Спосіб та пристрій для безперервної плавки та лиття металів з кристалізацією під тиском
Номер патенту: 20676
Опубліковано: 02.09.1997
Автори: Таранов Євген Дмитрович, Примак Іван Никонорович, Санніков Владислав Олександрович, Щеглов Володимир Михайлович, Грибов Микола Миколайович
Формула / Реферат
1. Способ для непрерывной плавки и литья металлов с кристаллизацией под давлением, включающий плавление в индукционной печи шихтовой заготовки и периодическое заполнение жидким металлом методом выжимания с кристаллизацией под давлением сочлененной с печью литейной формы, отличающийся тем, что плавление верхней части периодически подаваемой снизу шихтовой заготовки постоянного сечения осуществляется в индукционной печи непрерывно, а нерасплавившаяся часть подаваемой шихтовой заготовки выжимает жидкий металл в форму и обеспечивает кристаллизацию отливки под давлением.
2. Устройство для непрерывной плавки и литья металлов с кристаллизацией под давлением, отличающееся тем, что индукционная плавильная печь имеет донную уплотнительную втулку и верхний установочный фланец, а твердая часть шихтовой заготовки при ее подаче снизу в печь с расплавом явлется поршнем (пуансоном).
Текст
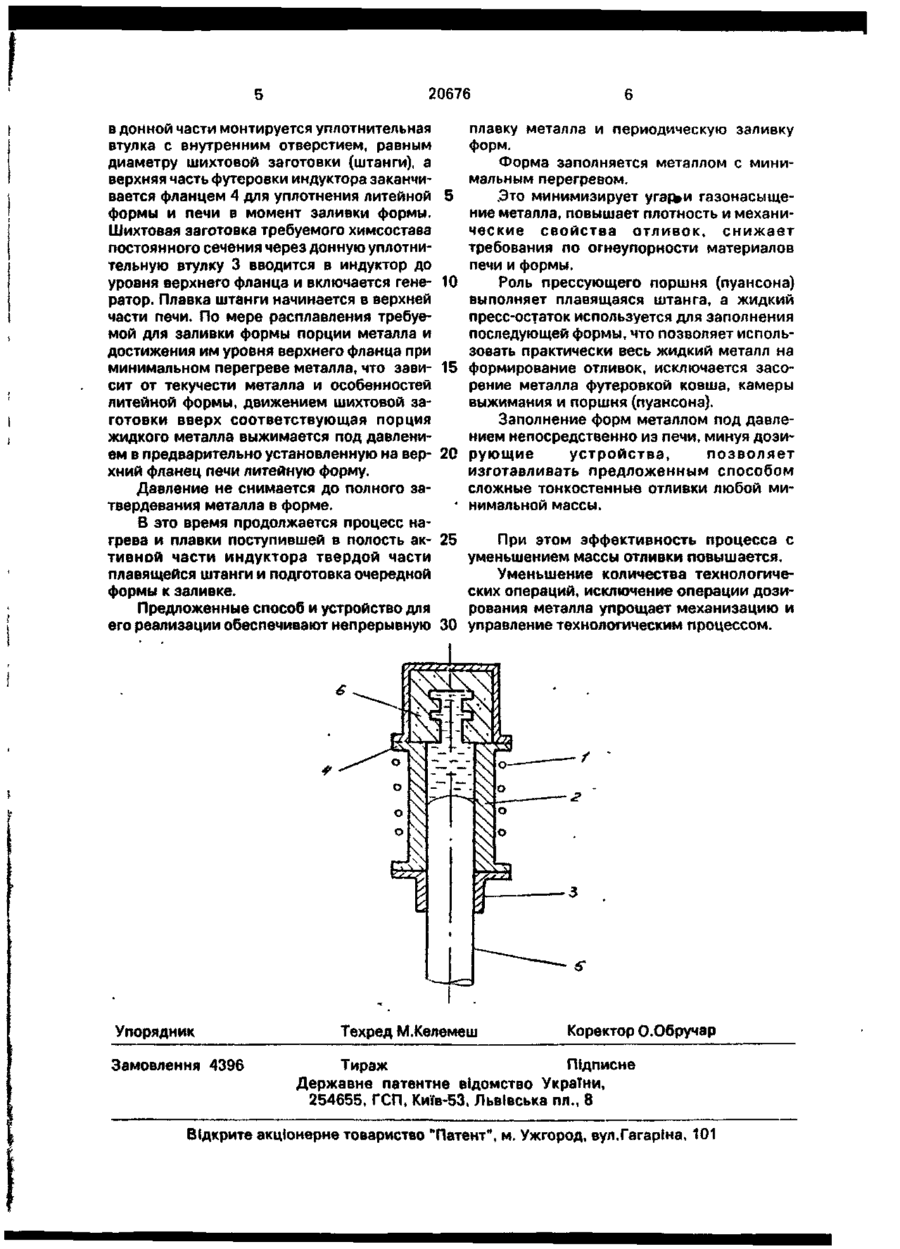
1. Способ для непрерывной плавки и литья металлов с кристаллизацией под давлением, включающие плавление в индукционной печи шихтовой заготовки и периодическое заполнение жидким металлом методом выжимания с криталлизацией под давлением сочлененной с печью литей ной формы, о т л и ч а ю щ и й с я тем, что плавление верхней части периодически подаваемой снизу шихтовой заготовки постоянного сечения осуществляется в индукционной печи непрерывно, а нерасплавившаяся часть подаваемой шихтовой заготовки выжимает жидкий металл в форму и обеспечивает кристаллизацию отливки под давлением. 2. Устройство для непрерывной плавки и литья металлов с кристаллизацией под давлением, о т л и ч а ю щ е е с я тем, что индукционная плавильная печь имеет донную уплотнительную втулку и верхний установочный фланец, а твердая часть шихтовой заготовки при ее подаче снизу в печь с расплавом является поршнем (пуансоном). Изобретение относится к литейному производству и может быть использовано при изготовлении отливок из черных и цветных металлов и сплавов. окончания всего процесса плавки и доводки металла. Известен способ литья выжиманием с кристаллизацией под давлением, при котором порция жидкого металла, равная металлоемкости литейной формы и технологического пресс-остатка, заливается в камеру выжимания, а заполнение формы и кристаллизация отливки производится под давлением [ Литейное пр-во.~ 1990, № 6, с.15-16]. Недостатком этого способа является необходимость значительного перегрева металла с учетом потерь температуры при переливе металла в ковш и камеру выжима Известен способ плавки металлов в индукционной печи, при котором требуемая порция шихты загружается в тигель, расплавляется, доводится до требуемой температуры и сливается в ковш или литейные формы. [Волкова Л.А. Плавка металла в индукционных гіечах. Машгзиз, 1961, 60 с ] . Недостатком этого способа является периодичность плавки и невозможность использования порции жидкого металла до С > 20676 ния, что ухудшает качество металла, снижается выход годного на величину пресс-остатка. Известно устройство для литья под давлением, в котором плавильный агрегат или 5 тигель с металлом соединены с камерой выжимания каналом и соединительной деталью. Недостатком этого устройства является наличие удлиненного канала, который мо- 10 жет быть источником засорения металла продуктами футеровки, необходим дополнительный перегрев металла на компенсацию теплопотерь в литниковом канале, не исключена возможность заростання канала, необ- 15 ходим расход металла на пресс-остаток, что снижает выход годного и качество отливок [Заявка Японии № 2-19746, кл. В 22 D 17/20, 17/12, 17/20, опублик, 90.05.02, N 2-494]. ? Наиболее близким по технической сущ- 20 ности к заявляемому изобретению является способ и устройство литья с заполнением сверху, при котором металл расплавляется в проходной индукционной камере (печи) и удерживается на фильтре литникового кана- 25 ла, соединяющего тигель с литейной формой, а при достижении требуемой температуры металл выжимается газовым давлением через фильтр непосредственно в • литейную форму [Заявка США N? 5111870, 30 кл. В 22 D 18/00, 19/14, опублик. 92.05.12, том 1138, №2]. Недостатком этого способа является периодическая плавка и необходимость использования для заливки всей порции рас- 35 плавленного металла. Заливка металла сверху под давлением практически исключает спокойную заливку формы, что ухудшает качество литой поверхности, особенно при изготовлении сложных отливок, и, кроме то- 40 го, требуется размещение плавильной печи и литейной формы в прессовой емкости. Недостатком данного устройства является необходимость применения герметизирующей емкости, а также специального 45 огнеупорного фильтра, служащего дном печи, надежное функционирование которого (удержание и пропуск металла) в условиях контакта с жидким металлом является проблематичным. 50 В основу изобретения поставлена задача разработки способа и устройства для непрерывной плавки и литья металлов с кристаллизацией под давлением, обеспечивающих непрерывное плавление шихтовой 55 заготовки постоянного сечения, периодически подаваемой в активную зону печи через уплотнительную втулку, с последующим выжиманием объема жидкого металла в сочлененную с верхним фланцем печи литейную форму, соответствующего величине подачи заготовки в печь. Это обеспечивает стабильность температурно-скоростных параметров заливки, направленность затвердевания металла в форме, минимальные затраты энергоресурсов, исключает потери металла на пресс-остаток, за счет чего, повышается выход годного и качество отливок, а также расширяются технические возможности получения отливок с кристаллизацией под давлением. Поставленная задача решается тем, что в способе и устройстве для непрерывной плавки и литья металлов с кристаллизацией под давлением, включающих плавление в индукционной печи шихтовой заготовки и периодическое заполнение жидким металлом методом выжимания с кристаллизацией под давлением сочлененной с печью литейной формы, согласно изобретению, плавление верхней части периодически подаваемой снизу заготовки постоянного сечения осуществляется в индукционной печи непрерывно, а нерасплавившаяся часть подаваемой шихтовой заготовки выжимает жидкий металл в форму и обеспечивает кристаллизацию отливки под давлением. Кроме того, индукционная плавильная печь имеет донную уплотнительную втулку и верхний установочный фланец, а твердая часть шихтовой заготовки при ее подаче снизу в печь с расплавом является поршнем (пуансоном). Периодическая подача шихтовой заготовки через донную уплотнительную втулку в печь и расположение литейной формы на верхнем фланце печи обеспечивает при непрерывной плавке металла периодическое сифонное регулируемое заполнение форм металлом с минимальным перегревом и направленную кристаллизацию под давлением. Металл пресс-остатка и незатвердевшей части металлопровода используется при заливке очередной формы. Все это обеспечивает максимальный выход годного, повышает плотность отливок и качество металла, сокращает расход электроэнергии и огнеупорных материалов. Устройство для реализации предложенного способа включает в себя (см.чертеж) индуктор 1, футерованный огнеупорной смесью 2, донную уплотнительную втулку 3 из огнеупорной смеси, верхний фланец 4 индуктора, шихтовую заготовку 5, механизм подачи штанги (не показано) и механизм прижима формы (не показано), литейную форму 6. Устройствб работает следующим образом. Индуктор 1, подключенный к высокочастотному генератору, футеруется смесью 2, 20676 в донной части монтируется уплотнительная втулка с внутренним отверстием, равным диаметру шихтовой заготовки (штанги), а верхняя часть футеровки индуктора заканчивается фланцем 4 для уплотнения литейной формы и печи в момент заливки формы. Шихтовая заготовка требуемого химсостава постоянного сечения через донную уплотнительную втулку 3 вводится в индуктор до уровня верхнего фланца и включается генератор. Плавка штанги начинается в верхней части печи. По мере расплавления требуемой для заливки формы порции металла и достижения им уровня верхнего фланца при минимальном перегреве металла, что зависит от текучести металла и особенностей литейной формы, движением шихтовой заготовки вверх соответствующая порция жидкого металла выжимается под давлением в предварительно установленную на верхний фланец печи литейную форму. Давление не снимается до полного затвердевания металла в форме. В это время продолжается процесс нагрева и плавки поступившей в полость активной части индуктора твердой части плавящейся штанги и подготовка очередной формы к заливке. Предложенные способ и устройство для его реализации обеспечивают непрерывную Упорядник Замовлення 4396 5 10 15 20 плавку металла и периодическую заливку форм. Форма заполняется металлом с минимальным перегревом. .Это минимизирует у гарь и газонасыщение металла, повышает плотность и механические свойства отливок, снижает требования по огнеупорности материалов печи и формы. Роль прессующего поршня (пуансона) выполняет плавящаяся штанга, а жидкий пресс-остаток используется для заполнения последующей формы, что позволяет использовать практически весь жидкий металл на формирование отливок, исключается засорение металла футеровкой ковша, камеры выжимания и поршня (пуансона). Заполнение форм металлом под давлением непосредственно из печи, минуя дозирующие устройства, позволяет изготавливать предложенным способом сложные тонкостенные отливки любой минимальной массы. 25 При этом эффективность процесса с уменьшением массы отливки повышается. Уменьшение количества технологических операций, исключение операции дозирования металла упрощает механизацию и 30 управление технологическим процессом. Техред М.Келемеш Коректор О.Обручар Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиГв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Автори англійськоюSannikov Vladyslav Oleksandrovych, Prymak Ivan Nykonorovych, Schehlov Volodymyr Mykhailovych, Taranov Yevhen Dmytrovych, Hrybov Mykola Mykolaiovych
Автори російськоюСанников Владислав Александрович, Примак Иван Никонорович, Щеглов Владимир Михайлович, Таранов Евгений Дмитриевич, Грибов Николай Николаевич
МПК / Мітки
МПК: B22D 19/14, B22D 18/00
Мітки: кристалізацією, безперервної, спосіб, пристрій, лиття, плавки, тиском, металів
Код посилання
<a href="https://ua.patents.su/4-20676-sposib-ta-pristrijj-dlya-bezperervno-plavki-ta-littya-metaliv-z-kristalizaciehyu-pid-tiskom.html" target="_blank" rel="follow" title="База патентів України">Спосіб та пристрій для безперервної плавки та лиття металів з кристалізацією під тиском</a>
Пристрій для виготовлення відливок направленою кристалізацією
Номер патенту: 11219
Опубліковано: 25.12.1996
Автори: Сошніков Євген Анатольович, Пекарський Моісей Якович, Кисіль Леонід Олексійович, Крижановський Євген Васильович, Фокін Анатолій Антонович, Донцов Віталій Григорович
МПК: B22D 11/055
Мітки: виготовлення, пристрій, кристалізацією, направленою, відливок
Формула / Реферат:
(57) Устройство для изготовления отливок направленной кристаллизацией, содержащее индукционную колпаковую печь с углеродсодержащим нагревателем и оболочковую литейную форму с шихтовой заготовкой установленную на поддоне-кристаллизаторе с приводом вертикального перемещения, отличающееся тем, что углеродсодер-жащий нагреватель выполнен замкнутым в верхней части в виде полусферы.
Устаткування для лиття вижиманням з кристалізацією під тиском
Номер патенту: 722
Опубліковано: 15.12.1993
Автори: Шинський Олег Йосипович, Мінін Леонід Дмитрович, Парафієнко Олексій Олексійович, Ліповецький Юрій Євсійович, Лопаткін Сергій Сергійович, Лозенко Віктор Іванович, Каранік Юрій Аполінарійович
Мітки: лиття, кристалізацією, тиском, вижиманням, устаткування
Текст:
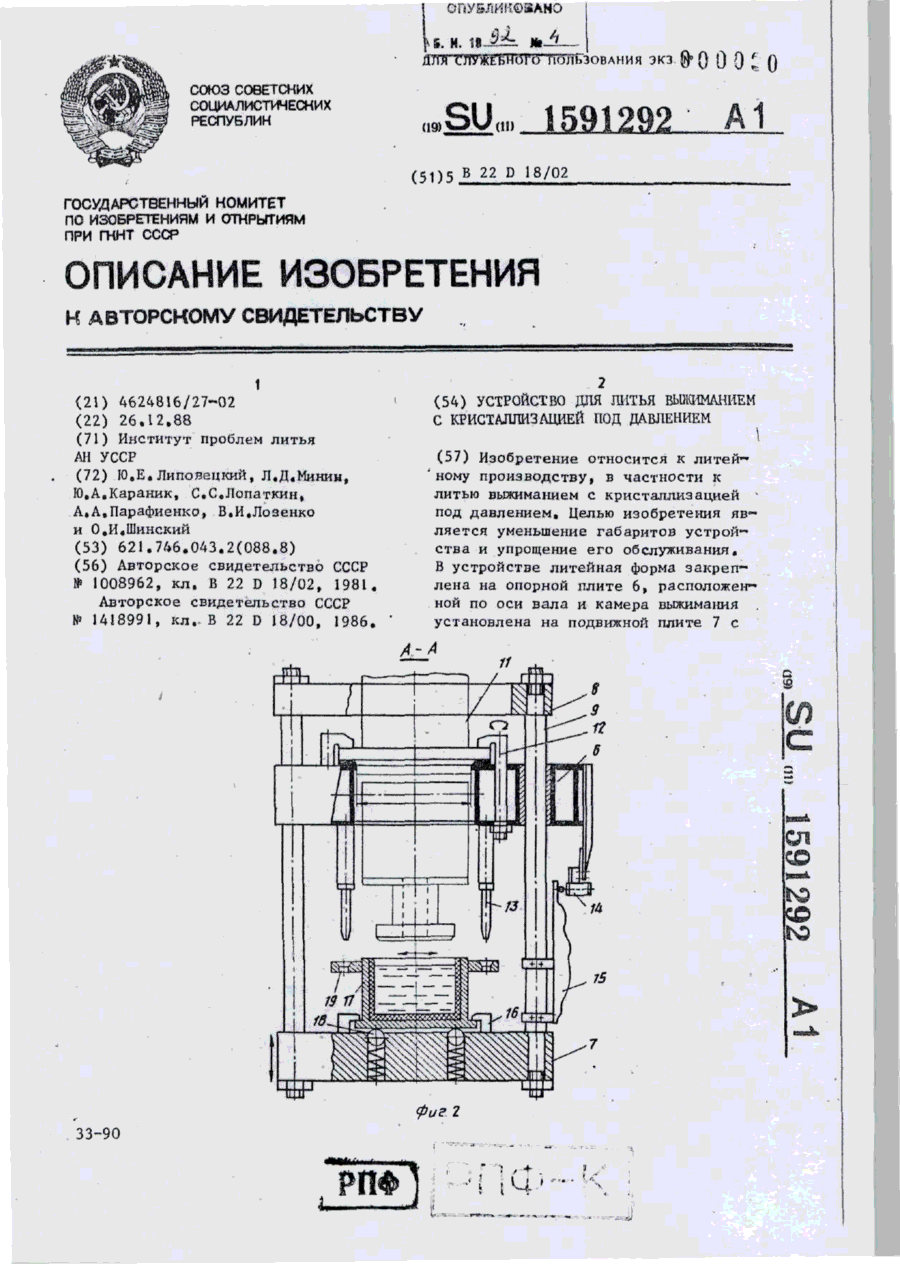
...этом предварительно сориентированная относительно штырей 13 камера выжимания размещается на шариках 18, Затем включаются в работу закрепленные на опорной плите 6 гидроцилиндры 10, которые воздействуют через траверсу 8, колонки 9 на подвижную плиту 7, при подъеме которой штыри 13, взаимодействуя с установочными отверстиями 19 в камере выжимания 17, точно центрируют последнюю с формой» Затем происходит взаимодействие пуансона формы (пуансоновой...
Спосіб лиття під низьким тиском і установка для його здійснення
Номер патенту: 13751
Опубліковано: 25.04.1997
Автори: Шнитко Володимир Костянтинович, Ісайчева Ніна Петрівна, Шейгам Валерій Юрійович, Борисов Георгій Павлович
МПК: B22D 18/04
Мітки: здійснення, спосіб, тиском, установка, низьким, лиття
Формула / Реферат:
(57) 1. Способ литья под низким давлением, включающий сборку формы, создание газового давления в камере печи, заполнение формы металлом по металлопроводу через фильтр, кристаллизацию отливки под избыточным давлением, сброс газового давления в камере, печи, раскрытие формы с отливкой, слив остатков жидкого металла из металлопровода, отличающийся тем, что при заполнении формы металлом пропускную способность фильтра увеличивают, а при сливе...
Спосіб виготовлення виливків по моделям, що газифкуються, з кристалізацією під тиском
Номер патенту: 1183
Опубліковано: 30.12.1993
Автори: Шульга Василь Тимофійович, Примак Іван Никонорович, Черненко Надія Георгієвна, Єфімов Віктор Олексійович, Сінчугов Олександр Юр'євич, Валігура Анатолій Іванович, Шинський Олег Йосипович
МПК: B22C 9/04, B22D 18/04
Мітки: газифкуються, тиском, виливків, спосіб, кристалізацією, виготовлення, моделям
Формула / Реферат:
Способ получения отливок по газифицируемым моделям с кристаллизацией под давлением, включающий размещение модельного блока в контейнере, заполнение его несвязанным формовочным материалом и его уплотнение вибрацией, герметизацию и вакуумирование контейнера, и заливку металла в камеру прессования, отличающийся тем, что в донной части контейнера соосно с камерой прессования размещают поршень, в котором после заливки металла возбуждают колебания...
Устаткування для виготовлення виливків за моделями, що газифікуються, з кристалізацією під тиском
Номер патенту: 832
Опубліковано: 15.12.1993
Автори: Шинський Олег Йосипович, Валігура Анатолій Іванович, Каранік Юрій Аполінарійович, Сінчугов Олександр Юр'євич, Лозенко Віктор Іванович, Шульга Василь Тимофійович, Черненко Надія Георгієвна
МПК: B22D 18/00, B22D 18/06
Мітки: моделями, тиском, газифікуються, кристалізацією, виготовлення, устаткування, виливків
Формула / Реферат:
1. Устройство для получения отливок по газифицируемым моделям с кристаллизацией под давлением, содержащее герметизируемый контейнер, в днище которого выполнено сквозное отверстие, модельный блок отливки с литниковым каналом, сыпучий формовочный наполнитель, отличающееся тем, что оно снабжено моделью камеры прессования, размещенной подмоделью отливки и имеющей объем, равный 1,05-1,15 объема модели отливки, и подпрессовочным поршнем,...
Попередній патент: Спосіб контролю технологічних параметрів
Наступний патент: Пристрій для контролю положення ступенів трансформатора
Випадковий патент: Короткотерміновий спосіб виявлення канцерогенності хімічних речовин