Новіков Леонід Миколайович
Спосіб ремонту зварних труб, виготовленних контактною зваркою
Номер патенту: 31544
Опубліковано: 15.12.2000
Автори: Ульянов Віктор Михайлович, Новіков Леонід Миколайович, Білий Олександр Іванович, Петров Олександр Радіонович, Щербина Вадим Миколайович, Сербін Володимир Ігоревич, Лючков Анатолій Дем'янович, Бондаренко Василь Якович, Спірідонов Віталій Дмитрович, Доненко Іван Федорович, Антіпов Юрій Миколайович, Вахрушева Віра Сергіївна, Горяний Сергій Андрійович, Машинсон Ізраіль Зиновійович, Райчук Юрій Исаакович, Лебідь Генадій Олександрович, Гончар Володимир Олександрович
Мітки: спосіб, виготовленних, зварних, зваркою, труб, контактною, ремонту
Текст:
...fA" I.I. {(-1 = 8 - 1 = 7 мм Прожог при заварке, неудовлетворительно 4 . 1.2. n - 2 = 8 - 2 - б мм A. (/ .3. 4-8-4 = 4 мм 2. Локальна.* нормализации не проводилась 3. Локальная нормализация проводилась с нагревом ремонтного шва и прилегающих участков основього шва, длина которых £ - составляла: 3.1. ^= 0,8/ 3.2. £= 2,0 3.3. /= 4,Э Ремонтный шов плотный, дефектов нет. После локальной нормализации механические свойства...
Спосіб зварки металів тиском
Номер патенту: 29855
Опубліковано: 15.11.2000
Автори: Прокопенко Григорій Григорович, Ульянов Віктор Михайлович, Хаустов Георгій Йосипович, Степаненко Михайло Андрійович, Ковіка Микола Данилович, Новіков Леонід Миколайович, Полуектов Вадим Володимирович, Коваленко Анатолій Панасович, Фурманов Валерій Борисович, Гладченко Олександр Федорович, Білий Олександр Іванович
МПК: B23K 11/02, B23K 11/04, B23K 13/00 ...
Мітки: металів, тиском, зварки, спосіб
Формула / Реферат:
Спосіб зварки металів тиском, що включає нагрів зварюваних поверхонь металів та подальшу осадку їх, відмінний тим, що нагрів зварюваних поверхонь і подальша їх осадка відбувається в рідинному середовищі, наприклад, у воді.
Спосіб виготовлення профільних труб
Номер патенту: 25433
Опубліковано: 30.10.1998
Автори: Полуектов Вадим Володимирович, Фурманов Валерій Борисович, Ханін Марко Ісаакович, Новіков Леонід Миколайович, Ковіка Микола Данилович, Шлосберг Лев Михайлович, Мироненко Юрій Анатолійович, Мальцев Юрій Іванович
МПК: B21C 1/16
Мітки: виготовлення, профільних, труб, спосіб
Формула / Реферат:
Способ изготовления профильных труб, включающий профилирование круглых труб конечной длины в профильном калибре с использованием короткой профильной оправки, при котором передний концевой участок трубы профилируют путем проталкивания через профильный калибр, затем осуществляют захват прошедшего калибр участка трубы, после чего трубу профилируют путем волочения, отличающийся тем, что профилирование переднего и заднего концевых участков трубы,...
Спосіб деформації прямошовних зварних труб
Номер патенту: 25087
Опубліковано: 30.10.1998
Автори: Фурманов Валерій Борисович, Сизоненко Григорій Олександрович, Гладченко Олександр Федорович, Правдін Юрій Михайлович, Райчук Юрій Ісакович, Сергєєв Віктор Володимирович, Лобанов Олександр Іванович, Ковіка Микола Данилович, Хаустов Георгій Йосипович, Новіков Леонід Миколайович
МПК: B21C 37/06, B21C 37/08
Мітки: спосіб, прямошовних, деформації, зварних, труб
Формула / Реферат:
Способ деформации прямошовных сварных труб, включающий обжатие сварного шва прямошовной сварной трубы, раздачу трубы по диаметру и последующее обжатие ее стенки в круглом калибре, при этом все указанные операции осуществляют на оправке при продольном перемещении трубы, отличающийся тем, что обжатие сварного шва и обжатие стенки трубы выполняют в неразрывной последовательности на удерживаемой оправке, и обжатие сварного шва производят при...
Спосіб валкової формовки штабового металу
Номер патенту: 25204
Опубліковано: 30.10.1998
Автори: Мельник Анатолій Максимович, Полуектов Вадим Володимирович, Коваленко Анатолій Панасович, Ковіка Микола Данилович, Новіков Леонід Миколайович, Зіньковський Анатолій Федорович, Ульянов Віктор Михайлович, Фурманов Валерій Борисович, Білий Олександр Іванович, Хаустов Георгій Йосипович, Степаненко Михайло Андрійович
МПК: B21C 37/15, B21C 37/08
Мітки: спосіб, металу, штабового, формовки, валкової
Формула / Реферат:
Способ валковой формовки полосового металла, включающий деформацию поперечного изгиба полосы в ряде последовательно расположенных валковых калибров от ее плоского состояния перед первым валковым калибром до необходимого конечного профиля за последним валковым калибром, отличающийся тем, что перед первым валковым калибром плоскую полосу последовательно подвергают одному или нескольким циклам знакопеременной деформации поперечного изгиба и...
Спосіб деформації зварного шва на прямошовних трубах
Номер патенту: 25186
Опубліковано: 30.10.1998
Автори: Гладченко Олександр Федорович, Правдін Юрій Михайлович, Лобанов Олександр Іванович, Новіков Леонід Миколайович, Сергєєв Віктор Володимирович, Райчук Юрій Ісакович, Ковіка Микола Данилович, Хаустов Георгій Йосипович, Фурманов Валерій Борисович, Сизоненко Григорій Олександрович
МПК: B21C 37/08, B21C 37/06, B23K 31/00 ...
Мітки: трубах, зварного, спосіб, прямошовних, деформації, шва
Формула / Реферат:
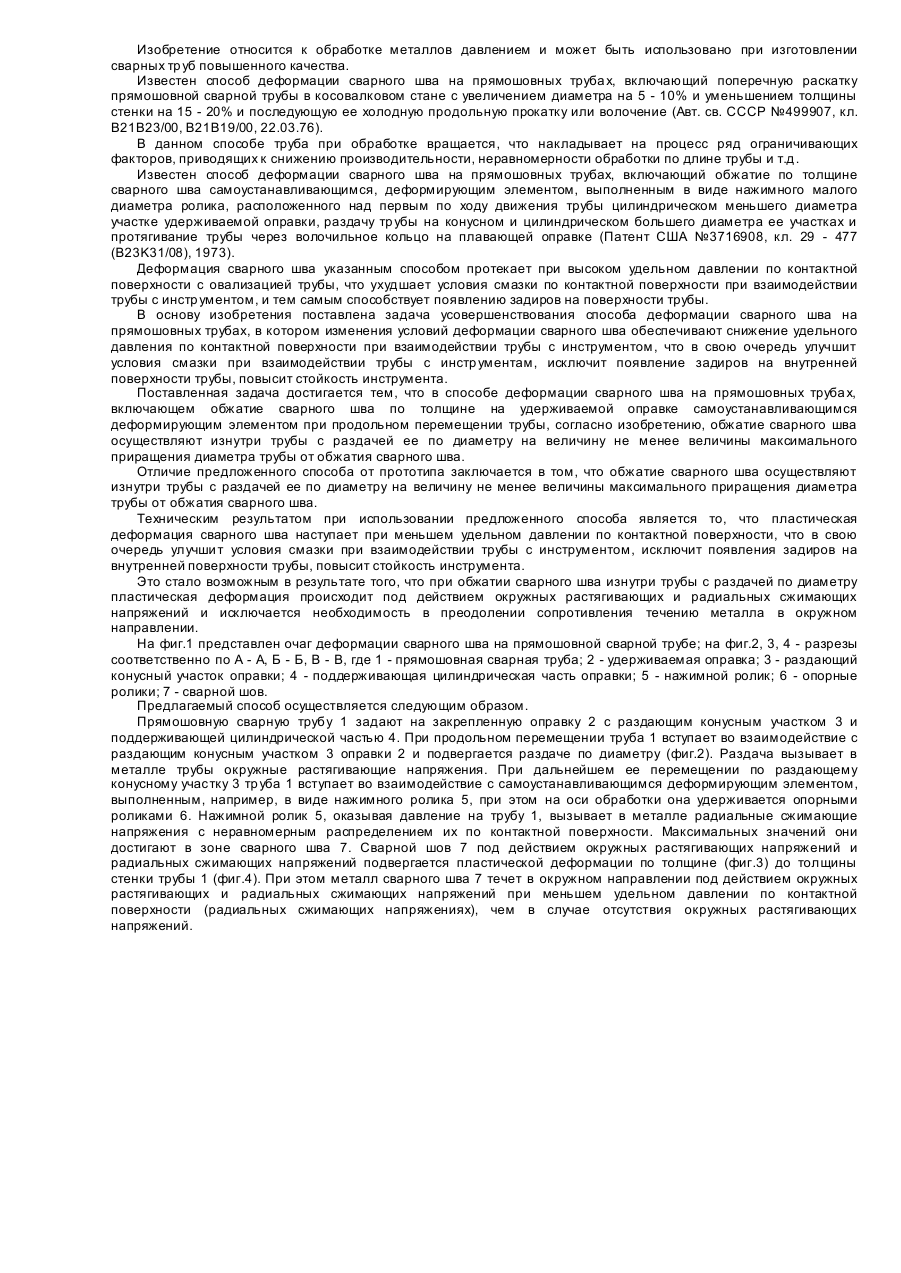
Способ деформации сварного шва на прямошовных трубах, включающий обжатие сварного шва по толщине на удерживаемой оправке самоустанавливающимся деформирующим элементом при продольном перемещении трубы, отличающийся тем, что обжатие сварного шва осуществляют изнутри трубы с раздачей ее по диаметру на величину не менее величины максимального приращения диаметра трубы от обжатия сварного шва.
Технологічний інструмент для деформації зварного шва прямошовних труб
Номер патенту: 23962
Опубліковано: 31.08.1998
Автори: Сизоненко Григорій Олександрович, Лобанов Олександр Іванович, Правдін Юрій Михайлович, Хаустов Георгій Йосипович, Новіков Леонід Миколайович, Сергєєв Віктор Володимирович, Фурманов Валерій Борисович, Гладченко Олександр Федорович, Ковіка Микола Данилович, Райчук Юрій Ісакович
МПК: B21C 37/08, B21C 37/06, B23K 31/00 ...
Мітки: прямошовних, інструмент, технологічний, зварного, деформації, шва, труб
Формула / Реферат:
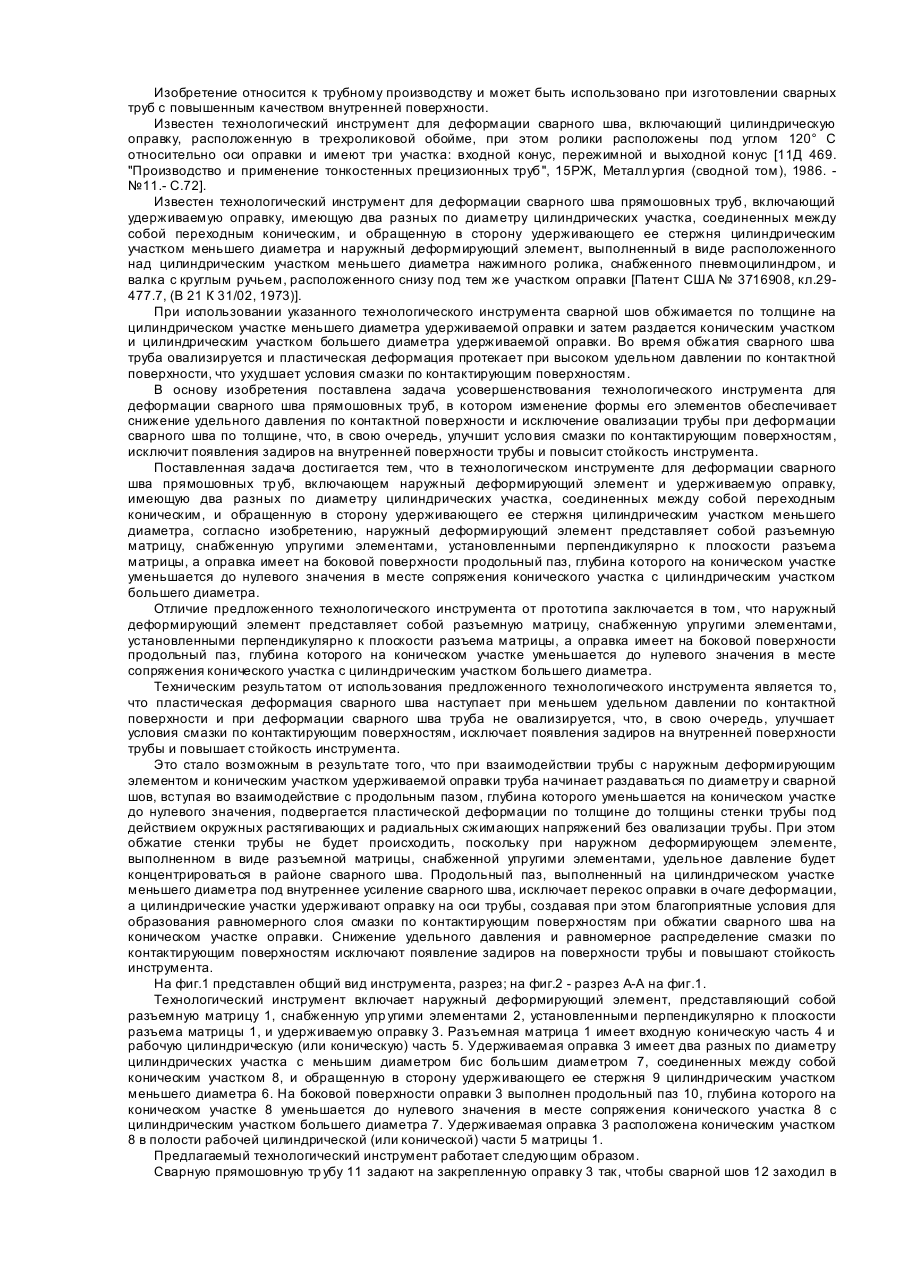
Технологический инструмент для деформации сварного шва прямошовных труб, включающий наружный деформирующий элемент и удерживаемую оправку, имеющую два разных по диаметру цилиндрических участка, соединенных между собой переходным коническим, и обращенную в сторону удерживающего ее стержня цилиндрическим участком меньшего диаметра, отличающийся тем, что наружный деформирующий элемент представляет собой разъемную матрицу, снабженную упругими...
Поточна лінія виробництва зварних холоднодеформованих труб
Номер патенту: 24405
Опубліковано: 17.07.1998
Автори: Сизоненко Григорій Іванович, Лобанов Олександр Іванович, Хаустов Георгій Йосипович, Райчук Юрій Ісакович, Туренков Микола Мусійович, Сергєєв Віктор Володимирович, Правдін Юрій Михайлович, Новіков Леонід Миколайович, Ковіка Микола Данилович, Гладченко Олександр Федорович
МПК: B21B 17/00, B21C 37/06
Мітки: поточна, лінія, виробництва, труб, холоднодеформованих, зварних
Формула / Реферат:
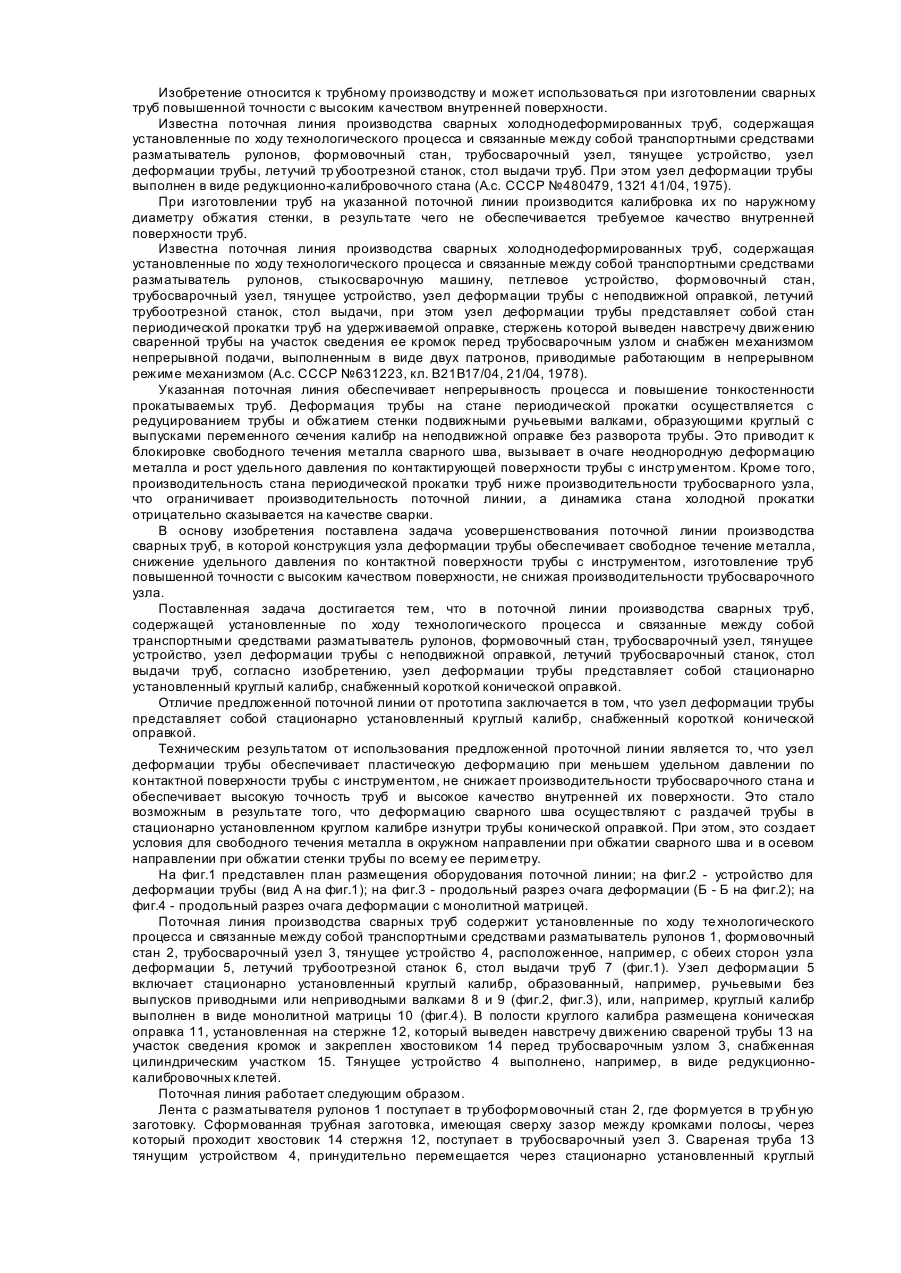
Поточная линия производства сварных холоднодеформированных труб, содержащая установленные по ходу технологического процесса и связанные между собой транспортными средствами разматыватель рулонов, формовочный стан, трубосварочный узел, тянущее устройство узел деформации трубы с неподвижной оправкой, летучий трубоотрезной станок, стол выдачи труб, отличающаяся тем, что узел деформации трубы представляет собой стационарно установленный круглый...
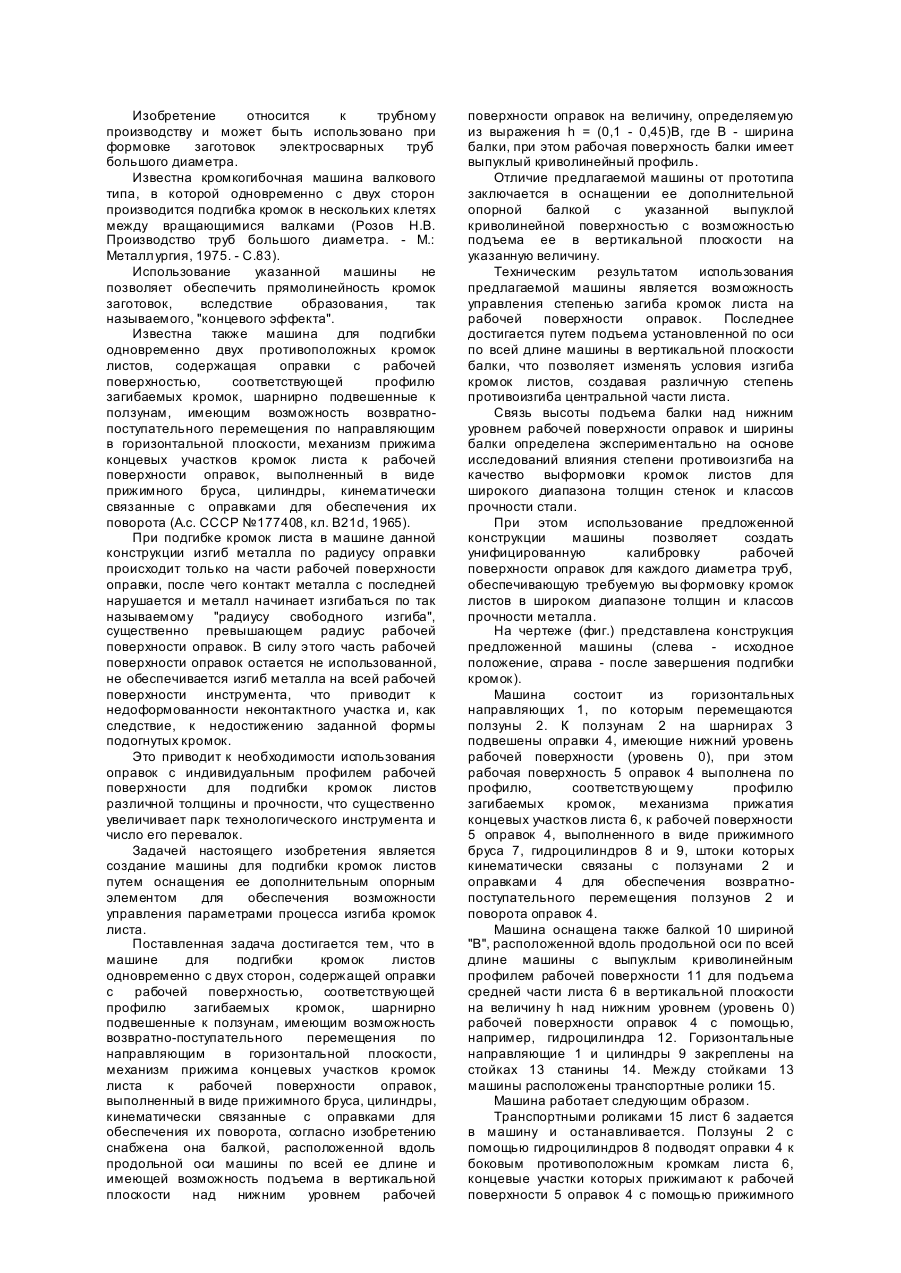
Машина для підгинання одночасно протилежних кромок листів
Номер патенту: 24226
Опубліковано: 07.07.1998
Автори: Коломенський Володимир Костянтинович, Горяний Сергій Андрійович, Стома Генріх Францевич, Новіков Леонід Миколайович, Хоменко Анатолій Федорович, Ковіка Микола Данилович, Спірідонов Віталій Дмитрович, Лебідь Геннадій Олександрович, Заплаткін Юрій Ананійович, Іванов Євген Іванович
МПК: B21D 5/01
Мітки: протилежних, кромок, одночасної, машина, листів, підгинання
Формула / Реферат:
Машина для подгибки одновременно противоположных кромок листов, содержащая оправки с рабочей поверхностью, соответствующей профилю загибаемых кромок, шарнирно подвешенных к ползунам, имеющим возможность возвратно-поступательного перемещения по направляющим в горизонтальной плоскости, механизм прижима концевых участков кромок листа к рабочей поверхности оправок, выполненный в виде прижимного бруса, цилиндры, кинематически связанные с оправками...
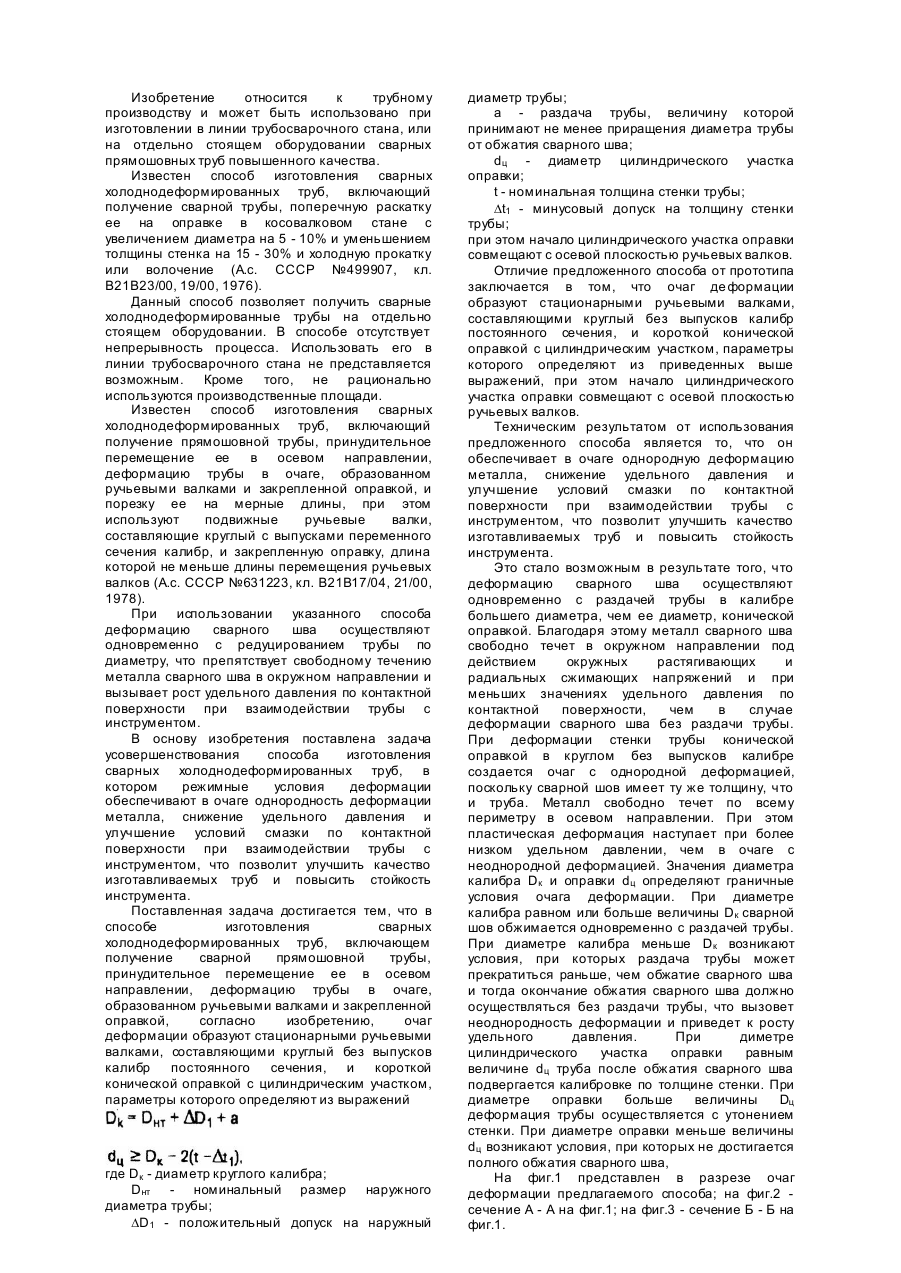
Спосіб виготування зварних холоднодеформованих труб
Номер патенту: 24270
Опубліковано: 07.07.1998
Автори: Туренков Микола Мусійович, Ковіка Микола Данилович, Гладченко Олександр Федорович, Сергєєв Віктор Володимирович, Лобанов Олександр Іванович, Сизоненко Григорій Олександрович, Правдін Юрій Михайлович, Новіков Леонід Миколайович, Хаустов Георгій Йосипович, Райчук Юрій Ісакович
МПК: B21B 21/00, B21B 17/00
Мітки: виготування, спосіб, труб, холоднодеформованих, зварних
Формула / Реферат:
Способ изготовления холоднодеформированных труб, включающий получение сварной прямошовной трубы, принудительное перемещение ее в осевом направлении, деформацию трубы в очаге, образованном ручьевыми валками и закрепленной оправкой, отличающийся тем, что очаг деформации образуют стационарными ручьевыми валками, составляющими круглый без выпусков калибр постоянного сечения, и короткой конической оправкой с цилиндрическим участком, параметры...
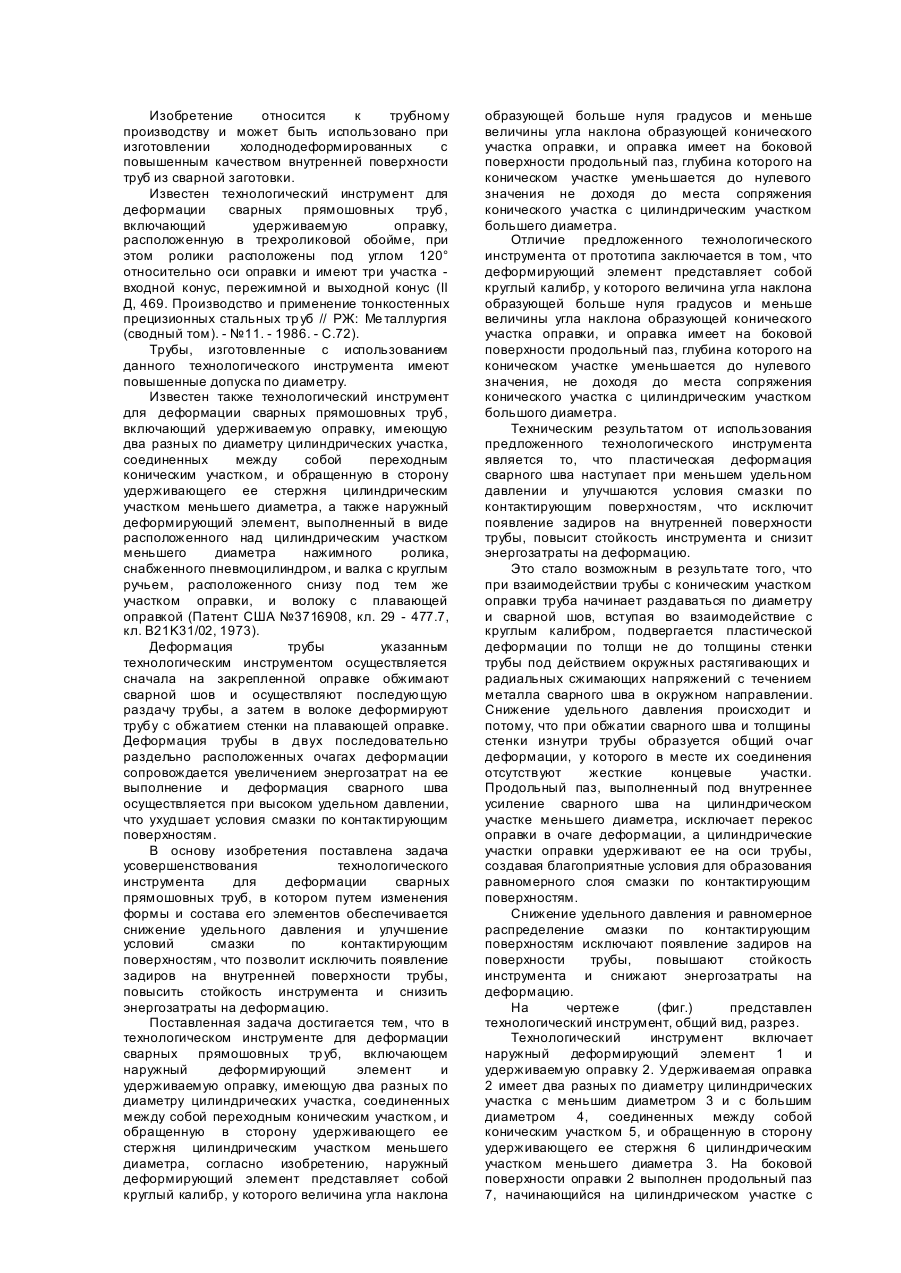
Технологічний інструмент для деформації зварних прямошовних труб
Номер патенту: 21998
Опубліковано: 30.04.1998
Автори: Гладченко Олександр Федорович, Ковіка Микола Данилович, Сизоненко Григорій Олександрович, Лобанов Олександр Іванович, Сергєєв Віктор Володимирович, Райчук Юрій Ісакович, Новіков Леонід Миколайович, Хаустов Георгій Йосипович, Фурманов Валерій Борисович, Правдін Юрій Михайлович
МПК: B21C 37/06, B21C 3/00
Мітки: зварних, технологічний, деформації, прямошовних, труб, інструмент
Формула / Реферат:
Технологический инструмент ія деформации сварных прямошовных труб, включающий наружный деформирующий элемент и удерживаемую оправку, имеющую два разных по диаметру цилиндрических участка, соединенных между собой переходным коническим участком, и обращенную в сторону удерживающего ее стержня цилиндрическим участком меньшего диаметра, отличающийся тем, что наружный деформирующий элемент представляет собой круглый калибр, у которого...
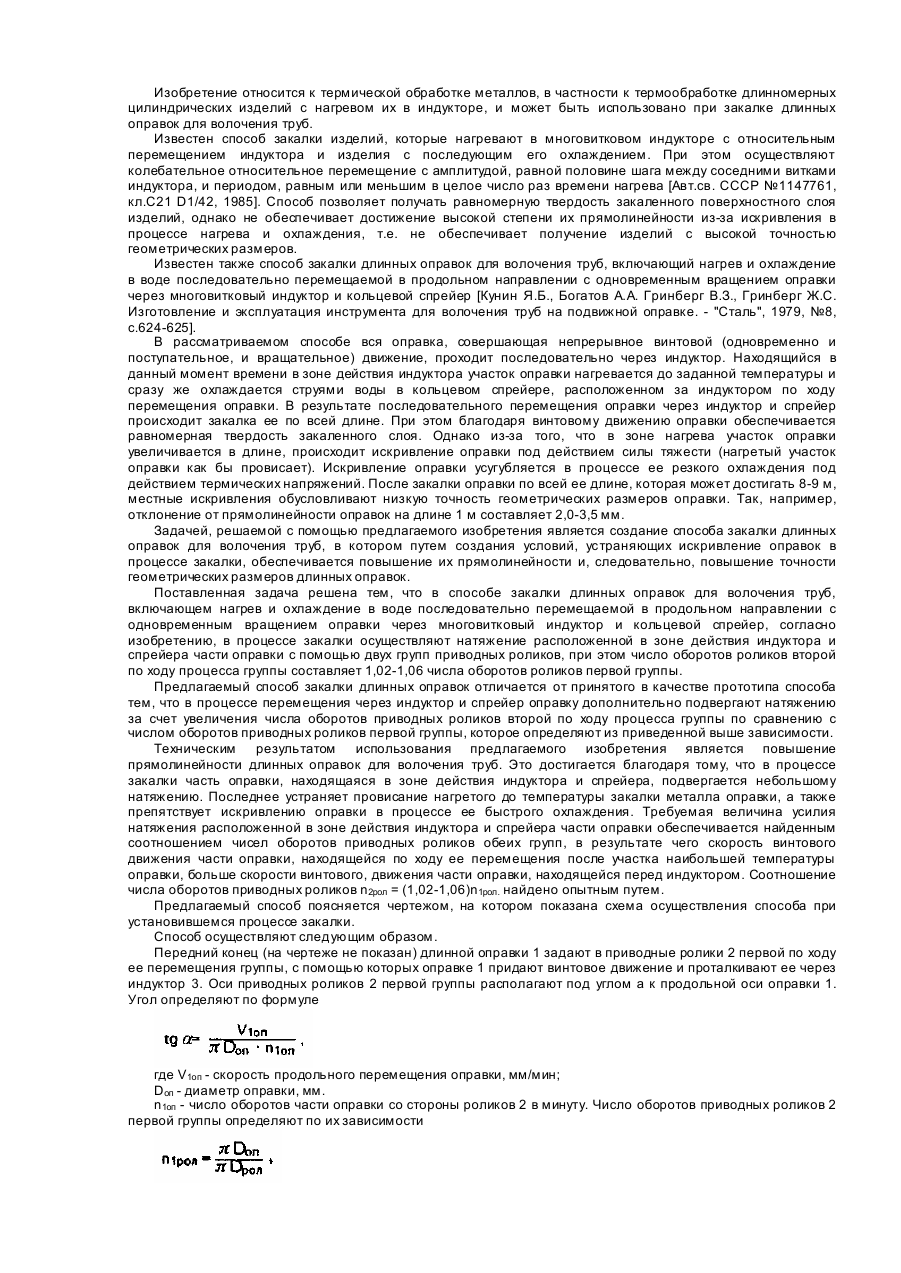
Спосіб загартування довгих оправок для волочіння труб
Номер патенту: 19560
Опубліковано: 25.12.1997
Автори: Ковіка Микола Данилович, Крилов Михайло Юрійович, Лобанов Олександр Іванович, Гладченко Олександр Федорович, Полуектов Вадим Володимирович, Новіков Леонід Миколайович, М'ясоїд Олександр Федорович
МПК: C21D 1/42
Мітки: довгих, труб, оправок, спосіб, загартування, волочіння
Формула / Реферат:
Способ закалки длинных оправок для волочения труб, включающий нагрев и охлаждение в воде последовательно перемещаемой в продольном направлении с одновременным вращением оправки через многовитковый индуктор и кольцевой спрейер, отличающийся тем, что в процессе закалки осуществляют натяжение расположенной в зоне действия индуктора и спрейера части оправки с помощью двух групп приводных роликов, при этом число оборотов роликов второй по ходу...
Спосіб деформування зварного шва на прямошовних трубах
Номер патенту: 20464
Опубліковано: 15.07.1997
Автори: Ковіка Микола Данилович, Туренков Микола Мусійович, Правдін Юрій Михайлович, Новіков Леонід Миколайович, Райчук Юрій Ісакович, Сергєєв Віктор Володимирович, Сизоненко Григорій Олександрович, Хаустов Георгій Йосипович, Лобанов Олександр Іванович, Гладченко Олександр Федорович
МПК: B21B 23/00, B21B 19/00
Мітки: прямошовних, зварного, трубах, деформування, спосіб, шва
Формула / Реферат:
Способ деформации сварного шва на прямо-шовных трубах, включающий получение сварной прямошовной трубы, принудительное перемещение ее в осевом направлении, деформацию в круглом калибре закрепленной короткой конической оправкой с цилиндрическим участком, отличающийся тем, что круглый калибр образуют подпружиненными ручьевыми валками с зазором между их ребордами, а деформацию сварного шва осуществляют в очаге, параметры которого определяют...
Спосіб виробництва зварних прямошовних труб великого діаметра
Номер патенту: 20326
Опубліковано: 15.07.1997
Автори: Іванов Євген Іванович, Соболевський Едуард Йосипович, Спірідонов Віталій Дмитрович, Лебідь Генадій Олександрович, Омелін Олександр Дмитрович, Заплаткин Юрій Ананьйович, Гончар Володимир Олександрович, Коломенський Володимир Костянтинович, Хоменко Анатолій Федорович, Новіков Леонід Миколайович, Стома Генріх Францович, Ковіка Микола Данилович, Горяний Сергій Андрійович
МПК: B21C 37/08
Мітки: діаметра, спосіб, прямошовних, зварних, труб, великого, виробництва
Формула / Реферат:
Способ производства сварных прямошовных труб большого диаметра, включающий строжку продольных кромок листа, подгибку прикромочных участков, формовку трубной заготовки на вальцах, сварку сборочного шва, сварку внутреннего рабочего шва, сварку наружного рабочего шва и калибрование трубы на гидравлическом прессе-расширителе, отличающийся тем, что после сварки внутреннего рабочего шва зону сварного соединения принудительно охлаждают по всей ее...
Спосіб безперервного виробництва електрозварних холоднодеформованих труб з корозійностійких сталей
Номер патенту: 17989
Опубліковано: 17.06.1997
Автори: Ковіка Микола Данилович, Лобанов Олександр Іванович, Фурманов Валерій Борисович, Гладченко Олександр Федорович, Крижевський Аркадій Захарович, Ромакін Віктор Савелійович, Туренков Микола Мойсейович, Ханін Марко Ісаакович, Хаустов Георгій Йосипович, Бут Олександр Володимирович, Балтакса Павло Михайлович, Новіков Леонід Миколайович
МПК: B21B 21/00, B21C 37/08
Мітки: електрозварних, виробництва, безперервного, корозійностійких, спосіб, холоднодеформованих, сталей, труб
Формула / Реферат:
Способ непрерывного производства электросварных холоднодеформированных труб из коррозионностойких сталей, при котором полосу формуют в трубную заготовку, сваривают ее продольные кромки, калибруют полученную трубу сначала в калибровочном стане, а затем в фильере, правят и разрезают на мерные длины, отличающийся тем, что перед калиброванием трубу подвергают индукционному нагреву до температуры 450-800°С, выдержке в нагретом состоянии,...