Спосіб та пристрій для виготовлення деревностружкових плит
Номер патенту: 13752
Опубліковано: 25.04.1997

Формула / Реферат
(57) 1. Способ изготовления древесностружечных плит, включающий раздельную подачу внутреннего и наружного слоев ковра, формирование полотна ковра и под прессовку с последующим прессованием, отличающийся тем, что подачу стружек внутреннего слоя на участок формирования ковра ленточного пресса осуществляют в потоке перегретого пара или другого газообразного агента между наружными слоями ковра.
2. Устройство для изготовления древесностружечных плит, содержащее узел дозированной подачи стружки для наружных слоев плит, узел подачи стружки для внутреннего слоя с патрубком, участок формирования ковра в виде отсасывающих камер, под прессовывающие вальцы и ленточный прес, отличающееся тем, что входная часть патрубка выполнена в виде двух каналов, один из которых совмещен своей осью с осью патрубка и служит для подачи перегретого пара или другого газообразного агента, а другой расположен под углом не более 45° к оси патрубка и служит для подачи стружки для внешнего слоя.
Текст
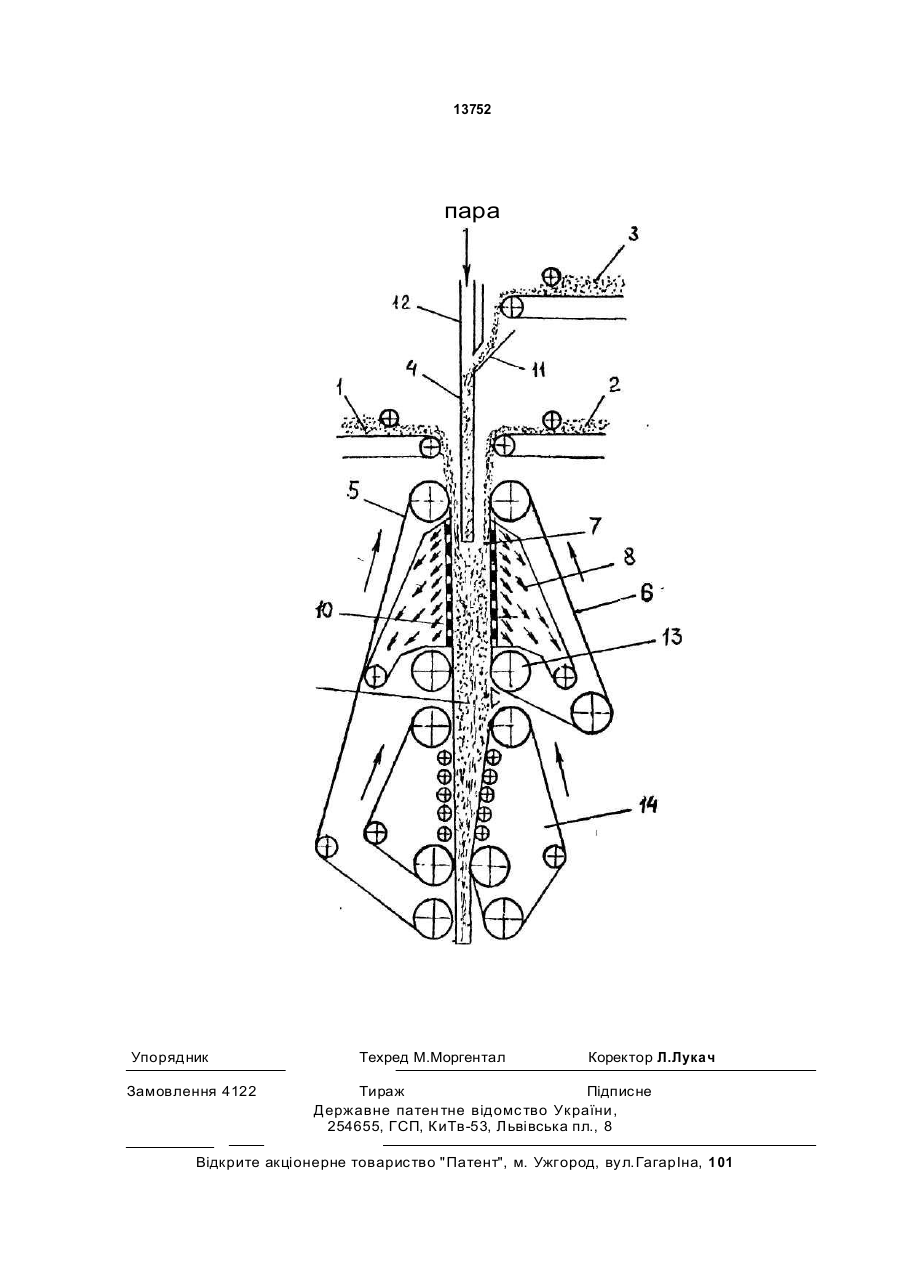
1. Способ изготовления древесностружеч ных плит, включающ ий раздельную подачу вну тре н нег о и на руж ног о с ло ев к ов ра , формирование полотна ковра и подпрессовку с последующим прессованием, о т л и ч а ю щийся тем, что подачу стружек внутреннего слоя на участок формирования ковра лен Винахід відноситься до деревообробно Т промисловості І може бути використаний у виробництві деревностружкових плит. Відомий спосіб виготовлення виробів з деревинно-клейовоТ композиції, який включає формування килиму, нагрівання його шлях ом продування газоподібним агентом , підпресування і гаряче пресування (Авт.св. СССР ГФ 935306. МКИ В 29 J 5/00, 1982). Відомий спосіб виготовлення виробів з деревинно-клейовоТ композиції, який включає формування килиму, нагрівання його шляхом лродування газоподібним агентом, підпресування І гаряче пресування (Авт.св. СССР № 689849, МКИ В 29 J 5/00, 1979). Відомий пристрій для виготовле ння деревностружкових плит, який включає ву точн ого прес са осущ еств ляю т в потоке п е р е г р е то г о п а р а и ли д ру г ог о г а з о образного агента между наружными слоями ковра. 2. Ус тр о йс тв о д ля и зг о то в ле н ия древесностружечных плит, содержащ ее узел дозиров анно й подачи стружки для наружных слоев плит, узел подачи стружки для внутреннего слоя с патрубком, участок формирования ковра в виде отсасывающих камер, подпрессовывающ ие вальцы и ленточный прес, о т л и ч а ю щ е е с я тем, что входная часть патрубка выполнена в виде двух каналов, один из которых совмещен своей осью с осью патрубка и служит для подачи перегретого пара или другого газо образного агента, а другой расположен под углом не более 45° к оси патрубка и служит для подачи стружки для внешнего слоя. С > зол дозової подачі стружки для З ОВНІШНІХ ш арів п л и т ву зо л п од ачі с тру жк и д л я СЛ , в ну тр і ш н ь ог о ш а р у, щ і ли н о п о д і б н и й патрубок, дільницю формування килиму у в и г ля д і в ід с м о к ту ю ч и х к а м е р , подпресовуючі вальці та стрічковий прес (Авт.св. СССР № 574346, МКИ В 29 J 5/04, 1977). Відомі сп осо би І п рис трій не з абезп ечу - f} ють необхідної якості деревностружкових плит. Посянюється це тим, щ о продування стружкового килиму через площ ини не забезпечує отримання стружкового пакета Із з ад а н и м о д н ак ов и м р оз п од і ло м те м ператури І вологості по товщ ині. Тобто плити отримуються з різною ЩІЛЬНІСТЮ за їх товщ иною, щ о погіршує їх якість. Крім цьо 13752 го, пара, яка подається через площини, концентрується всередині деревностружковоТ плити І частина її за період зімкнення плит преса не встигає вийти з неї. Тому після розімкнення плит преса ця пара нама- 5 гається вийти з деревностружковоТ плити, розриваючи її. Отже, утворюється брак. В основу винаходу поставлено завдання створення способу виготовлення деревностружкових плит І пристрою для 10 його здійснення, в якому завдяки тому, що вхідна частина патрубка вузла подачі стружки для внутрішнього шару плит виконана у вигляді двох каналів, один з яких своєю віссю суміщений з віссю патрубка І 15 призначений для подачі перегрітої пари або Іншого газоподібного агента, а другий розміщений під кутом не більше 45° до осі патрубка І призначений для подачі стружки для зовнішнього шару і подача стружки 20 внутрішнього шару на дільницю формування килиму стрічкового преса здійснюється в потоці перегрітої пари або іншого газоподібног о агента мі ж зовнішніми шарами килиму, забезпечується 25 зменшення різнощільності плит і за рахунок цього покращуються їх фізико-механічні властивості. Поставлене завдання розв'язується тим, що в способі виготовлення ЗО деревностружкових плит, який включає окрему подачу внутрішнього І зовнішніх шарів, формування полотна килиму і підпресування з наступним пресуванням, згідно винаходу подачу стружки 35 внутрішнього шару на дільницю формування килиму стрічкового преса здійснюють в потоці перегрітої пари або Ін шо го газоподібно го аге нта між зовнішніми шарами килиму. 40 В пристрої для виготовлення деревностружкових плит, який має вузол дозованої подачі стружки для зовнішніх шарів плит, вузол подачі стружки для внутрішнього шару з патрубком, дільницю 45 фор мув анн я к и ли му у ви г ляді відсмоктуючих камер, підпресовуючі вальці та стрічковий прес, згідно винаходу вхідна частина патрубка виконана у вигляді двох каналів, один з яких своєю віссю суміщений $0 з віссю патрубка І призначений для подачі перегрітої пари або Іншого газоподібного агента, а другий розміщений під кутом не більше 45° до осі патрубка І призначений для подачі стружки для зовнішнього шару. 55 В запропонованому способі стружка одночасно пластифікується за всім обсягом килиму: в нутр ішній шар - за рахунок продування парою або газом, зовнішні шари - за рахунок тепла від нагрівальних плит преса. В результаті щільність плит розподіляється рівномірно на відміну від традиційного способу пресування, коли пластифікація стружки в килимі починається з його поверхневих шарів, тому в початковій стадії пресування в цих шарах стружка зазнає Інтенсивного руйнуваня, що погіршує якість плит. На рисунку показано пристрій для виготовлення деревностружкових плит. Пристрій має систему дозової подачі, яка включає буикери-дозатори 1 та 2 зовнішніх шарів І бункер-дозатор З внутрішнього шару. Бункер-дозатор 3 сполучений з патрубком 4, який введений між сітчастими транспортерами 5 І 6 на всю ширину ДІЛЬН ИЦІ формування 7 з відсмоктуючими камерами 8 килима 9 з поверхнею настеляння 10. Вхідна частина патрубка 4 складається з двох каналів 11 та 12. Канал 11 сполучений з бункером-дозатором 3, а канал 12 з пристроєм для подачі пари або Іншого газоподібного агента (не показано). Пристрій має підпресовуючі вальці 13 і стрічковий прес 14. Спосіб здійснюють так. Стружково-клейову масу дозованим по током подають з бункерів-дозаторів 1 та 2 на дільницю формування 7. Стружковоклейова маса внутрішнього шару дозованим потоком з бункера-дозатора 3 через канал 11 подається в зону обробки парою або Іншим газоподібним агентом, який під тис ком надходить з канала 12. Підхоплена повітряним потоком стружка по патрубку 4 подається на дільницю формування килима 7 параллельно між зовнішніми шарами. На дільниці формування 7 під дією дво стороннього горизонтального відсмоктування повітря стружка фракціонується так, що поверхневі шари ки лима 9 настеляються з найдрібнішої фракції. Зовнішні шари утримуються на вертикально рухомих сітчастих транспортерах 5 та 6 потоком повітря, відсмоктуваного камерами 8 в діаметрально протилежні боки. Стружка внутрішнього шару надходить на дільницю формування 7 через патрубок 4, мало зазнаючи дії відсмоктуючих потоків, що запобігає попаданню окремої стружки на поверхню килима 9. Сформований стружковий килим спрямовується на підпресування вальцями 13 І пресування у пресі 14. 13752 пара Упорядник Замовлення 4122 Техред М.Моргентал Коректор Л.Лукач Тираж Підписне Державне патен тне відомс тво України, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for manufacturing of wood particle boards
Автори англійськоюBekhta Pavlo Antonovych
Назва патенту російськоюСпособ и устройство для изготовления древесностружечных плит
Автори російськоюБехта Павел Антонович
МПК / Мітки
Мітки: плит, пристрій, спосіб, виготовлення, деревностружкових
Код посилання
<a href="https://ua.patents.su/4-13752-sposib-ta-pristrijj-dlya-vigotovlennya-derevnostruzhkovikh-plit.html" target="_blank" rel="follow" title="База патентів України">Спосіб та пристрій для виготовлення деревностружкових плит</a>
Спосіб виготовлення деревностружкових плит і пресованих виробів
Номер патенту: 13152
Опубліковано: 28.02.1997
Автори: Веселовський Роман Олександрович, Бережна Антоніна Анатоліївна, Анненков Володимир Федорович, Придатко Андрій Борисович, Гарасевич Георгій Іванович, Іщенко Світлана Степанівна
МПК: B27N 3/00
Мітки: спосіб, деревностружкових, плит, виготовлення, пресованих, виробів
Формула / Реферат:
(57) Способ изготовления древесностружечных плит и прессованных изделий, включающий сушку измельченной древесины, смешивание ее со связующим на основе полиизоцианата, формирование ковра и горячее прессование, отличающийся тем, что в качестве связующего используют неорганическую и органическую составляющие, причем смешивание измельченной древесины осуществляют сначала с неорганической составляющей связующего, включающей жидкое стекло,...
Спосіб виготовлення декоративних гіпсових плит
Номер патенту: 1963
Опубліковано: 20.12.1994
Автори: Ларіонов Михайло Тихонович, Фрідман Роман Аркадійович, Чеброва Ніна Василівна, Гелев Георгій Наумович, Бурлика Анатолій Пилипович
МПК: B32B 13/00, B28B 11/00
Мітки: плит, гіпсових, виготовлення, декоративних, спосіб
Формула / Реферат:
Способ изготовления декоративных гипсовых плит, включающий укладку на дно формы гипсовых смесей различного цвета отдельными порциями на разные участки, образование отделочного слоя, 'последующую укладку основного слоя, вибрирование и (утверждение изделия, отличающийся тем, что предварительно на дно формы распыляют воду под давлением 3 - 4 кгс/см до образования капель размером 1 - 2 мм, сухие гипсовые смеси укладывают распылением из емкости...
Лінія для виготовлення деревно-стружкових плит
Номер патенту: 413
Опубліковано: 30.04.1993
Автори: Шелест Анатолій Кузьмич, Хохлюк Сергій Сидорович, Ковальов Микола Олександрович
МПК: B27N 3/08
Мітки: виготовлення, деревно-стружкових, лінія, плит
Формула / Реферат:
Линия для изготовления древесностружечных плит, содержащая конвейер с формующими машинами, измеритель массы ковра, пресс горячего прессования и блок управления с микропроцессором и электронно-коммутирующим устройством, к соответствующему входу которого подключен выход измерителя массы ковра, отличающаяся тем, что она снабжена устройством регулирования давления и измерительным преобразователем упругих свойств древесностружечного пакета,...
Спосіб виготовлення звуковбирих гіпсових плит
Номер патенту: 547
Опубліковано: 15.12.1993
Автори: Бурлика Анатолій Пилипович, Ларіонов Михайло Тихонович, Фрідман Роман Аркадійович, Гелев Георгій Наумович
МПК: B28B 11/00, B32B 13/00, E04C 2/26
Мітки: спосіб, гіпсових, звуковбирих, плит, виготовлення
Формула / Реферат:
Способ изготовления звукопоглощающих гипсовых плит, включающий подачу на бесконечный тяговый орган гипсовых перфорированных полых элементов тыльной стороной вверх, послойную укладку в полость элемента листа бумаги и звукопоглощающего минерального вкладыша, нанесение на ленточную алюминиевую фольгу с помощью намазывающего барабана слоя клея, укладку фольги клеем вниз на заполненный гипсовый элемент, прикатку и поперечную резку фольги в месте...
Пристрій для виготовлення гіпсових звукопоглинаючих плит
Номер патенту: 412
Опубліковано: 30.04.1993
Автори: Гелев Георгій Наумович, Бурлика Анатолій Пилипович, Фрідман Роман Аркадійович, Ларіонов Михайло Тихонович
МПК: B28B 17/00
Мітки: звукопоглинаючих, виготовлення, пристрій, плит, гіпсових
Формула / Реферат:
Устройство для изготовления гипсовых звукопоглощающих плит, содержащее закрепленные на раме вибратор, пружинные амортизаторы и форму, состоящую из основания с верхним, имеющим пазы, и боковыми бортами, вкладышем, выталкивателя изделий, крышки с полостью, перекрытой диафрагмой, эластичного коврика с пуансонами, отличающееся тем, что форма снабжена накидными замками, вкладыш выполнен с жесткостью в 2-4 раза превышающей жесткость пуансонов, а...
Попередній патент: Система для утворення вакуума
Наступний патент: Пристрій для формування деревностружкового килиму
Випадковий патент: Спосіб комплексного лікування хворих на інвертовану папілому шийки матки