступовий відвід обробленої частки розплаву від зони обробки, тобто хвилеводу. У аналогу використовується лише ефект флотації. Неоднорідний за своїм складом розплав (від макродефектів до мікро- чи субмікронеоднорідностей) потребує сукупності цих дій, що винятково важливо при модифікуванні чи мікролегуванні розплаву під дією електромагнітних сил та забезпечить його більш активну гомогенізацію. Прототипом способу, що заявляється, є спосіб обробки розплаву металу [Деклараційний патент України №65758А, МПК 7 B22D27/00, опубл. 15.04.2004, ПВ №6. - С.4-76], який включає обробку розплаву імпульсним тиском за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем при модулюванні параметрів дії, причому попередньо у локальній зоні розплаву дією електромагнітних сил створюють низхідний потік /тобто потік у вертикальної площині/ розплаву, вміщують до нього хвилевідний стрижень та забезпечують циркуляцію розплаву таким чином, щоб, як мінімум, одноразово увесь об'єм розплаву зазнавав електрогідроімпульсної дії. При цьому спосіб включає обробку потоку розплаву, циркулюючого під дією електромагнітних сил у каналі та тиглю, імпульсним тиском. Потік розплаву створено у центральній вертикальній ділянці каналу. Ознаки, які збігаються з суттєвими ознаками корисної моделі, що заявляється: обробка потоку розплаву, циркулюючого під дією електромагнітних сил у каналі та тиглю, імпульсним тиском за рахунок електрогідроімпульсної дії від електро сч О) 11240 розрядної камери з електродами та зануреним у розплав хвилевідним стрижнем. Причини, які перешкоджають одержанню очікуваного технічного результату: спосіб не дозволяє ефективно обробляти розплав, тому що його використання призводить до додаткової турбулізації потоку /у центральній вертикальній ділянці каналу/, яка в свою чергу сприяє формуванню неоднорідностей із компонентів, що надходять у розплав з поверхні хвилевідного стрижня чи дозатора, тобто тих домішок, яких потребує позапічна дія, наприклад, при мікролегуванні, чи модифікуванні, чи коригуванні хімічного складу. Таким чином, дії за прототипом перешкоджають ефективно виконувати традиційні металургійні прийоми обробки розплаву. Бажання підвищити ефект дії (отримати сприятливу структурну однорідність в об'ємі розплаву та литого металу, покращення його механічних властивостей) за рахунок часу обробки призводить до негативних наслідків: руйнуванню футерівки печі, збільшенню кількості неметалевих включень у розплаві, погіршенню якості литого металу. Тут для ефективної інтенсифікації механічних, гідродинамічних та обмінних процесів у розплаві потрібно активізувати вплив на метал за рахунок збільшення часу електрогідроімпульсної дії на розплав, оточуючий хвилевідний стрижень, при одночасному та поступовому оновленні обробленого розплаву навколо хвилевідного стрижня. В основу корисної моделі поставлено задачу: удосконалити спосіб обробки розплаву металу шляхом введення нової сукупності дій, що дозволить здійснювати ефективну обробку об'єму розплаву імпульсним тиском та одночасний відвід обробленого металу із локальної зони навколо хвилевідного стрижня у горизонтальному напрямку у верхній частині тиглю і за рахунок цього прискорити процеси гомогенізації і насичення металу компонентами хімічного складу, якого потребує позапічна дія, та покращити структурну однорідність об'єму розплаву та виливка, а також підвищити механічні властивості литого металу. Суть корисної моделі полягає в тому, що у відомому способі обробки розплаву металу, який включає обробку потоку розплаву у тиглі, циркулюючого під дією електромагнітних сил у тиглі та каналі тиглю, імпульсним тиском за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем, згідно корисної моделі, при циркуляції потоку розплаву під дією електромагнітних сил створюють горизонтальний потік розплаву у верхній частині тиглю із розплавом, після чого вводять у нього хвилевідний стрижень та виконують електрогідроімпульсну дію. Розкриваючи причинно - наслідковий зв'язок між сукупністю ознак корисної моделі і технічним результатом, якого можна досягти, необхідно відмітити, що ознака "...при циркуляції потоку розплаву під дією електромагнітних сил створюють горизонтальний потік розплаву у верхній частині тиглю із розплавом ..." сприяє ефективній обробці об'єму розплаву в горизонтальній площині на відстані від хвилевідного стрижня та поступовій заміні обробленого металу на необроблений у локальній зоні обробки розплаву /навколо хвилевідного стрижня/ і, за рахунок цього, скорочує час розчинення компонентів, які вводяться /наприклад, при мікролегуванні, чи модифікуванні, чи коригуванні хімічного складу/ та підвищує степінь гомогенізації в об'ємі розплаву та виливка, а також дозволяє підвищити механічні властивості литого металу. Ознака "...створюють горизонтальний потік розплаву у верхній частині тиглю із розплавом, після чого вводять у нього хвилевідний стрижень та виконують електрогідроімпульсну дію..." сприяє інтенсифікації механічних, гідродинамічних та масообмінних процесів у горизонтальній площині розплаву та прискорює процес засвоєння розплавом компонентів, що надходять у розплав з поверхні хвилевідного стрижня чи дозатора, та його гомогенізацію, сприяє успішній обробці всього розплаву. Разом це дозволить підвищити модифікуючий ефект та процес розчинення компонентів у розплаві і, за рахунок цього, прискорити гомогенізацію розплаву відносно компонента, який вводять, покращити структурну однорідність об'єму розплаву та литого металу, також підвищити механічні властивості литого металу. Спосіб, що заявляється, може бути реалізований, наприклад, на базі індукційної канальної печі з додатковим електромагнітом. Пристрій для реалізації способу (схема наведена на кресленні, де стрілки вказують напрям потоку розплаву) має тигель 1 та Ш-подібний канал 2 з розплавом 3, а також індуктори 4, які охоплюють бокові ділянки 5 та 6 Ш-подібного каналу 2 з розплавом 3. Зона 7, сполучення центральної вертикальної і горизонтальної ділянок каналу 2, розміщена у зазорі між полюсами електромагніту 8. Пристрій має електророзрядну камеру 9, хвилевідний стрижень 10, електрод 11, генератор імпульсних струмів 12. Електрод 11 з'єднано з генератором імпульсних струмів 12. Спосіб виконується таким чином. У тигель 1 та Ш-подібний канал 2 заливають розплав 3 алюмінієвого сплаву марки АК5М2. Включають індуктори 4 на напругу 40 В на однакові фази. При цьому у рідкому металі, який заповнює Ш-подібний канал 2, індукується електричний струм. Така дія забезпечує підтримку рівня (наприклад, 700 °С) заданої технологічної температури розплаву 3. Потім включають електромагніт 8 на напругу 24В. У результаті взаємодії електроструму в рідкому металі з магнітним полем електромагніту 8 виникає електромагнітна сила, яка забезпечує циркуляцію розплаву 3 та вирівнювання температури металу в тиглі 1 і каналі 2. При цьому метал З у тиглі 1 рухається у горизонтальній площині. Після цього хвилевідний стрижень 10 електророзрядної камери 9 занурюють вертикально до горизонтального потоку розплаву 3 у верхній частині тиглю 1. При цьому метал 3 у тиглі 1 рухається у горизонтальній площині. Після цього хвилевідний стрижень 10 електророзрядної камери 9 занурюють вертикально до горизонтального потоку розплаву 3 у верхній частині тиглю 1. При цьому горизонтальний потік металу у верхній зоні тигля 1 як подає метал у зону обробки, так і відводить його від хвилевідного стрижня 10 електророзрядної камери 9. На електрод 11 електророзрядної камери 9 від генератора імпульсних струмів 11 подають 11240 високу напругу (50кВ) і виконують обробку розплаТаким чином, наведений приклад використанву з частотою посилки імпульсів 1 Гц, енергією від ня способу свідчить про те, що використання нової 0,1 до ЮкДж, наприклад 1кДж сукупності дій у способі обробки розплаву за рахунок того що при циркуляції потоку розплаву під Одночасно у потік, що передує зануренню дією електромагнітних сил створюють горизонтахвилевідного стрижня 10, вводять необхідні домільний потік розплаву у верхній частині тиглю із шки Можливо їх введення також через хвилевідрозплавом, вводять у нього хвилевщний стрижень ний стрижень 10, у якому додатково виконано та виконують електропдроімпульсну дію на розотвір, або з поверхні хвилевідного стрижня 10 за плав, при якій мінімум одноразово увесь об'єм рахунок нанесеного на його поверхню покриття розплаву зазнає інтенсивної електропдроімпульсОбробку рідкого металу у потоці виконують протяноі дм у зоні навколо хвилевідного стрижня та погом 3 хвилин, за які увесь об'єм розплаву циркумірної інтенсивності обробки віддаленої частки лює через зону обробки із заданою швидкістю горизонтального потоку розплаву у верхній частині Розрахунки вказують на те, що у локальній зоні тиглю 1, дозволяє одержати не тільки відомий рехвилевідного стрижня імпульсний тиск від електрозультат - збільшити показники якості литого метапдроімпульсної ди становить 0,1 МПа, а у всьому лу за рахунок його рафінування, а і досягти приноб'ємі ~ 0,01 МПа Постійне оновлення металу біля ципово нового технічного результату - підвищити торця хвилевідного стрижня 10, а також транзитінтенсивність розчинення компонентів, які ввоний рух металу, який циркулює у тиглі 1, забезпедяться з поверхні хвилевідного стрижня чи дозачує однорідну обробку всієї маси металу і скоротором За рахунок турбулізації потоку поблизу чує час обробки хвилевідного стрижня активізуються процеси у Проведеними дослідженнями встановлено, що розплаві, прискорюється засвоєння компонентів та при обробці способом, що заявляється, показники гомогенізація усього об'єму розплаву, збільшуютьструктурної однорідності металу та його механічні ся показники якості виливків при скороченні часу властивості суттєво покращуються Так, газонасиобробки У результаті це дозволяє оптимізувати ченість по водню зменшилась на 30%, середній процес обробки розплаву як за рахунок підвищенрозмір дендритної чарунки знижується від 57 до ня структурної однорідності в об'ємі литого мета45мкм, в збільшується від 175 до 210МПа, 5 - від лу, так і за рахунок підвищення його механічних 0,8 до 1,8% Час обробки скорочується з 7 до З властивостей хвилин Комп ютерна верстка В Мацело Підписне Тираж 26 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45 м Київ, МСП, 03680 Україна ДП "Український інститут промислової власності" вул Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for working the fusion of metal
Автори англійськоюDubodelov Viktor Ivanovych, Hrabovyi Valerii Mykhailovych, Humenenko Mykola Klymovych, Seredenko Volodymyr Oleksiiovych, Fikssen Vladyslav Mykolaiovych, Tsurkin Volodymyr Mykolaiovych
Назва патенту російськоюСпособ обработки расплава металла
Автори російськоюДубоделов Виктор Иванович, Грабовой Валерий Михайлович, Гумененко Николай Климович, Середенко Владимир Алексеевич, Фикссен Владислав Николаевич, Цуркин Владимир Николаевич
МПК / Мітки
МПК: B22D 27/08
Мітки: розплаву, обробки, спосіб, металу
Код посилання
<a href="https://ua.patents.su/4-11240-sposib-obrobki-rozplavu-metalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки розплаву металу</a>
Спосіб обробки розплаву металу

Номер патенту: 64267
Опубліковано: 16.02.2004
Автор: Грабовий Валерій Михайлович
МПК: B22D 27/08
Мітки: обробки, спосіб, розплаву, металу
Формула / Реферат:
Спосіб обробки розплаву металу, який включає рафінування розплаву за рахунок електрогідроімпульсної дії із заданим числом імпульсів при подачі напруги на електроди електророзрядної камери з зануреним у розплав на задану глибину хвилевідним стрижнем, який відрізняється тим, що подачу напруги на електроди електророзрядної камери починають до введення хвилевідного стрижня у розплав, а завершують - після видалення хвилевідного стрижня із...
Спосіб обробки розплаву металу

Номер патенту: 4792
Опубліковано: 15.02.2005
Автори: Волков Геннадій Васильович, Гумененко Миколай Климович, Цуркін Володимир Миколайович, Грабовий Валерій Михайлович
МПК: B22D 27/08
Мітки: розплаву, обробки, металу, спосіб
Формула / Реферат:
Спосіб обробки розплаву металу, що включає позапічну дегазацію та рафінування розплаву в ковші за рахунок електрогідроімпульсного діяння від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем, що утворює зону обробки у розплаві, при заданих параметрах електрогідроімпульсного діяння - енергії в імпульсі, частоти посилки імпульсів та числа імпульсів, який відрізняється тим, що енергію в імпульсі визначають за...
Спосіб обробки розплаву металу

Номер патенту: 63544
Опубліковано: 15.01.2004
Автори: Цуркін Володимир Миколайович, Гумененко Микола Климович, Середенко Володимир Олексійович, Фікссен Владислав Миколайович, Грабовий Валерій Михайлович, Дубодєлов Віктор Іванович
МПК: B22D 27/08
Мітки: спосіб, обробки, розплаву, металу
Формула / Реферат:
Спосіб обробки розплаву металу, який включає обробку розплаву змінним тиском за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем при модулюванні параметрів дії, який відрізняється тим, що попередньо у локальній зоні розплаву дією електромагнітних сил створюють висхідний потік розплаву, вміщують до нього хвилевідний стрижень та забезпечують циркуляцію розплаву таким чином,...
Спосіб обробки розплаву металу
Номер патенту: 65758
Опубліковано: 15.04.2004
Автори: Волков Геннадій Васильович, Середенко Володимир Олексійович, Фікссен Владислав Миколайович, Дубодєлов Віктор Іванович, Цуркін Володимир Миколайович, Грабовий Валерій Михайлович
МПК: B22D 27/00
Мітки: металу, обробки, спосіб, розплаву
Формула / Реферат:
Спосіб обробки розплаву металу, який включає обробку розплаву імпульсним тиском за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем при модулюванні параметрів дії, який відрізняється тим, що попередньо у локальній зоні розплаву дією електромагнітних сил створюють низхідний потік розплаву, вміщують до нього хвилевідний стрижень та забезпечують циркуляцію розплаву таким...
Спосіб обробки розплаву металу
Номер патенту: 40038
Опубліковано: 16.07.2001
Автори: Арнаутов Олександр Савельович, Боева Антоніна Анатольівна, Риндін Микола Георгіевич, Тимошенко Георгій Павлович, Цуркін Володимир Миколайович, Грабовий Валерій Михайлович
МПК: B22D 27/08
Мітки: розплаву, металу, спосіб, обробки
Формула / Реферат:
Спосіб обробки розплаву металу, який включає позапічну дегазацію та рафінування розплаву, за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стержнем при модулюванні параметрів дії, який відрізняється тим, що електрогідроімпульсну дію на розплав здійснюють числом імпульсів від 330 до 500.
Попередній патент: Рукавний фільтр
Наступний патент: Калібратор напруги
Випадковий патент: Аперитив "арго"