Пристрій для безперервного виготовлення деревинностружкових плит
Номер патенту: 29847
Опубліковано: 15.11.2000
Автори: Сафаров Вячеслав Олександрович, Філінюк Роман Васильович, Соколовський Ярослав Іванович

Формула / Реферат
Пристрій для безперервного виготовлення деревинно-стружових плит, включаючий верхню та нижню пресуючі стрічки, гусеничні траки і системи їх обігрівання, канали підводу газу та газовими горілками, давачі покоробленості плити, виконуючий механізм та шибер, встановлений в каналах підводу газу, а також автоматичну систему регулювання температури у вигляді з'єднаних послідовно потенціометра, рахівника імпульсів, одновібратора та підсилювача, при цьому потенціометр з'єднаний з давачами покоробленості плити, а підсилювач через виконуючий механізм - з шибером який відрізняється тим, що містить випромінюючий та прийомний ультразвукові п'єзоперетворювачі, розташовані з двох сторін плити на її виході з пресу і з'єднані з мікропроцесорним перетворювачем "час поширення ультразвуку - товщина виробу – напруга" вихід якого через додатковий підсилювач під’єднаний до виконуючого механізму регулювання подачі робочої суміші у гідроциліндри, які здійснюють переміщення пресуючих стрічок у вертикальному напрямі.
Текст
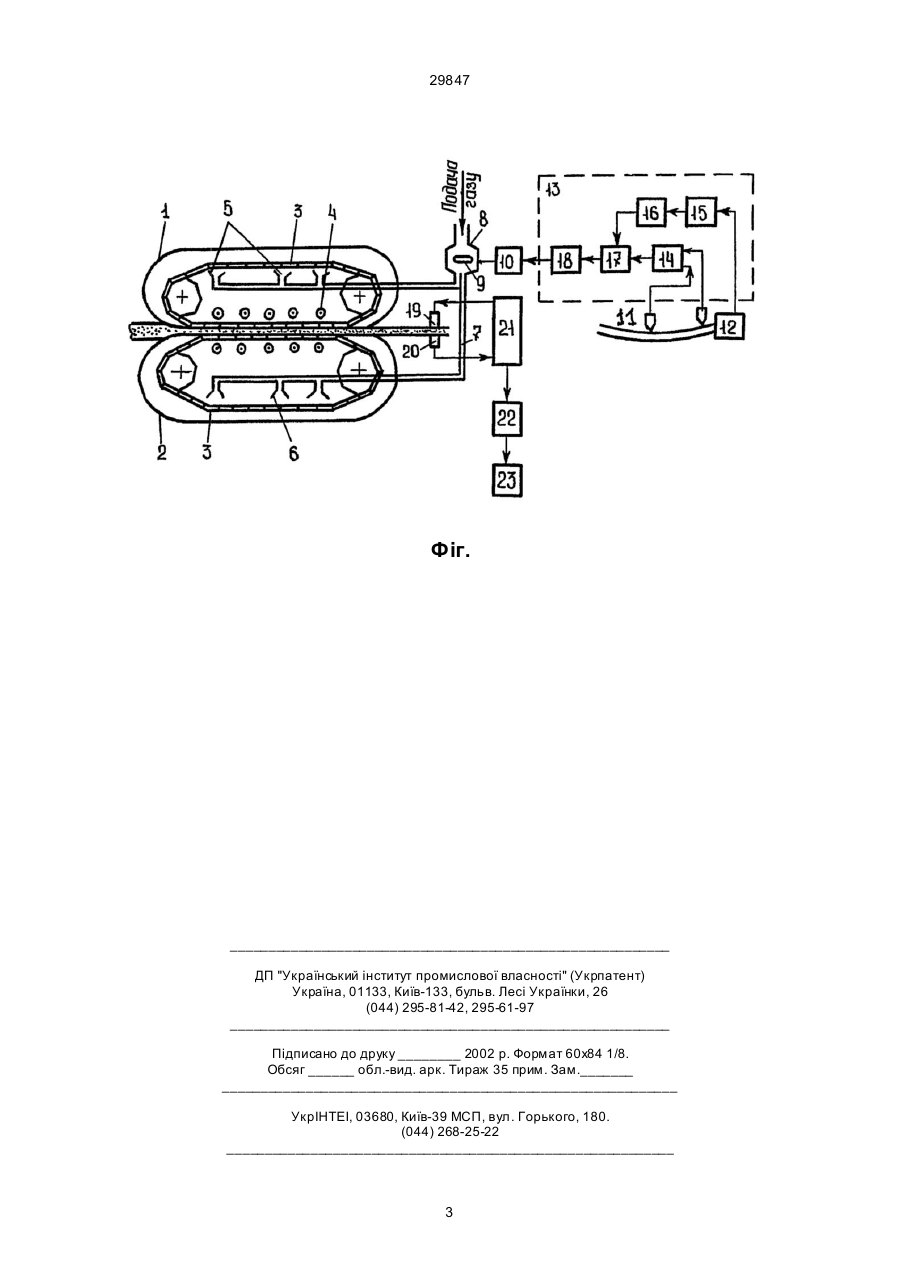
Пристрій для безперервного виготовлення деревинно-стружових плит, включаючий верхню та нижню пресуючі стрічки, гусеничні траки і системи їх обігрівання, канали підводу газу та газовими горілками, давачі покоробленості плити, виконуючий механізм та шибер, встановлений в каналах підводу газу, а також автоматичну систему регулю 29847 Прес містить в собі верхню 1 та нижню 2 пресуючі стрічки з нержавіючої сталі і гусеничні траки 3, що огинаються ними, які спираються на ролики 4, і систему обігрівання траків з газовими горілками 5 та 6, в які подається газ двома каналами 7 за допомогою шибера 8. Засувка 9 шибера 8 з'єднана з виконавчим механізмом 10, виконаним у вигляді електродвигуна постійного струму з понижуючим механічним редуктором на вихідному валу. Прес містить також здавачі 11 покоробленості плити, які встановлені над роликами форматнообрізного станка, або на веєрній охолоджувальній установці (не вказані), кінцевий вимикач 12, встановлений в тому самому місці, та систему 13 автоматичного регулювання температури преса, яка включає потенціометр 14, механічно з'єднаний з давачами 11 покоробленості плити, рахівник 15 імпульсів, ключ 17, підсилювач 18, випромінюючий 19 та прийомний 20 ультразвукові п'єзоперетворювачі встановлені на виході плити з пресу, з двох її сторін, мікропроцесорний перетворювач 21 "час поширення ультразвуку товщина виробу – напруга", з'єднаний входом з п'єзоперетворювачами 19 і 20, а виходом через додатковий підсилювач 22 - з виконуючим механізмом 23 гідроциліндрів, які здійснюють притиск роликів 4 пресуючих стрічок 1 і 2 до плити (не вказані). Пристрій працює таким чином. Давачі 11 покоробленості плити встановлюють над роликами форматно-обрізного станка таким чином, що один з них знаходиться над центром розкрійної плити, а інший - над її переднім або заднім краєм незалежно від формату плити. Випромінюючий 19 та прийомний20 ультрозвукові п'єзоперетворювачі встановлюють з двох сторін плити на її виході з пресу. Рахівник 15 імпульсів встановлюють в таке положення, що на вхід одновібратора 16 поступає один імпульс за період, при якому в основному завершується процес короблення готової плити. Стр ужковий килим подають у прес на стрічці 2, за допомогою гідроциліндрів 9 здійснюють притиск роликів 4. Гусеничні траки 3 нагріваються газовими горілками 5 та 6 і передають тепло пресуючим стрічкам 1 і 2. Стружковий килим, рухаючись між стрічками 1 і 2, стискується до заданої товщини, нагрівається та пресується. Отримана деревинно-стружкова плита направляється на обрізку та о холодження. В результаті похибок роботи формуючих машин, порушення шарової симетрії стружкового килима при його транспортуванні по пресу, зміни шарової стр уктури килиму при вході у прес з-за нахилу зверхньої пресуючої стрічки 1 відносно нижньої стрічки 2, можливої несинхронності руху цих стрічок та інших причин виготовлені плити коробляться і їх товщина змінюється. Покоробленість плити вимірюється на ділянці їх обрізки давачами 11 покоробленості плити, механічні переміщення давачів 11 передаються потенціометром 14, на якому виділяється електричний сигнал з амплітудою пропорційно стрілі прогину, полярністю - напряму прогину плити. При дотику передньої кромки кожної обрізної плити кінцевого вимикача 12 рахівник 15 виробляє послідовність імпульсів. Деякі імпульси з цієї послідовності, потрапляючи на вхід одновібратора 16, формують імпульси довжиною 1-5 с. На цей час розмикається нормально замкнутий контакт ключа 17, і електричний сигнал з потенціометрів 14 поступає через підсилювач 18 на виконуючий механізм 10, якщо протягом 1-5 с, переміщує засувку 9 шибера 8, причому величина переміщення пропорційна величині покоробленості, а напрям – напрямку покоробленості плити. Автоматичне регулювання температури проходить за рахунок того, що в залежності від положення засувки 9 шибера 8, кількість газу, що поступає у горілки 5 та 6, змінюється, температури пресуючих стрічок 1, 2 стають різними, перенесення тепла та деревинних часток і розділ парогазового тиску у пресі стає несиметричним відносно його горизонтальної осі, клей у верхньому та нижньому шарах плити полімеризується у різний час, що призводить до внутрішніх напружень у плиті і її покоробленості, що компенсує покоробленість, викликану несиметрією структури килима. При цьому загальний час пресування залишається сталим, бо кількість газу, що подається крізь шибер 8 для обігрівання пресуючи стрічок 1 і 2 не змінюється. З приходом на вхід одновібратора 16 наступного імпульсу процес регулювання положення засувки 9 шибера 8 повторюється. Товщина плити вимірюється ультразвуковими перетворювачами 19 і 20, які приєднані до мікропроцесорного перетворювача 21 "час поширення ультразвуку товщина виробу – напруга", його ви хідний сигнал через додатковий підсилювач 22 поступає на виконавчий механізм 23 подачі робочої суміші у гідроциліндри, які здійснюють притиск роликів 4 пресуючих стрічок 1 і 2 до плити, цим досягається регулювання плити за товщиною. Пристрій, який пропонується, підвищує ступінь автоматизації процесу виготовлення деревинностружкових плит і дозволяє зменшити її покоробленість, та підвищити на виході точність корегування гідроциліндрами товщини плити за рахунок точності вимірювання її товщини. Джерела інформації: 1. А.с. СРСР №1197850, 1985. 2. А.с. СРСР № 1299799, 1987р. (прототип). 2 29847 Фіг. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for continuous production of wood chipboards
Назва патенту російськоюУстройство для непрерывного изготовления древесно-стружечных плит
МПК / Мітки
МПК: B27N 3/08
Мітки: плит, пристрій, виготовлення, деревинностружкових, безперервного
Код посилання
<a href="https://ua.patents.su/3-29847-pristrijj-dlya-bezperervnogo-vigotovlennya-derevinnostruzhkovikh-plit.html" target="_blank" rel="follow" title="База патентів України">Пристрій для безперервного виготовлення деревинностружкових плит</a>
Спосіб виготовлення деревностружкових плит і пристрій для його здійснення
Номер патенту: 15774
Опубліковано: 30.06.1997
Автори: Бехта Наталя Степанівна, Бехта Павло Антонович
Мітки: деревностружкових, плит, здійснення, виготовлення, пристрій, спосіб
Формула / Реферат:
1. Спосіб виготовлення деревностружкових плит, який включає завантаження стружкового килиму в прес, зімкнення плит преса, прогрівання водяною парою або газоподібним агентом шляхом продування і пресування, який відрізняється тим, що продування внутрішнього шару здійснюють в процесі зімкнення плит преса шляхом подачі водяної пари або іншого газоподібного агента під тиском від середини деревностружкового килиму до його кромок.2. Пристрій...
Спосіб та пристрій для виготовлення деревностружкових плит
Номер патенту: 13752
Опубліковано: 25.04.1997
Автори: Бехта Наталія Степанівна, Бехта Павло Антонович
Мітки: спосіб, деревностружкових, виготовлення, плит, пристрій
Формула / Реферат:
(57) 1. Способ изготовления древесностружечных плит, включающий раздельную подачу внутреннего и наружного слоев ковра, формирование полотна ковра и под прессовку с последующим прессованием, отличающийся тем, что подачу стружек внутреннего слоя на участок формирования ковра ленточного пресса осуществляют в потоке перегретого пара или другого газообразного агента между наружными слоями ковра.2. Устройство для изготовления...
Пристрій для виготовлення гіпсових звуковбирих плит
Номер патенту: 858
Опубліковано: 15.12.1993
Автори: Фрідман Роман Аркадійович, Ларіонов Михайло Тихонович, Кундін Станіслав Ісакович, Ягнятинський Лев Євсійович, Бурлика Анатолій Пилипович, Гелев Георгій Наумович, Рогова Сара Давидовна
МПК: B28B 7/00
Мітки: виготовлення, плит, пристрій, гіпсових, звуковбирих
Формула / Реферат:
Устройство для изготовления гипсовых звукопоглощающих плит, содержащее вибратор, пружинные амортизаторы и форму, состоящую из основания с верхним и боковыми бортами, вкладышем, выталкивателя изделий, крышки с полостью, перекрытой диафрагмой, и эластичного коврика с пуансонами, отличающееся тем, что форма снабжена рамой и установлена вертикально на пружинные амортизаторы, крышка с полостью - накидными замками и шарнирно прикреплена к форме,...
Пристрій для виготовлення гіпсових звукопоглинаючих плит
Номер патенту: 412
Опубліковано: 30.04.1993
Автори: Гелев Георгій Наумович, Бурлика Анатолій Пилипович, Фрідман Роман Аркадійович, Ларіонов Михайло Тихонович
МПК: B28B 17/00
Мітки: плит, виготовлення, пристрій, гіпсових, звукопоглинаючих
Формула / Реферат:
Устройство для изготовления гипсовых звукопоглощающих плит, содержащее закрепленные на раме вибратор, пружинные амортизаторы и форму, состоящую из основания с верхним, имеющим пазы, и боковыми бортами, вкладышем, выталкивателя изделий, крышки с полостью, перекрытой диафрагмой, эластичного коврика с пуансонами, отличающееся тем, что форма снабжена накидными замками, вкладыш выполнен с жесткостью в 2-4 раза превышающей жесткость пуансонов, а...
Спосіб виготовлення цементно-волокнистих виробів, особливо плит, та пристрій для його здійснення
Номер патенту: 27082
Опубліковано: 28.02.2000
Автор: ГУДМУНДССОН Едгар
МПК: B28B 1/00, B28B 3/00, B28B 1/52
Мітки: особливої, цементно-волокнистих, спосіб, пристрій, здійснення, виготовлення, плит, виробів
Формула / Реферат:
1. Способ изготовления цементно-волокнистых изделий, в особенности плит, имеющих, по меньшей мере, один, а преимущественно несколько последовательно расположенных пустотных каналов, размещенных между двумя наружными панельными элементами, включающий подачу смеси, состоящей, преимущественно, из волокнистого материала, вяжущего на основе цемента и активирующей жидкости, в пространство между наружными панельными прессующими элементами и...
Попередній патент: Електрод
Наступний патент: Прес для безперервного виготовлення деревинностружкових плит
Випадковий патент: Спосіб орієнтації космічного апарата