Спосіб зварювання тиском тугоплавких металів з сталями
Номер патенту: 29715
Опубліковано: 15.11.2000
Автори: Арсенюк Валерій Васильович, Тишкевич Віктор Михайлович, Фальченко Віталій Митрофанович, Герцрикен Діна Соломонівна, Мазанко Володимир Федорович

Формула / Реферат
Способ сварки давлением тугоплавких металлов со сталями, включающий локальный нагрев в вакууме зоны соединения и однократное ударное нагружение, отличающийся тем, что предварительно производят обезуглераживание поверхности стали, подлежащей сварке, а при локальном нагреве зоны соединения до температуры сварки производят изотермическую выдержку при температуре, не выше А1 в течение 15-20 мин, где А1 – значение эвтектоидной температуры.
Текст
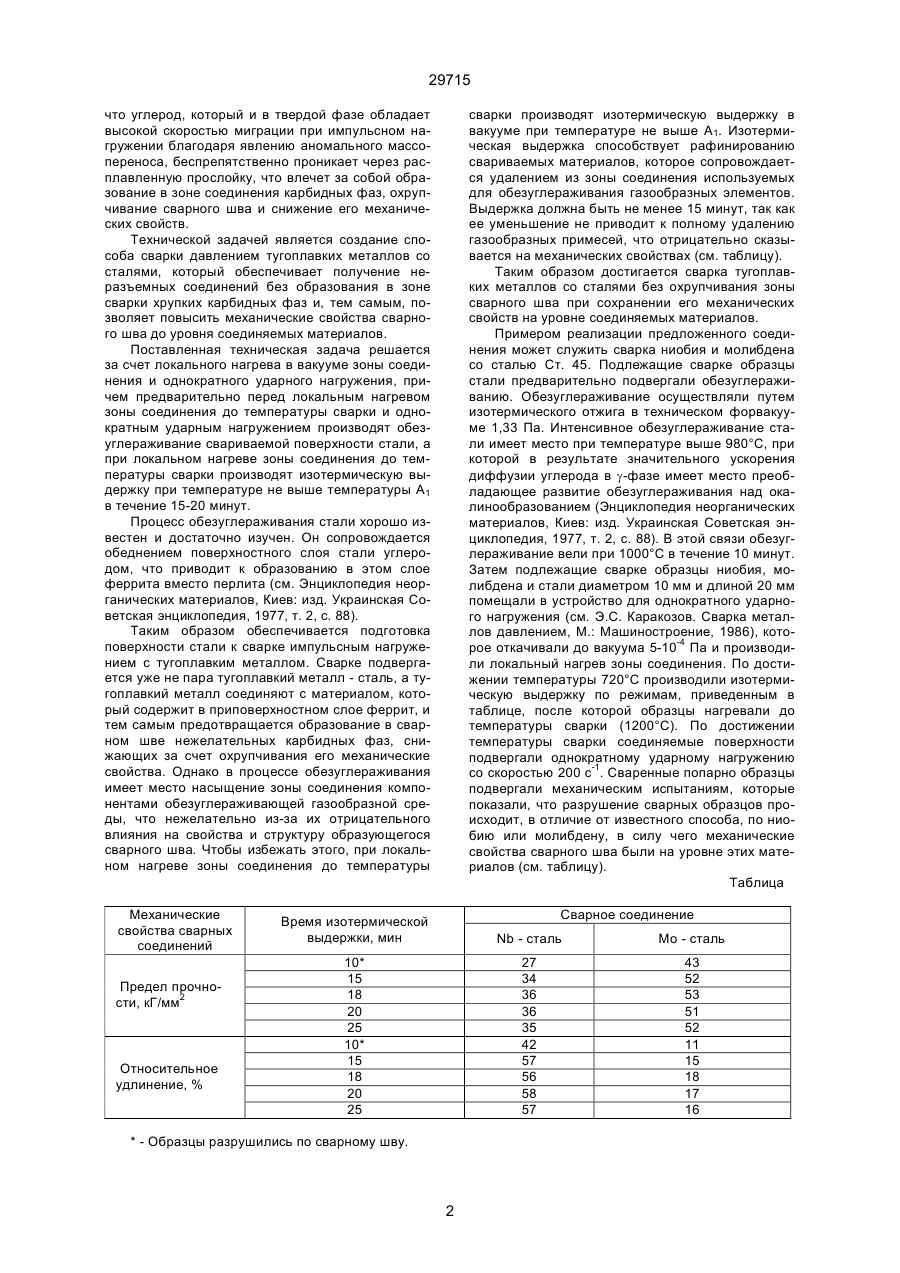
Способ сварки давлением тугоплавких металлов со сталями, включающий локальный нагрев в вакууме зоны соединения и однократное ударное нагружение, отличающийся тем, что предварительно производят обезуглераживание поверхности стали, подлежащей сварке, а при локальном нагреве зоны соединения до температуры сварки производят изотермическую выдержку при температуре, не выше А1 в течение 15-20 мин, где А1 – значение эвтектоидной температуры. (19) (21) 97020512 (22) 07.02.1997 (24) 15.11.2000 (33) UA (46) 15.11.2000, Бюл. № 6, 2000 р. (72) Арсенюк Валерій Васильович, Герцрикен Діна Соломонівна, Мазанко Володимир Федорович, Тишкевич Віктор Михайлович, Фальченко Віталій Митрофанович (73) ІНСТИТУТ МЕТАЛОФІЗИКИ HАH УКРАЇНИ 29715 сварки производят изотермическую выдержку в вакууме при температуре не выше А1. Изотермическая выдержка способствует рафинированию свариваемых материалов, которое сопровождается удалением из зоны соединения используемых для обезуглераживания газообразных элементов. Выдержка должна быть не менее 15 минут, так как ее уменьшение не приводит к полному удалению газообразных примесей, что отрицательно сказывается на механических свойствах (см. таблицу). Таким образом достигается сварка тугоплавких металлов со сталями без охрупчивания зоны сварного шва при сохранении его механических свойств на уровне соединяемых материалов. Примером реализации предложенного соединения может служить сварка ниобия и молибдена со сталью Ст. 45. Подлежащие сварке образцы стали предварительно подвергали обезуглераживанию. Обезуглераживание осуществляли путем изотермического отжига в техническом форвакууме 1,33 Па. Интенсивное обезуглераживание стали имеет место при температуре выше 980°С, при которой в результате значительного ускорения диффузии углерода в g-фазе имеет место преобладающее развитие обезуглераживания над окалинообразованием (Энциклопедия неорганических материалов, Киев: изд. Украинская Советская энциклопедия, 1977, т. 2, с. 88). В этой связи обезуглераживание вели при 1000°С в течение 10 минут. Затем подлежащие сварке образцы ниобия, молибдена и стали диаметром 10 мм и длиной 20 мм помещали в устройство для однократного ударного нагружения (см. Э.С. Каракозов. Сварка металлов давлением, М.: Машиностроение, 1986), которое откачивали до вакуума 5-10-4 Па и производили локальный нагрев зоны соединения. По достижении температуры 720°С производили изотермическую выдержку по режимам, приведенным в таблице, после которой образцы нагревали до температуры сварки (1200°С). По достижении температуры сварки соединяемые поверхности подвергали однократному ударному нагружению со скоростью 200 с-1. Сваренные попарно образцы подвергали механическим испытаниям, которые показали, что разрушение сварных образцов происходит, в отличие от известного способа, по ниобию или молибдену, в силу чего механические свойства cвaрногo шва были на уровне этих материалов (см. таблицу). Таблица что углерод, который и в твердой фазе обладает высокой скоростью миграции при импульсном нагружении благодаря явлению аномального массопереноса, беспрепятственно проникает через расплавленную прослойку, что влечет за собой образование в зоне соединения карбидных фаз, охрупчивание сварного шва и снижение его механических свойств. Технической задачей является создание способа сварки давлением тугоплавких металлов со сталями, который обеспечивает получение неразъемных соединений без образования в зоне сварки хрупких карбидных фаз и, тем самым, позволяет повысить механические свойства сварного шва до уровня соединяемых материалов. Поставленная техническая задача решается за счет локального нагрева в вакууме зоны соединения и однократного ударного нагружения, причем предварительно перед локальным нагревом зоны соединения до температуры сварки и однократным ударным нагружением производят обезуглераживание свариваемой поверхности стали, а при локальном нагреве зоны соединения до температуры сварки производят изотермическую выдержку при температуре не выше температуры А1 в течение 15-20 минут. Процесс обезуглераживания стали хорошо известен и достаточно изучен. Он сопровождается обеднением поверхностного слоя стали углеродом, что приводит к образованию в этом слое феррита вместо перлита (см. Энциклопедия неорганических материалов, Киев: изд. Украинская Советская энциклопедия, 1977, т. 2, с. 88). Таким образом обеспечивается подготовка поверхности стали к сварке импульсным нагружением с тугоплавким металлом. Сварке подвергается уже не пара тугоплавкий металл - сталь, а тугоплавкий металл соединяют с материалом, который содержит в приповерхностном слое феррит, и тем самым предотвращается образование в сварном шве нежелательных карбидных фаз, снижающих за счет охрупчивания его механические свойства. Однако в процессе обезуглераживания имеет место насыщение зоны соединения компонентами обезуглераживающей газообразной среды, что нежелательно из-за их отрицательного влияния на свойства и структуру образующегося сварного шва. Чтобы избежать этого, при локальном нагреве зоны соединения до температуры Механические свойства сварных соединений Предел прочности, кГ/мм2 Относительное удлинение, % Сварное соединение Время изотермической выдержки, мин Nb - сталь Mo - сталь 10* 15 18 20 25 10* 15 18 20 25 27 34 36 36 35 42 57 56 58 57 43 52 53 51 52 11 15 18 17 16 * - Образцы разрушились по сварному шву. 2 29715 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ __________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 __________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of pressure welding of refractory metals with steels
Автори англійськоюArseniuk Valerii Vasyliovych, Hertsryken Dina Solomonivna, Polischuk Dmytro Fedorovych, Tyshkevych Victor Mykhailovych, Falchenko Vitalii Mytrofanovych
Назва патенту російськоюСпособ сварки давлением тугоплавких металлов со сталями
Автори російськоюАрсенюк Валерий Васильевич, Герцрикен Дина Соломоновна, Мазанко Владимир Федорович, Тышкевич Виктор Михайлович, Фальченко Виталий Митрофанович
МПК / Мітки
МПК: B23K 20/20
Мітки: тиском, зварювання, сталями, тугоплавких, металів, спосіб
Код посилання
<a href="https://ua.patents.su/3-29715-sposib-zvaryuvannya-tiskom-tugoplavkikh-metaliv-z-stalyami.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання тиском тугоплавких металів з сталями</a>
Спосіб стикового зварювання тиском
Номер патенту: 11743
Опубліковано: 25.12.1996
Автори: Богорський Михайло Володимирович, Лазебний Іван Леонтійович, Грабежов Олексій Еммануілович, Горонков Микола Дмитрович, Скульский Юрій Валентинович, Аблаєв Григорій Олександрович, Кучук-Яценко Сергій Іванович
МПК: B23K 28/00, B23K 11/02
Мітки: спосіб, стикового, тиском, зварювання
Формула / Реферат:
Способ стыковой сварки давлением, при котором после осадки изделие в зоне термического влияния подвергают термопластическому деформированию знакопеременной нагрузки - растяжению-сжатию с использованием термического цикла, отличающийся тем, что, с целью повышения качества сварного соединения, операцию термопластического деформирования выполняют в состоянии аустенита и многократно повторяют, выдерживая величину пластической деформации при...
Спосіб отримання комбінованих покрить тугоплавких металів
Номер патенту: 22015
Опубліковано: 30.04.1998
Автори: Пастух Ігор Маркович, Олександренко Віктор Петрович, Каплун Віталій Григорович, Пилипів Олександр Васильович
МПК: C23C 14/00
Мітки: отримання, спосіб, покрить, комбінованих, металів, тугоплавких
Формула / Реферат:
1. Способ получения комбинированных покрмтий тугоплавких металлов, включающий операции подготовки поверхности, создания потока нейтрального газа, злектроискрового легирования, азотиревания в тлеющем разряде в безводородных срсдах, отличающийся тем, что злектроискровое легирование поверхности тугоплавкими металлами осуществляют при напряжений 40-110 В, емкости разряда 6-810мкф, частоте разряда 10-50 Гц, а затем производят притирку поверхности...
Спосіб одержання спеченого дисперснозміцненого електродного матеріалу на основі тугоплавких металів

Номер патенту: 12060
Опубліковано: 25.12.1996
Автори: Скороход Валерій Володимирович, Солонін Юрій Михайлович, Філіпов Микола Ігоревич, Костенецька Людмила Іллінічна, Кресанова Олександра Петрівна
МПК: C01F 11/00, C01G 31/00, B22F 3/12, C01G 35/00, H01H 1/02, C01G 25/00, C01G 33/00
Мітки: електродного, матеріалу, спеченого, спосіб, дисперснозміцненого, металів, основі, одержання, тугоплавких
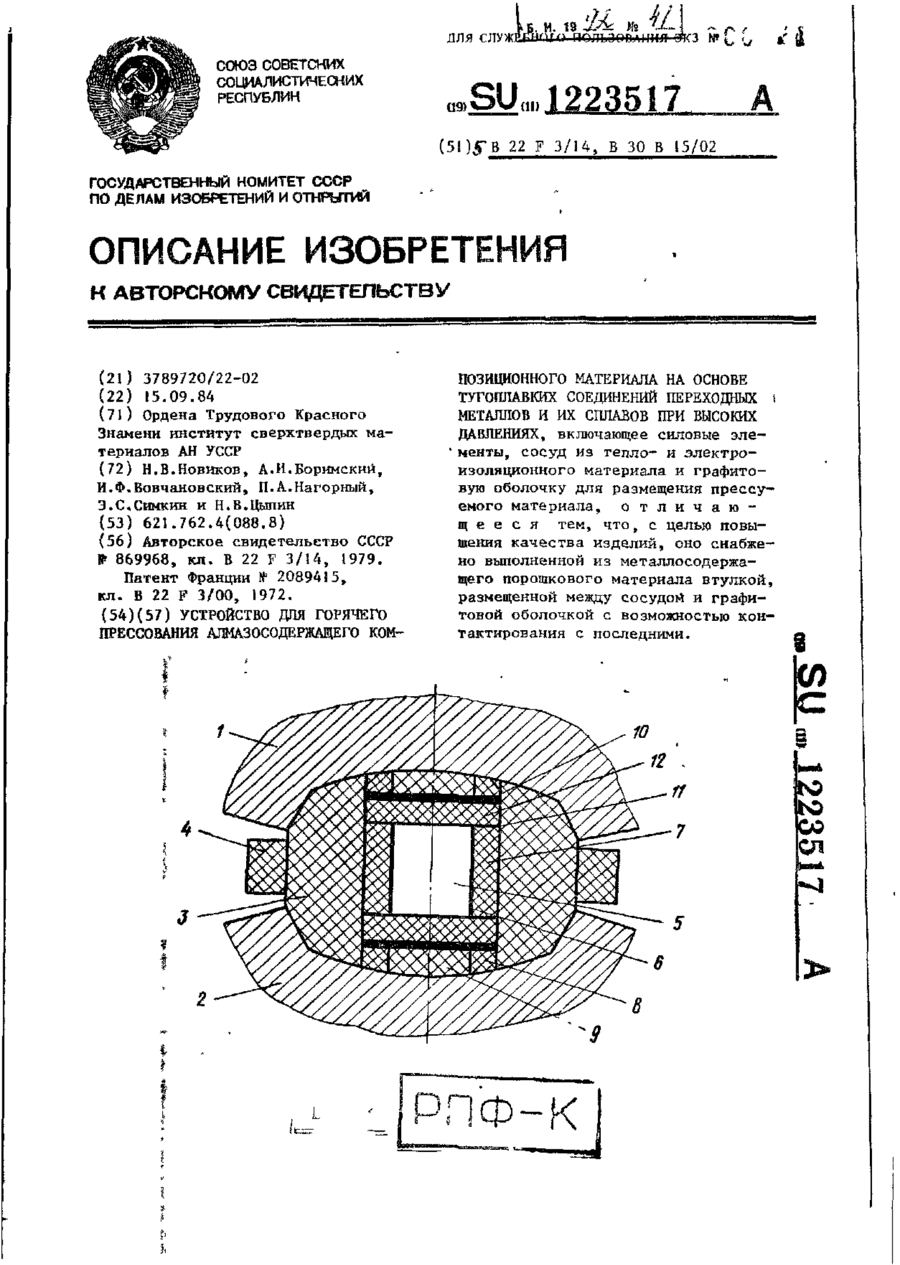
Пристрій для гарячого пресування алмазовмісного композиційного матеріалу на основі тугоплавких сполук перехідних металів та їх сплавів при високих тисках
Номер патенту: 13634
Опубліковано: 25.04.1997
Автори: Ципін Нехем'ян Веніамінович, Новіков Микола Васильович, Вовчановський Іван Федорович, Боримський Олександр Іванович, Нагорний Петро Арсенійович, Сімкін Едуард Семенович
МПК: B30B 15/16, B22F 3/15
Мітки: тисках, гарячого, сполук, високих, матеріалу, перехідних, металів, основі, тугоплавких, пристрій, сплавів, алмазовмісного, композиційного, пресування
Формула / Реферат:
Устройство для горячего прессования алмазосодержащего композиционного материала на основе тугоплавких соединений переходных металлов и их сплавов при высоких давленнях, включающее силовые элементы, сосуд из тепло- и электроизоляционного материала и графитовую оболочку для размещения прессуемого материала, отличающееся тем, что, с целью повышения качества изделий, оно снабжено выполненной из металлосодержащего порошкового материала втулкой,...
Спосіб контактного стикового зварювання оплавленням
Номер патенту: 11734
Опубліковано: 25.12.1996
Автори: Нікітін Анатолій Сергійович, Казимов Борис Іванович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: спосіб, зварювання, контактного, оплавленням, стикового
Формула / Реферат:
Способ контактной стыковой сварки оплавлением, при котором свариваемые детали подключают к вторичному контуру сварочного трансформатора сварочной машины, отличающийся тем, что, с целью повышения качества сварного соединения при сварке многослойных деталей, у которых один из наружных слоев изготовлен из коррозионно-стойкой стали, а остальные слои изготовлены из углеродистой стали, путем обеспечения оптимального химического состава сварного...
Попередній патент: Робоче середовище для створення тиску
Наступний патент: Аналоговий рідкокристалічний індикатор
Випадковий патент: Корпус герметичного компресора суднової холодильної машини