Спосіб зварки металів тиском
Номер патенту: 29855
Опубліковано: 15.11.2000
Автори: Прокопенко Григорій Григорович, Коваленко Анатолій Панасович, Гладченко Олександр Федорович, Степаненко Михайло Андрійович, Полуектов Вадим Володимирович, Хаустов Георгій Йосипович, Ковіка Микола Данилович, Новіков Леонід Миколайович, Фурманов Валерій Борисович, Ульянов Віктор Михайлович, Білий Олександр Іванович
Формула / Реферат
Спосіб зварки металів тиском, що включає нагрів зварюваних поверхонь металів та подальшу осадку їх, відмінний тим, що нагрів зварюваних поверхонь і подальша їх осадка відбувається в рідинному середовищі, наприклад, у воді.
Текст
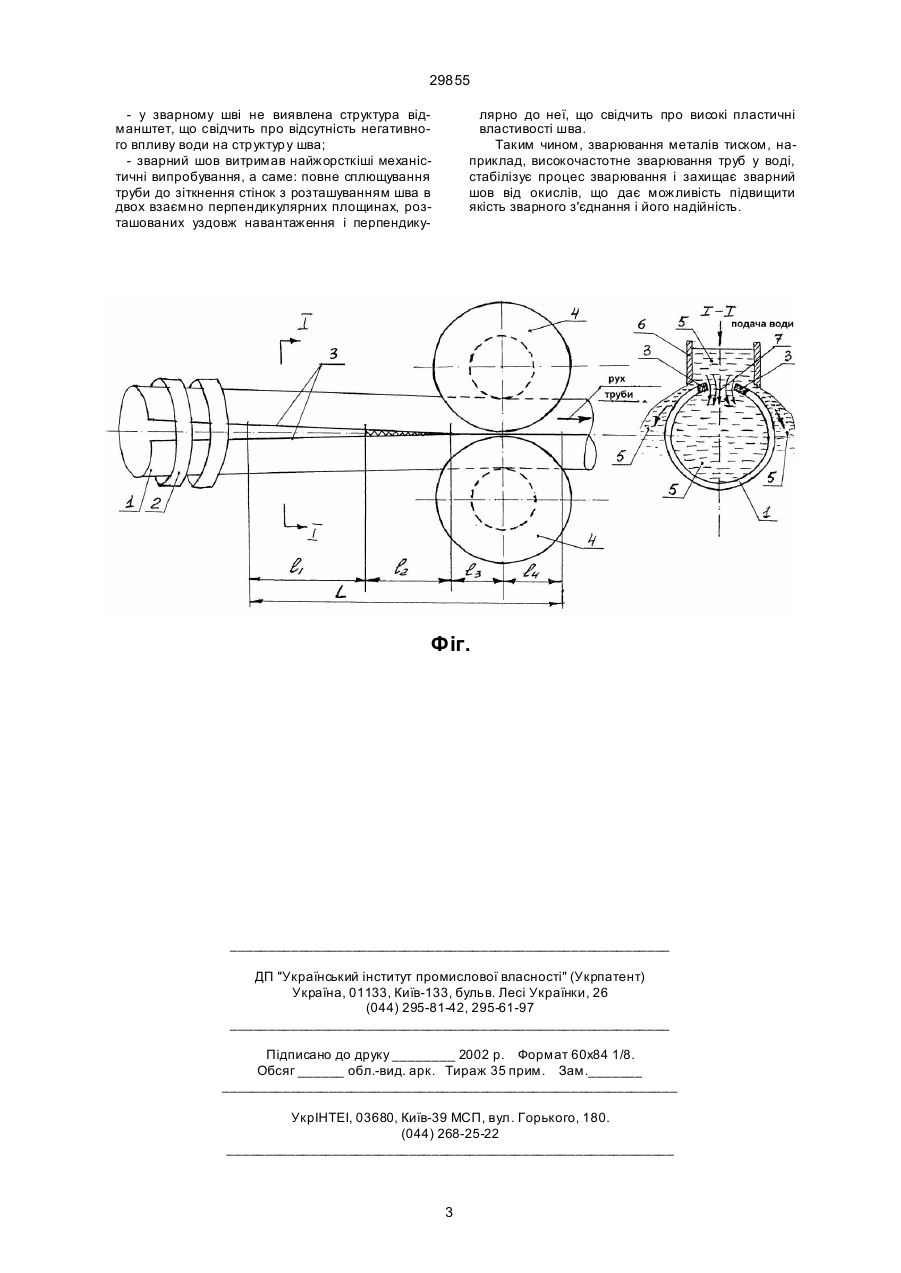
Спосіб зварки металів тиском, що включає нагрів зварюваних поверхонь металів та подальшу осадку їх, від мінний тим, що нагрів зварюваних поверхонь і подальша їх осадка відбувається в рідинному середовищі, наприклад, у воді. (19) (21) 97084381 (22) 28.08.1997 (24) 15.11.2000 (33) UA (46) 15.11.2000, Бюл. № 6, 2000 р. (72) Фурманов Валерій Борисович, Ковіка Микола Данилович, Гладченко Олександр Федорович, Ул'янов Віктор Михайлович, Прокопенко Григорій Григорович, Новіков Леонід Миколайович, Білий Олександр Іванович, Ха устов Георгій Йосипович, 29855 тного зварювання труб за допомогою високошвидкісної кінозйомки на трубоелектрозварювальному стані 159-529 Hoвомосковського трубного заводу. Ці дослідження показали, що геометричні параметри осередку зварювання (довжина осередку, кут сходження кромок, кут розвалу їх торців і т. п.) змінюються за одну секунду 10-20 разів, що призводить до відповідного багаторазового коливання електричних і теплових параметрів. Крім того, багаторазові (вимірювані сотнями і тисячами разів за секунду) пробої (вибухи) перетинок розплавленого рідкого металу між кромками, що мають місце при високочастотному зварюванні, супроводжуються великим іскроутворенням, а також багаторазово за одну секунду змінюють геометричні, електричні і температурні параметри осередку зварювання. Саме тому такий найбільш повний показник надійності зварного з'єднання, як його ударна в'язкість при мінусових температурах випробувань, може мінятися по довжині зварного шва від зразка до зразка, тобто буквально через 1 см. Нестабільність процесу високочастотного зварювання труб добре видима на нестабільності форми грата, тобто застиглого металу, раніше видавленого при зварюванні, який по довжині труби в кожному її поперечному перетині має практично різну форму у вигляді розплесканого металу начебто "рваної" конфігурації, на відміну від плавного валика, що має місце при дуговому зварюванні. Задачею винаходу, що пропонується, є стабілізація процесу зварювання металів тиском і захист зварного шва від окислів, що дозволяє підвищити якість і надійність зварного з'єднання, а також розширити сортамент зварюваних тиском металів за марками сталей. Це стосується як високочастотного зварювання, так і інших видів зварювання тиском. Ця задача розв'язана тим, що в способі зварювання металів тиском, який включає нагрів зварюваних поверхонь металу і подальшу осадку їх на повітрі, відповідно до винаходу, нагрів зварюваних поверхонь металу і їх подальша осадка відбуваються в рідинному середовищі, наприклад, у воді. Відміною запропонованого способу від прототипу є: - нагрів зварюваних виробів відбувається у рідинному середовищі, наприклад, у воді; - осадка (і, отже, зварювання тиском) зварюваних виробів відбувається в рідинному середовищі, наприклад, у воді. Технічним результатом використання запропонованого методу є стабілізація параметрів осередку зварювання і захист нагрітих зварюваних поверхонь від окислів, що підвищує якість і надійність зварного з'єднання. Це зумовлено тим, що: - нагрів зварюваних виробів у рідинному середовищі, наприклад, у воді стабілізує і зменшує зону нагріву і, одночасно, в зв'язку з відсутністю повітря, не дає при нагріві окислятися зварюваним поверхням; - осадка (і, отже, зварювання тиском) зварюваних виробів в рідинному середовищі, наприклад, у воді, стабілізує температуру зварювання; - при високочастотному зварюванні або іншому зварюванні з оплавленням рідинне середовище, крім стабілізації температури і зони нагріву, а також захисту від окислення зони шва, стримує утворення перетинок розплавленого металу і тим самим в ще більшій мірі стабілізує процес зварювання. Таким чином, зварювання металів тиском у рідинному середовищі, наприклад, у воді, особливо зварювання з оплавленням (наприклад, високочастотне зварювання труб), дає можливість стабілізувати процес зварювання і температуру нагрітих зварюваних поверхонь, а також захистити зварне з'єднання від окислів. Все це підвищує якість і надійність зварного з'єднання. Здійснення цього способу на практиці не має особливих труднощів на будь-якому трубоелектрозварювальному стані. На фігурі у вигляді прикладу показаний один із можливих варіантів здійснення запропонованого способу, наприклад, при високочастотному зварюванні труб в рідинному середовищі. Сформована трубна заготовка 1 проходить через високочастотний індуктор 2, який нагріває її кромки 3. Дільниця ℓ1 характеризує зону інтенсивного нагріву кромок, в якій можуть утворюватися окисли. Дільниця ℓl2 характеризує зону їх оплавлення з утворенням перетинок розплавленого металу, їх вибухами і великим іскроутворенням. Дільниця ℓ3 характеризує зону осадки нагрітих кромок зварювальними валками 4, тобто зону зварювання тиском. Дільниця ℓ4 характеризує зону пружинення заготовки за зварювальним калібром. Сума довжин зон дільниць ℓ1+ℓ2+ℓ3+ℓ4=L характеризує довжину L, яка повинна знаходитися в рідинному середовищі, наприклад, у воді. Вода 5 подається через спеціальний розтруб 6 (перетин І-І). Основний струмінь води 7, проходячи між нагрітими кромками 2 сформованої заготовки, змиває з них окисли, які могли бути раніше на кромках штабу, не дозволяє утворюватися новим окислам при нагріві кромок, стабілізує зону і температуру нагріву кромок по периметру заготовки і по її довжині, не дає утворюватися рідинним перетинкам розплавленого металу між кромками, стабілізує температуру зварювання і т. п. Охолодження водою зони ℓ4 пружинення зменшує небезпеку виникнення тріщин у зварному шві. Все це, як уже відзначалось, підвищує якість і надійність зварного шва. Можливі також інші варіанти подачі води, наприклад, із труби між кромками вверх або зварювання в спеціальній водяній ванні і т. п. Приклад здійснення способу: при високочастотному зварюванні труби Æ 33 мм зі стінкою 2,8 мм із сталі ЗСП на трубоелектрозварювальному стані 20-76 Новомосковського трубного заводу була здійснена схема, показана на фіг. 1. Під час проведення експерименту витрати води, яка подавалася, весь час збільшувалися до повного придушення процесу іскроутворення, тобто до ліквідації перетинок розплавленого металу. Результати випробувань показали: - грат на трубах став плавним і рівним по всій довжині труб, що свідчить про стабілізацію процесу зварювання; - у зварному шві не виявлені окисли, що доказує про захист зварного шва від окислення; 2 29855 - у зварному шві не виявлена структура відманштет, що свідчить про відсутність негативного впливу води на структур у шва; - зварний шов витримав найжорсткіші механістичні випробування, а саме: повне сплющування труби до зіткнення стінок з розташуванням шва в двох взаємно перпендикулярних площинах, розташованих уздовж навантаження і перпендику лярно до неї, що свідчить про високі пластичні властивості шва. Таким чином, зварювання металів тиском, наприклад, високочастотне зварювання труб у воді, стабілізує процес зварювання і захищає зварний шов від окислів, що дає можливість підвищити якість зварного з'єднання і його надійність. Фіг. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of welding metals by pressure
Автори англійськоюFurmanov Valerii Borysovych, Kovika Mykola Danylovych, Hladchenko Oleksandr Fedorovych, Ul'ianov Viktor Mykhailovych, Prokopenko Hryhorii Hryhorovych, Novikov Leonid Mykolaiovych, Bilyi Oleksandr Ivanovych, Khaustov Heorhii Yosypovych, Kovalenko Anatolii Panasovych, POLUEKTOV VADYM VOLODYMYROVYCH, Stepanenko Mykhailo Andriiovych
Назва патенту російськоюСпособ сварки металлов давлением
Автори російськоюФурманов Валерий Борисович, Ковика Николай Данилович, Гладченко Александр Федорович, Ульянов Виктор Михайлович, Прокопенко Григорий Григорьевич, Новиков Леонид Николаевич, Белый Александр Иванович, Хаустов Георгий Иосифович, Коваленко Анатолий Афанасьевич, Полуэктов Вадим Владимирович, Степаненко Михаил Андреевич
МПК / Мітки
МПК: B23K 11/02, B23K 11/04, B23K 13/00
Мітки: спосіб, зварки, тиском, металів
Код посилання
<a href="https://ua.patents.su/3-29855-sposib-zvarki-metaliv-tiskom.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварки металів тиском</a>
Спосіб одержання технологічного мастила для холодної обробки металів тиском
Номер патенту: 28814
Опубліковано: 16.10.2000
Автори: Македонов Сергій Іванович, Кіріченко Юрій Алімович, Македонський Олег Олександрович, Бут Олександр Володимирович, Брескіна Алла Іллівна, Гречаник Лілія Володимирівна, Максименко Анатолій Савелювич, Пігульська Раїса Іванівна, Школа Олег Іванович, Хаустов Георгій Йосипович
МПК: C10M 159/00
Мітки: спосіб, обробки, одержання, холодної, технологічного, тиском, металів, мастила
Формула / Реферат:
Спосіб одержання технологічного мастила для холодної обробки металів тиском шляхом етерифікації жирнокислотної основи, який відрізняється тим, що як жирнокислотну основу використовують суміш жирних кислот, виділених із соапстоків світлих олій і гудрону жирового стеаринового в співвідношенні 9:1,а етерифікацію суміші здійснюють пентаеритритом, додаючи його в кількості 6-10% від маси жирнокислотної основи, при цьому процес етерифікації...
Спосіб та пристрій для безперервної плавки та лиття металів з кристалізацією під тиском
Номер патенту: 20676
Опубліковано: 02.09.1997
Автори: Грибов Микола Миколайович, Щеглов Володимир Михайлович, Санніков Владислав Олександрович, Таранов Євген Дмитрович, Примак Іван Никонорович
МПК: B22D 19/14, B22D 18/00
Мітки: пристрій, безперервної, лиття, плавки, тиском, спосіб, металів, кристалізацією
Формула / Реферат:
1. Способ для непрерывной плавки и литья металлов с кристаллизацией под давлением, включающий плавление в индукционной печи шихтовой заготовки и периодическое заполнение жидким металлом методом выжимания с кристаллизацией под давлением сочлененной с печью литейной формы, отличающийся тем, что плавление верхней части периодически подаваемой снизу шихтовой заготовки постоянного сечения осуществляется в индукционной печи непрерывно, а...
Спосіб отримання мастила для холодної обробки металів тиском
Номер патенту: 18323
Опубліковано: 25.12.1997
Автори: Грудєв Олександр Петрович, Авчинніков Іван Кондратович, Настіч Владімір Пєтровіч, Дорфман Олександр Яковлєвич, Ваврик Василь Іванович, Кальченко Михайло Вікторович, Ролдугін Алєксєй Стєпановіч, Кочірко Богдан Федорович, Охримович Христина Остапівна, Темненко Володимир Петрович, Турянчик Іван Георгійович
МПК: C10N 40/20, C10M 105/00
Мітки: холодної, тиском, мастила, металів, отримання, спосіб, обробки
Формула / Реферат:
Способ получения смазки для холодной обработки металлов давлением, конденсацией триэтиленгликоля с олеиновой, адипиновой кислотами и серой при температуре 170 - 190°C, отличающийся тем, что процесс ведут в присутствии трибутилфосфата при массовом соотношении исходных реагентов триэтиленгликоль : олеиновая кислота : адипиновая кислота : сера : трибутилфосфат, равном 1 : 1,7 - 2,1 : 0,46 - 0,52 : 0,005 - 0,011 : 0,025 - 0,033.
Спосіб одержання мастила для холодної обробки металів тиском
Номер патенту: 10688
Опубліковано: 25.12.1996
Автори: Постолов Юрій Михайлович, Кац Михайло Ісаакович, Хаустов Георгій Йосипович, Кіріченко Юрій Алімович, Бут Олександр Володимирович, Брескіна Алла Іллівна
МПК: C10M 159/00
Мітки: тиском, одержання, спосіб, холодної, обробки, мастила, металів
Формула / Реферат:
Способ получения смазки для холодной обработки металлов давлением, включающий омыление гудрона от дисцилляции жирных кислот водным раствором щелочи, отличающийся тем, что в качестве гудрона используют олеиновый гудронный концентрат, предварительно разбавленный водой в соотношении 3:8, а омыление проводят до числа омыления жировой основы 60 - 80 мг КОН/г.
Спосіб оцінки ефективності технологічних мастил для холодної обробки металів тиском
Номер патенту: 20588
Опубліковано: 15.07.1997
Автори: Брескіна Алла Іллівна, Хаустов Георгій Йосипович, Бут Олександр Володимирович, Кіріченко Юрій Алімович, Кац Михайло Ісаакович
МПК: G01N 19/02, G01N 3/56
Мітки: тиском, ефективності, технологічних, обробки, холодної, оцінки, мастил, спосіб, металів
Формула / Реферат:
Способ оценки эффективности технологических смазок для холодной обработки металлов давлением, включающий деформацию металлических образцов с нанесенными на них исследуемыми смазками, отличающийся тем, что после деформации каждый из образцов разрезают и на полученной плоскости разреза от рабочей поверхности и перпендикулярно к ней последовательно замеряют величины микротвердости металла и по найденным значениям оценивают противозадирные...
Попередній патент: Генератор озону
Наступний патент: Термодинамічний всмоктуючий клапан
Випадковий патент: Спосіб одержання гідроокису магнію